
Abstract
Mobile mining equipment often operates in harsh environments characterised by remote locations and highly variable rock and operating conditions. This research explores the hypothesis that the failure behaviour of mining equipment is influenced by the physical properties of the ore and waste. We describe a method of examining this relationship via data mining on maintenance records and apply it to the hydraulic cylinders of two classes of earthmoving mobile equipment. Failure data for the analysis are drawn from maintenance work orders from 14 sites mining for haematite iron, nickel sulphide, and coking and thermal coal. The results show that the distributions of the estimated life parameters for hydraulic cylinders on earthmoving equipment are distinctly different for haematite iron, coal, and nickel sulphide sites. Analysis of the relationship between selected physical properties identified the influence of rock impact hardness number, abrasion index, and absolute hardness of the ore as significant factors for these hydraulic cylinders. Their effects are significant when parameters are considered in combination, for example, rock impact hardness number and abrasion index, and vary according to the cylinder type and asset class. The engineering implications of these results are considered with respect to known failure modes of the cylinders.
1. Introduction
Reliability is of key importance in the mining industry, and there have been considerable efforts put in over the last 10 years to improve the reliability of assets. Inherent reliability is a function of design, but the achieved reliability is influenced by a variety of operating circumstances. These include organisational processes such as how the asset should be maintained, culture in how it is operated, site factors such as asset age profile and functional expectations, and environmental conditions primarily associated with ore type and location. The aim of this work is to test the hypothesis that the failure behaviour of components is influenced by the operating context, specifically the characteristics of the ore body, and to identify factors that might be driving that behaviour. This is of concern to the mining industry as many deposits of note are situated in locations with extreme environmental conditions such as dust and temperature.
2. Background
Reliability databases are used in the oil and gas, nuclear, chemical, and electronics industries for reliability assessments at the asset design stage, for benchmarking, and for reliability improvement programs. No such database exists in the mining industry; however, since 2010, CRC Mining has sponsored a research project to develop a framework for the sharing of failure data across organisations. In many cases in the mining industry, operators have only one or two high production assets such as excavators, shovels, crushers, or mills. With these small populations and limited failure data, it is a challenge to identify failure modes and predict failure behaviour. This impacts the engineer's ability to develop an effective maintenance program and accurately predict lifecycle costs and availability.
A shared database provides access to a larger number of failure events, and engineers can examine a wider range of failure modes than those that they may have experienced at their site. Beyond the availability of compiled data and the availability of standard reliability statistics, the question arises as to how to use the data in site-specific reliability assessments. If data are sought for a single-asset class such as a make and model of haul truck in haematite iron ore, then is it appropriate to compile data from identical haul trucks moving gold, iron ore, nickel, coal, and other commodities? Or should there be a process to tailor the analysis depending on the particular commodity and other site-specific characteristics? If so, do we need to establish what effect(s) site-specific characteristics may have on the failure behaviour and determine how to enable the use of “compiled” failure data on specific sites? Can we then leverage the knowledge from a larger number of failures yet still be able to tailor the data using site-specific factors?
The proportional hazards model (PHM) is originally developed by Cox [1] to determine significant factors and their magnitude of impact on the measure of interest. In the field of reliability engineering, particularly for mining equipment, PHM modelling work has been performed to determine the effects of condition monitoring covariates on remaining useful life. Examples include studies where data have been used to identify significant condition monitoring covariates affecting the times to failure of transmissions [2] and wheel motors [3] on mine trucks, rail wagon bearings [4], circulating pumps in a petrochemical plant [5], and diesel engines [6]. The PHM has been also used to evaluate the effect of noncondition monitoring covariates on times to failure. Examples of these include evaluating the effect on times to failure of the following: cable material choice for power cables in underground loader hauler dumpers [7], a combination of internal (condition monitoring) and external (organisational and maintenance) covariates affecting hydraulic jack units in underground loader hauler dumpers [8], effect of design characteristics and the impact of strike action on aluminium reduction cells [9], and operating characteristics of hydrocarbon pipelines. Work using related methods (proportional covariate model) in conjunction with accelerated life tests has been used to estimate hazard rates in mechanical systems [10]. The use of the PHM will be adopted in this study.
