
Abstract
The change of spindle temperature field is an important factor which influences machining precision. Many methods of spindle temperature field measurement have been proposed. However, most of the methods are based on the electric temperature sensors. There exist some defects (e.g., anti-interference, multiplexing, and stability capacity are poor). To increase the temperature sensitivity and reduce strain sensitivity of the bare Fiber Bragg Grating (FBG) sensor, a cassette packaged FBG sensor is proposed to measure spindle temperature field. The temperature characteristics of the packaged FBG sensor are studied by comparative experiment with traditional thermal resistor sensor. The experimental results show that the packaged FBG sensor has the same capacity of temperature measurement with the thermal resistor sensor but with more remarkable antiinterference. In the further measurement experiment of the temperature field, a spindle nonuniform temperature field is acquired by the calibrated FBG sensors. It indicates that the packaged FBG sensor can be used to measure the temperature field for the spindle of machine tool.
1. Introduction
The accuracy of CNC machine tool is the most important pursuit for researchers. Errors that affect the machine tool accuracy can be classified into geometric errors, thermal errors, and cutting force-induced errors. Among these errors, thermal errors account for 70 percent of the total errors [1]. Due to various different heat sources, temperature gradients in machine tool structures result in expansion and contract of machine parts, which affect positioning, straightness, angularity, and alignment errors [2].
Many researches' interests focus mainly on the spindle unit, which is usually the major heat source [3] of CNC machine tool system. Creighton et al. analyzed the thermal error of a high-speed micromilling spindle [4]. Chen et al. discovered the thermal error of a hydrostatic spindle [5]. Uhlmanna and Hu presented an FEM model to predict the thermal behavior of a high speed motor spindle [6]. They predicted that the nonuniform temperature field makes the spindle axis uplifted and tilted and seriously affects the machining accuracy of the machine tool.
Thermal error compensation is one of the most economical and effective ways to solve and reduce the thermal error. Before the thermal error compensation, accurate and reliable temperature measurement is a key point. The direct measurement methods of machine tools temperature field are discussed by many researchers [7–9]. Temperature sensors generally are thermal resistors, thermocouple, thermal infrared imager and thermistor. The temperature measurement systems with those sensors have many inadequacy. Thermocouple has low accuracy; the impedance interference ability of thermal resistors is poor; the linear degree and reliability of thermistor are low; accuracy and anti-interference ability of radiant thermometer are poor. So the advanced sensors and measurement methods are the hot fields of study to realize high-precision thermal error compensation. As a new temperature sensor, Fiber Bragg Grating (FBG) sensor has incomparable advantage over many traditional temperature sensors. It has high sensitivity, small volume, light quality, antielectromagnetic interference, and anticorrosion. Furthermore, its demodulation mode is wavelength modulation which determines that its measurement signal is independent of light source fluctuation, optical fiber bending loss, coupling loss, and detector aging factors. Therefore, FBG sensor suits application in industry fields.
In this paper, to increase the temperature sensitivity and reduce strain sensitivity of the bare FBG sensor, a cassette packaged FBG is proposed to meet the measurement requirements in machine tools. Several FBGSs are used to measure the spindle temperature field of machine tool. The experimental results show that the temperature field of spindle is nonuniform and that gravity and cutting force are the major factors.
2. Spindle Temperature Sensor Based on FBG
2.1. Temperature Measurement Principle of the FBG Sensor
The Bragg wavelength of FBG is given by the expression [10]

where n0 is the effective refractive index of the fiber core and Λ is the grating pitch. For a temperature change of ΔT, the corresponding wavelength shift Δλ B is given by [10]

This leads to

where α0 is the coefficient of the thermal expansion (CTE) of the fiber and β0 is the fiber refractive index variation with the temperature, respectively. The practical values of these constants for typical fused silica fiber are α0 = 0.55 × 10−6/°C and β0 = 6.67 × 10−6/°C [11, 12]. The temperature sensitivity coefficient of the FBGS is K T = α0 + β0 = 7.22 × 10−6/°C. FBG temperature sensors with Bragg wavelengths near 1300 nm have an approximately 9.4 pm/°C temperature sensitivity.