Work with other modelling techniques has also been performed such as using linear or quadratic regression to determine the relationship between engine health and engine performance for gas turbines [11], the effect of design and operating conditions on times to failure for pumps in an oil refinery using MANOVA and multivariate statistics [12], and the effect of pit and operating characteristics on the incidence of tyre failure using the F-test [13].
From an engineering perspective, it is a plausible hypothesis that an asset operating in a highly silicified gold mine will demonstrate different failure behaviour than that of the same asset in a bituminous coal operation. However, there has been very little published academic work to look at this. In part, this can be explained by the challenges in obtaining data across a sufficiently large population of sites mining for different ore types. This study uses the data collected in the CRC Mining study to explore the influence of external covariates by analysing individual subsystems across similar assets operating in multiple and diverse environments.
The challenge of dealing with data from different sites is compounded by the generally poor quality of reporting on failures generally found in computerised maintenance management systems and the considerable time required to clean the data [14, 15]. While it remains a possibility that the large original equipment manufacturers, especially those engaged in maintenance and repair contracts, have the data to perform this analysis, any work that has been done is not in the public domain. Given the absence of published work, a particular focus of this paper is setting out an appropriate methodology for preparation and analysis of the data.
3. Methodology
This section sets out the approach adopted to test the hypothesis that the failure behaviour of assets is influenced by the operating context, specifically the characteristics of the ore. The process involves the following key steps.
Select asset class, subsystem, and components.
Define “failure” and cleanse data.
Identify and characterise covariates of potential interest.
Examine characteristics of the dataset.
Explore effects of covariates on failure behaviour.
Select PHM models using model selection criteria.
3.1. Select Asset Class, Subsystem, and Components
With industry assistance, we compiled a confidential failure database. It includes data from 14 mine sites, 4 commodities, and 6 organisational entities. The largest set of data is for heavy mobile equipment, including front-end loaders (FELs), dozers, shovels, graders, scrapers, drills, and dump trucks. Some models of equipment are used across all of the different commodity groups and at many of the sites. Mobile equipment has a number of components with similar functions. An example is the hydraulic cylinders used on FELs and dozers in surface mining operations. The two classes of hydraulic cylinders of interest are the following: (1) lift cylinders used in lifting or lowering a boom to which the implement is attached and (2) tilt cylinders responsible for changing the angle of the implement.
3.2. Define Failure and Cleanse Data
For lift and tilt cylinders, events classified as failures include (1) major leaks preventing the equipment from further operation and (2) loss of function to causes other than leaks. In responding to these failure events, two assumptions are made, the first assumption is that repair restore the component to as good as new and that when a replacement cylinder is installed, a new (not refurbished) cylinder. In order to test whether the failures are independent and identically distributed, an examination of the cumulative failures versus time plots is performed. This is described in a subsequent section. Events involving these cylinders that are NOT classified as failures include (1) preventative replacement of cylinders (a suspension is recorded), (2) accidental damage (a suspension is recorded), (3) minor leaks under observation but not preventing further operation, and (4) repairs or adjustments to cylinder attachments such as mountings, pins, valves, hoses, and rods. In total, there were a total of 1342 records of interest, including 551 suspensions and 791 failure events.
3.3. Identify and Characterise the Covariates of Potential Interest
The external covariates examined in this paper include values that can be measured via analysis of data provided, or examining the conditions present at each mine site. The covariates can be broadly classified into two categories: characteristics of the mine and characteristics of the operation and maintenance of each piece of equipment. Covariates examined in this study originating from the characteristics of the mine include ore properties such as rock impact hardness number (RIHN), absolute hardness, density, abrasive index, and unconfined compressive strength, quartile indicators for concentrations of sodium, potassium and silicon compounds, and 3 ore-type indicators corresponding to each ore type. Covariates examined originating from the characteristics of the operation and maintenance include the equipment size, noncompliance to mechanical lubrication schedules, inspection intervals, and duty level of the equipment. It is important to note that this list of covariates is not a complete list of all possible covariates; however, the study was restricted to covariates whose values were directly observable via provided data or published reference material.
In instances where the exact value for that mine site was not known, a value in the middle of the range for that ore type was assumed for each group. Data were compiled (in order of preference) from the mine site's geotechnical database (where available), estimated parameters from equipment manufacturers, or commonly accepted ranges from published reference material [16].