2.2. Design and Preparation of FBG Sensor for Spindles
2.2.1. The Improvement of FBGS
Due to the low sensitivity of bare quartz FBG temperature sensor (e.g., for 1300 nm range of optical fiber grating, 1°C temperature change, the center wavelength can move only 9.4 pm) and the strain interference of the substrate, accurate temperature measurement is difficult. The enhancing sensitivity to temperature and reducing influence of strain are the important problems in spindle temperature measurement with FBGS.
A paste substrate enhancing sensitivity method is used. Due to the correlation between temperature sensitivity coefficient and the coefficient of thermal expansion (CTE), FBG will expand with the substrate when it is embedded in a substrate. The temperature sensitivity of the FBG can be expressed as [13]

where P e is the photoelastic of the fiber and has a numerical value of 0.22 [14] for fused silica and αsub is the CTE of the substrate. When αsub is much larger than α0, the sensitivity of the embedded FBG temperature sensor will be improved greatly.
To enhance sensitivity to temperature and reduce influence of strain, a box-like structure is proposed. It consists of basement, sensitization plate, cover plate, and thermal grease. The schematic diagram is shown in Figure 1. The spindle temperature transfers to the plate through the base and the thermal grease. The sensor is installed on the machine tool spindle bearing pedestal surface. Considering accuracy and time characteristic of temperature measurement, the low thermal capacity and high thermal conductivity of the packaged FBG should be key point.

The cassette packaged structure of FBG.
The material of the base and the cover plate of the sensor is brass H62. Due to the high expansion coefficient, the Al 2A12 (15 mm × 6 mm × 0.6 mm) is chosen as the material of enhancing sensitivity plate. The inner cavity is filled with thermal grease in consideration of the heat conduction. The arch structure on the bottom of the cassette is designed to fit with installation on the surface of the spindle.
The package of the FBG has big influence on its performance, especially the adhesive. In the package, the ALTECO 3-TON QUICK epoxy adhesive is used for its high temperature sensitivity. The coating layer of the FBG and the enhanced sensitivity plate are cleaned repeatedly by alcohol.
2.2.2. Temperature Calibration
Temperature calibration experiment is done to confirm the absolute value of FBG sensor. The main devices of the experiment consist of the 3 mm length FBG (central wavelength 1312 nm) made by Wuhan University of Technology, SM130-700 interrogator, and DHG-9053A thermostatic drying closet.
The calibration experiment of cassette packaged sensor begins from 20°C and then starts to heat up every 5°C a measuring point until 80°C and then every 5°C declines until 20°C, a total of two times warming-cooling process. Repeat it with the bare fiber grating. In order to avoid the inconformity in the thermostatic drying closet, temperature data are acquired after the thermostatic drying closet system is completely stable (about twenty minutes). Take the average of the two group wavelength as the center wavelength value of the corresponding temperature. The temperature-wavelength relation fitting curve of the bare FBG and the cassette packaged FBG temperature sensor are shown in Figure 2. It indicates that the temperature linearly depends on the wavelength. The relationship of the cassette packaged FBGS and the bare FBGS between the temperature and wavelength can be fitted as follows:


The temperature-wavelength relation fitting curve of the bare FBG and the cassette packaged FBG temperature sensor.
Figure 2 shows that the following.
The temperature sensitivity of bare FBG sensor is only 8.64 pm/°C and that of the packaged FBG sensor is 16.64 pm/°C which is about two times of the former. So the sensitivity of the packaged FBG temperature sensor has improved greatly.
Compared with bare FBG, the linear degree of the cassette packaged FBG temperature sensor slightly reduced, but it still satisfes the needs of measurement of the main spindle temperature field.