3.4. Examine Characteristics of the Dataset
3.4.1. Examination of Weibull Parameters of Stratified Population
Table 1 shows the shape parameter (β) of the Weibull distribution for each population of FEL and dozer cylinders. It can be seen that the β values for lift cylinders for both types of equipment are similar for Fe and coal but distinctly different for Ni. For the tilt cylinders, the β values are similar for coal and nickel but slightly lower for Fe.
Weibull parameters and statistics of dataset.

Other items of note in Table 1 are the low population of failures and high ratio of suspensions to failures (2: 1) for cylinders on both FELs and dozers in nickel sulphide operations. Cylinders for FELs in haematite operations also exhibit high suspension to failure ratios with 1.36 suspensions per failure. This results in wide confidence intervals when estimating parameters; however, this is somewhat mitigated by the fact that both the combined populations as well as most populations stratified by commodity all have statistically significant numbers of failures greater than 30. An exception to this is cylinders for FELs mining for nickel sulphide for which there are sparse failure data (8 lift cylinder failures and 6 tilt cylinder failures) which are outnumbered by suspensions (14 lift cylinder suspensions and 12 tilt cylinder suspensions).
3.4.2. Verification of Independent and Identically Distributed Data
Verification that datasets are independent and identically distributed (IID) is performed by plotting plots of times between consecutive failures and cumulative failure times against failure number [17]. Identical distributions can be verified by ensuring a single linear trend in the cumulative failure times.
Figures 1 (a), 1 (b), 1 (c), and 1 (d) show the cumulative failure times between consecutive failures. There are no significant changes in slope that would indicate an increasing or decreasing hazard rate. This absence of any significant change in slope of these curves does not guarantee that repairs are as good as new, but it is indicative of an absence of factors that indicate increasing or decreasing life of subsequent failures or lack of independence of the dataset.

(a) FEL lift cylinder cumulative TTF. (b) FEL tilt cylinder cumulative TTF. (c) Dozer lift cylinder cumulative TTF. (d) Dozer tilt cylinder cumulative TTF.
3.5. Explore Effects of Covariates on Failure Behaviour
The relationships between ore characteristics and failure behaviour are explored statistically using proportional hazards modelling (PHM). For each cylinder type on each mobile equipment type, it is possible to construct a total of 15 one-covariate models (models with a single explanatory covariate) and 105 two-covariate models (models with two explanatory covariates). Due to the existence of only 3 ore types in this study, it is only possible to construct models with, at maximum, 2 covariates (corresponding to the 2 degrees of freedom available). This process was applied to both types of cylinders on each of the two types of mobile equipment leading to a total of 60 one-covariate models and 420 two-covariate models. The 480 models developed cover all possible combinations of the given covariates. All models were then tested for statistical accuracy and significance by the use of criteria in a model selection process.
The outputs from the proportional hazards model include the coefficients for each covariate, the standard error associated with each coefficient, and the baseline hazard rate. The coefficient of each covariate is proportional to the impact that covariate has on the hazard rate. Thus, positive coefficients indicate that the covariate increases the hazard rate while negative coefficients that indicate the covariate decreases the hazard rate. The baseline hazard rate can be modified by the calculated coefficients, and observed values of each covariate to obtain the modified hazard function and survival curves. A parametric fit is performed to determine the Weibull parameters for the theoretical distribution that best fits each modified survival curve. These are the predicted parameters that each PHM would predict for each commodity. The actual parameters are obtained by performing a standard Weibull analysis directly to the dataset of each commodity.
3.6. Select PHM Models Using Model Selection Criteria
In order to assess the suitability of each PHM model, we consider the following factors. The accuracy for the model is assessed by the average percentage deviation between the predicted and the actual MTTFs for all commodities. In this case, the lowest percentage deviation corresponds to the highest accuracy. Other measures of accuracy were considered, such as analysis of goodness of fit against the full Weibull curve for each commodity; however, the use of a point estimate (MTTF) comparison was selected due to its widespread use in industry. The significance of a covariate is assessed by comparing the magnitude of the coefficient with the magnitude of the standard error associated with that coefficient. Under this method, a higher ratio of coefficient to standard error indicates higher significance for that coefficient. The aim is to identify only models whose covariates most impact the hazard rate of the asset. Selection criteria for the models are as follows:
high accuracy (less than 10% deviation between actual and predicted MTTF),
each coefficient having a ratio at least 1.28 times the standard error (80% confidence),
hypothesis test for proportionality failing to reject the proportional hazards assumption (PHA). (A P value of 0.1 is used for this hypothesis test [18]. The null hypothesis states that the data are proportional, while the alternative hypothesis states that the data are not proportional.)