2.2.3. Comparison with Traditional Thermal Resistor Sensor
The traditional thermal resistor sensor is able to measure the temperature field of the spindle, but the reliability and the ability of antielectromagnetic interference are poor. On the contrary, the FBG sensor has good liner degree and antielectromagnetic interference. So the comparative experiment is done to prove that the FBG is also able to measure the temperature field of the spindle, and the ability of antielectromagnetic interference of the FBGS is better than that of the traditional thermal resistor sensor.
The spindle temperature measurement experiment with the cassette packaged FBG temperature sensor and thermal resistors is carried on the C616 lathe. The spindle idles in the experiment at 530 r/min for 25 min. The temperature of machine tool spindle is monitored and recorded by the cassette packaged FBG sensor and thermal resistors in Figure 3.
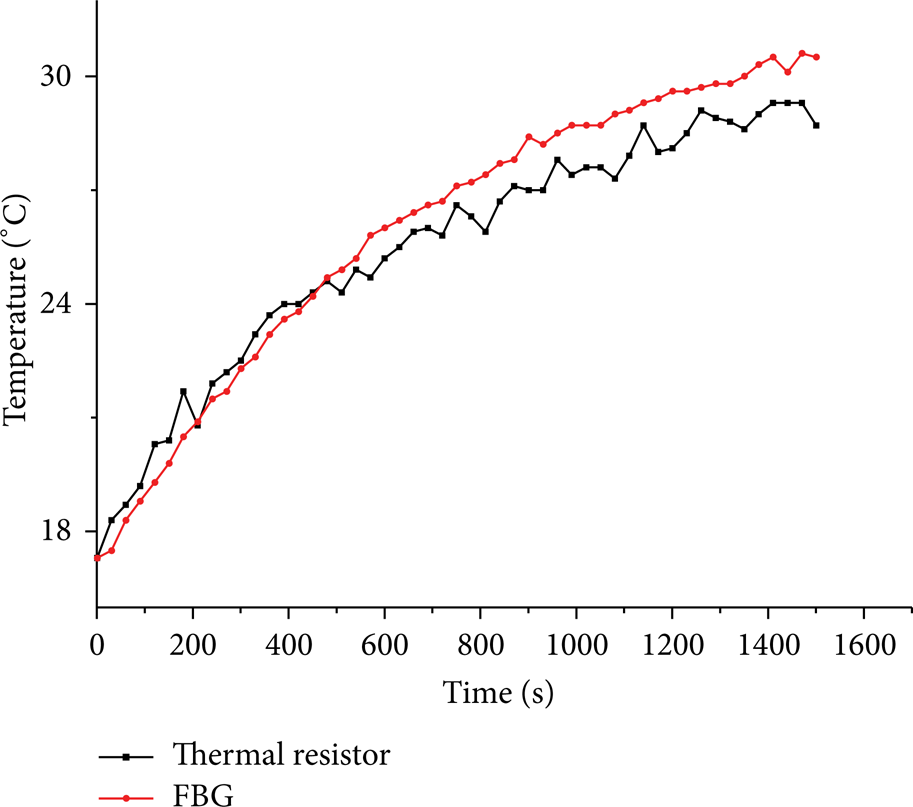
Machine tool spindle temperature curve of the cassette packaged FBG sensor and thermal resistors.
It shows that the spindle temperature rises from 17°C to 30°C. The whole temperature measurement curve of the cassette packaged FBG and the thermal resistors is close. The max temperature difference is below 2°C. The temperature difference may be caused by the different temperature decreasing between the measured surface and the measured point of sensors. In Figure 3, the fluctuation of temperature measurement curve with the thermal resistors is obvious and bigger than that with FBG sensor. It is caused by the electromagnetic interference. It shows that FBG sensor can finish temperature field measurement in the strong electromagnetic interference circumstance such as spindle of machine tools.
3. Measurement of the Temperature Field for the Spindle
3.1. Measurement System of the Spindle Temperature Field
In this experiment, the measurement location of the thermal resistors and the FBG sensor is shown in Figure 4. The FBG1 and FBG2 are located at location 1 and location 3 to monitor the temperature field of the main spindle. In order to compare the measurement result with the FBG sensor and monitor the nonuniform temperature field of the spindle when the lathe machine is under loading, the thermal resistors are located at locations 1, 2, 3, and 4.