Due to the low complexity of the models (<2 covariates), it was not deemed necessary to consider the Akaike information criterion. Models that meet the model selection criteria are collated for similar subsystems across similar equipment types. Significant covariates or combinations of significant covariates are identified for further discussion and investigation.
4. Results
4.1. Relationships between Ore Characteristics and Failure Behaviour
A visual representation of the cylinders life in operations mining for different commodities was obtained by the Bayesian inference [19]. These representations show that the distributions of the Weibull scale parameter (η) of different commodities are different. The FEL lift cylinders for nickel sulphide operations in Figure 2 (a) are significantly different from those in coal and haematite operations. The FEL tilt cylinders for all commodities in Figure 2 (b) are different from each other, and dozer tilt cylinders for haematite operations in Figure 3 (b) are different from those in coal operations. It is important to note that these distributions are not frequency distributions of the times to failure.

Distribution of η for FEL lift cylinders and FEL tilt cylinders.

Distribution of η for dozer lift cylinders and dozer tilt cylinders.
The PHM was applied to the cleansed data, and the selection process was used to identify appropriate models for lift and tilt cylinders on FELs and dozers. Table 2 shows a list of models that met the model selection criteria for accuracy and significance. A P value for the PHA hypothesis test is also included for each covariate. The P values were obtained using the cox.zph function in the survival package in R [20].
Models meeting the model selection criteria for tilt and lift cylinders on dozers and FELs.
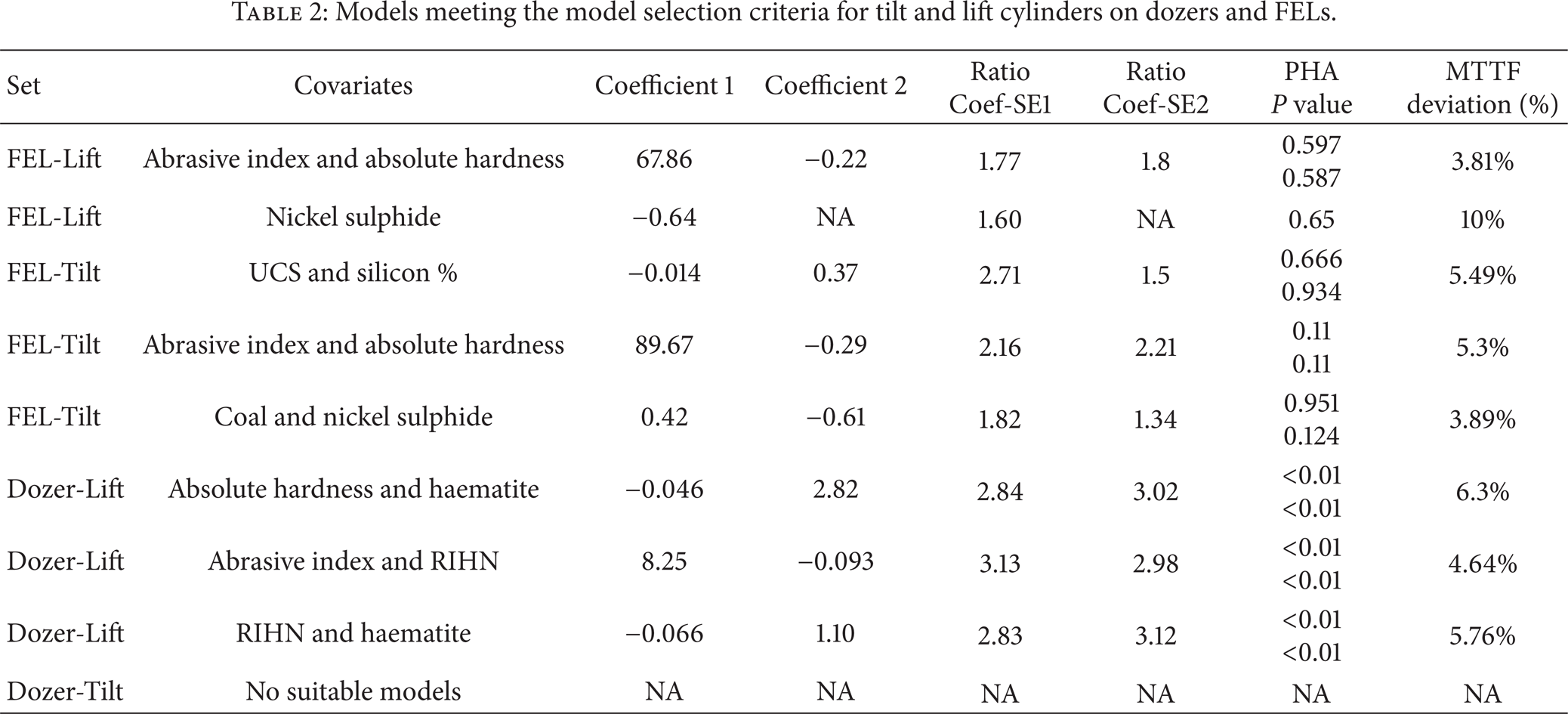
Table 2 is organised as follows. Columns 3 and 4 show the coefficient values for the covariates listed in Column 2. Columns 5 and 6 show the ratios of coefficient magnitude to standard error with higher ratios indicating stronger significance. The P value for PHA hypothesis testing is shown in Column 7 with values greater than 0.1, indicating a failure to reject the PHA. The deviation between the actual and predicted value for the MTTF is shown in Column 8. The MTTF calculation takes into account both β and η values [21] as follows:

Table 2 shows that only 8 models from the 480 tested have significant relationships. These relationships apply to tilt and lift cylinders of FELs and lift cylinders of dozers. Most of the covariates are related to ore properties rather than ore types with absolute hardness and/or abrasion index appearing in four of the 8 models.
The three models for dozer lift cylinders (Table 2: Rows 7 to 9) violate the proportionality assumption with their P values for the PHA hypothesis test (Table 2: Column 7) less than 0.1.
Of the models for FEL tilt cylinders, the models for abrasive index and absolute hardness (Table 2—Row 5) and ore indicators for coal and nickel sulphide (Table 2: Row 6) have P values for the PHA hypothesis tests close to the threshold of 0.1 (0.11, 0.11, and 0.124, resp.). The covariate models created for dozer tilt cylinders did not yield any relationships of significance as no covariate selection combination was able to meet the accuracy criteria.
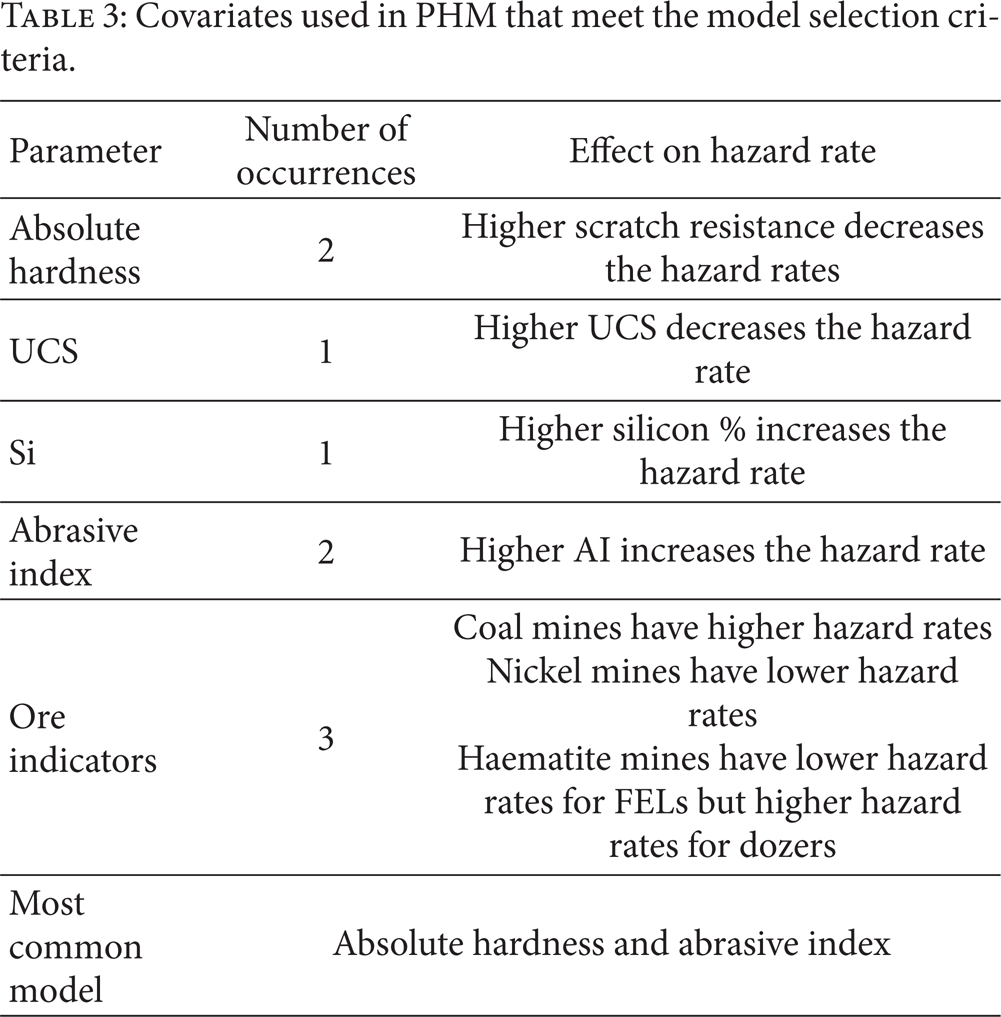
Table 3 summarises the list of parameters, and their occurrences in models are identified as significant. The “number of occurrences” is the number of times that covariate was present in models that met the model selection criteria. The “effect on hazard rate” uses the sign of the calculated coefficient to determine whether the covariate positively or adversely impacts the hazard rate.
Covariates used in PHM that meet the model selection criteria.