Location of the thermal resistor and the FBG.
There are two sets of temperature measurement systems. Their structure principle diagram is shown in Figure 5. One temperature measurement system with the thermal resistors consists of thermal resistors, data acquisition (DAQ) card, and computer. The temperature signals measured by the thermal resistor are transformed into voltage signals and sent to the DAQ, and then the DAQ transforms the voltage signals into the computer and shows them. Another temperature measurement system with the FBG sensor consists of FBG sensor, FBG interrogator (MOI), and computer. The temperature signals measured by the FBG sensor are transformed into wavelength signals and sent to the FBG interrogator, and then the FBG interrogator transforms the variation of the temperature into the variation of the wavelength and at last shows them in the computer according to (5).
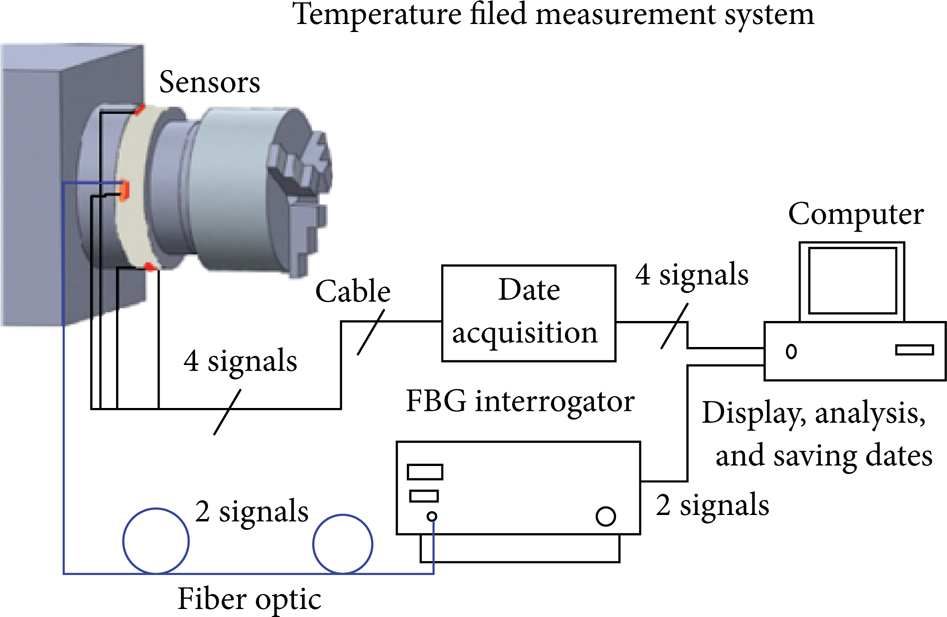
Principle diagram of the temperature field measurement.
3.2. Measurement Experiment and Result
The spindle temperature measurement experiment with the cassette packaged FBG sensor is done on the C616 lathe machine. The spindle idles at 530 r/min for 1 hour. The temperature characteristic curves of machine tool spindle monitored by the cassette packaged FBG sensor and thermal resistors are shown in Figure 6.
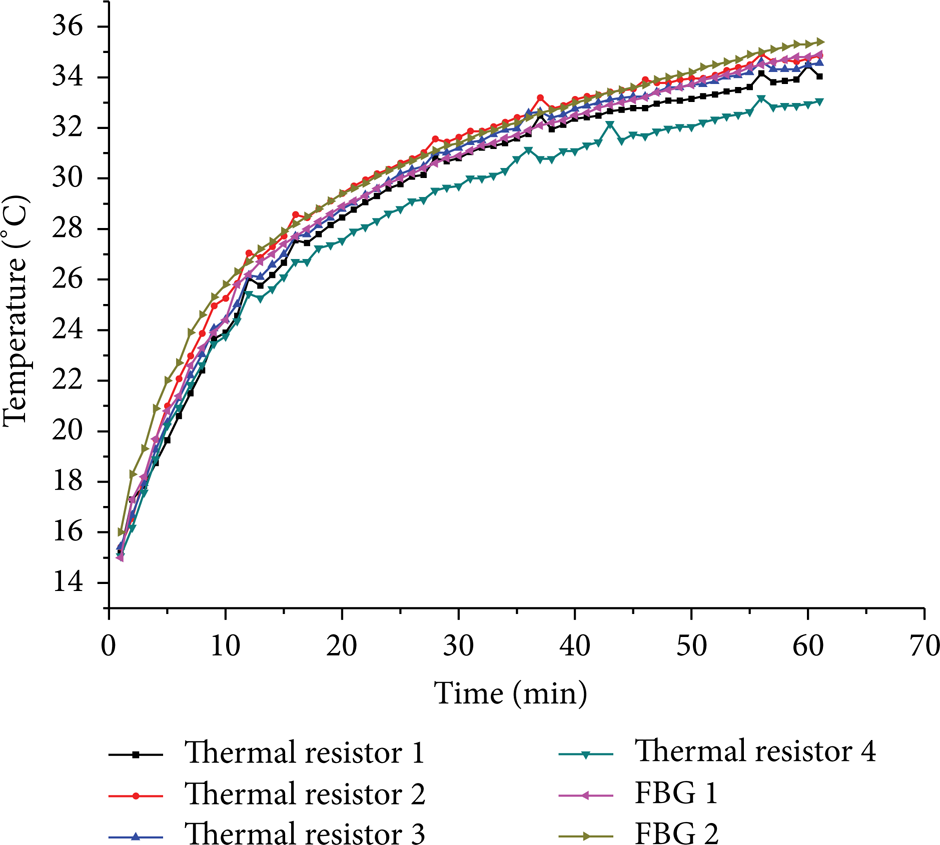
The temperature measurement curve of FBG sensor and the thermal resistors.
Figure 6 shows that the temperatures measured by the thermal resistors 1, 2, and 3 are nearly the same and that the temperature measured by the thermal resistor 4 is a little lower than the temperature measured by other thermal resistors, and this is mainly because of the cooling of the lubricating oil. The temperature measured by the FBG1 fits very well with the temperature measured by the thermal resistor 1 and so do FBG2 and thermal resistor 3. This experiment shows that the cassette packaged FBG is good for the long-term temperature field measurement of the machine tool spindle.
On the other hand, a loading experiment is done on the lather machine to simulate the interaction of cutting force. It can reveal the nonuniform temperature field and the deformation of the spindle induced by cutting force. The experimental setup is shown in Figure 7.

The experimental setup of the loading experiment.
The loading device is fixed on the lathe saddle. To measure the force along the x-direction loading on the work piece, a commercial thrust sensor is installed on the loading device. The experiment conditions are the lathe machine rotating 530 r/min, rotating time 1 hour, and the loading force about 600 N. The spindle temperature field is recorded by the four thermal resistors and the two cassette packaged FBG sensor as shown in Figure 8.
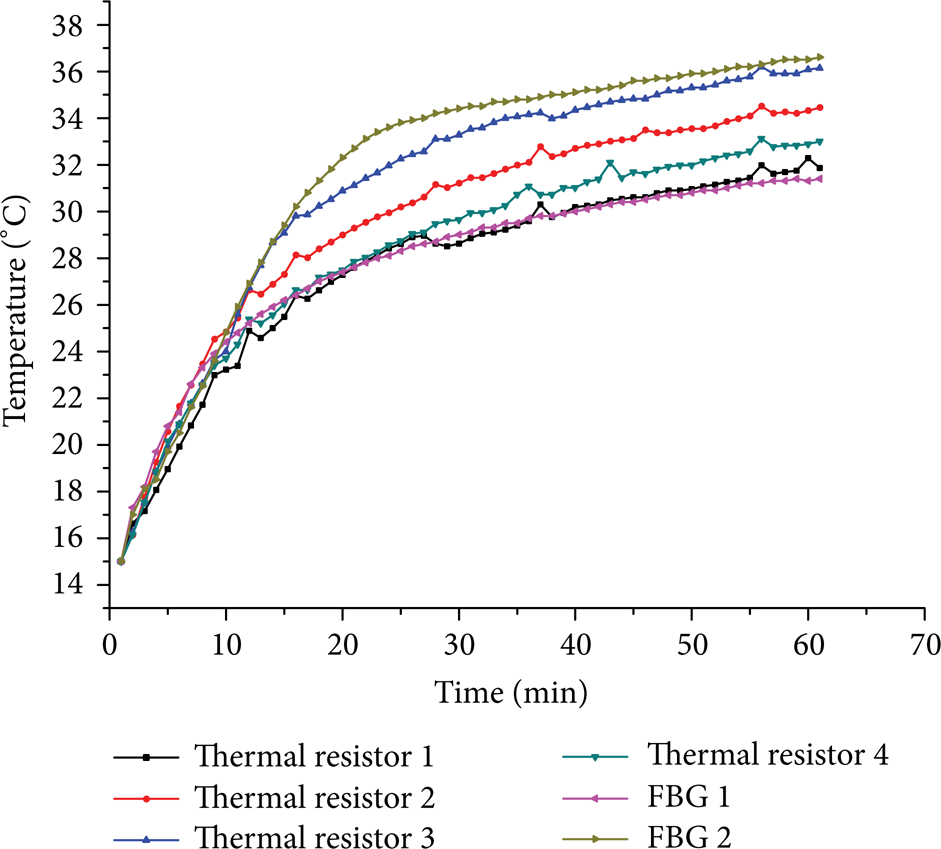
The temperature measurement curve of FBG sensor and thermal resistors with the 600 N thrust.
Figure 8 shows that the measurement results of FBG sensors and thermal resistor are close at locations 1 and 3, but the curve of FBG sensor is smoother than that of thermal resistor which shows that the reliability and anti-interference of FBGS are higher. The temperature of the FBG2 is higher than that of the FBG1 for nearly 5°C. Compared with the results in Figure 6, the temperatures on the spindle are nonuniform. It is mainly because the thrust on the work piece changes the friction of front bearing of the spindle. The friction force near the FBG2is more powerful than that on other regions; therefore, a nonuniform temperature field on the spindle is formed. The temperature on location 2 is higher than that on location 1 but lower than that on location 3. The temperature on location 4 is lower than that on location 2 because of the cooling of the lubricating oil in the spindle head. These two experiments above show that the temperature field of the spindle is uniform before loading and it becomes nonuniform after loading. At the same time the radial error of the lathe machine spindle which is measured by a dial indicator raised 10 um after loading. This changed value is mainly caused by the nonuniform temperature field.
4. Conclusion
The temperature field measurement of machine tools is introduced and a packaged structure of FBG is designed in this paper. The performance of the cassette packaged FBG is studied, and the spindle temperature field is measured based on the cassette packaged FBG. Furthermore, a cutting force simulation device is designed to study the nonuniform temperature field of the spindle. The main research work and conclusions are summarized as follows.
A cassette packaged FBG temperature sensor is designed to measure the temperature field of the spindle for its good linearity, high temperature sensitivity, and strain insensitive. Experimental results show that the cassette packaged FBG sensor has a 16.6 pm/°C temperature sensitivity which is approximately twice the bare FBG.
The cutting force on the lathe machine is loaded by a cutting force simulation device. The loading experiment shows that the spindle temperature field is uniform before loading but nonuniform after loading. The loading experiment also shows that the nonuniform temperature field of the spindle can reduce the processing accuracy of the lathe.
Due to the high reliability and anti-interference, FBG sensor shows the important prospects in the thermal error compensation field.
Footnotes
Acknowledgment
This work is financially supported by the National Science and Technology Mayor Project (no. 2012ZX04001-012-05).