In order to determine the magnitude of impact of each covariate relative to every other covariate, we normalise the measured covariate values in order to obtain a unit standard deviation. Table 4 shows the normalised coefficients for all models meeting the model selection criteria. It can be seen that the normalised covariates with the largest impact per standard deviation change in covariate values are the abrasive indexand absolute hardness with ranges of 5.86 to 7.66 and −6.05 to −7.9, respectively, This compares with covariates with less impact such as Si, with a normalised coefficient of 0.32.
Normalised coefficients for models meeting model selection criteria.

5. Discussion
5.1. Analysis of Distributions and Weibull Parameters Based on Commodity Type
Examination of the distributions shown in Figure 2 (a) to Figure 3 (b) shows the following.
FEL Lift Cylinders. Cylinders in nickel sulphide operations have higher η and MTTF than those in haematite and coal operations. Coal and haematite operations have cylinders with comparable lifetime distributions.
The high number of suspensions and low number of failures for FEL lift cylinders in nickel sulphide operations resulted in higher uncertainty in parameter estimation as evidenced by the wide dispersion of the distribution. Although haematite operations also have high numbers of suspensions, the 33 failures points were sufficient to give a distribution dispersion similar to that of the coal operations. This was also evident in FEL tilt cylinders.
FEL Tilt Cylinders. Cylinders in nickel sulphide operations have higher η and MTTF than those in coal operations. Cylinders in haematite operations have the lowest η and MTTF out of all the three commodities.
Dozer Lift Cylinders. Cylinders in haematite operations have lower η and MTTF than those in coal operations. The η and MTTF of nickel sulphide operations have a large variance and are not conclusively different from those in haematite or coal operations.
Dozer Tilt Cylinders. Cylinders in haematite operations have higher η and MTTF than those in coal operations. The η and MTTF of nickel sulphide operations have a large variance and are not conclusively different from those in haematite or coal operations.
The variance of the distributions for nickel sulphide and haematite iron operations is larger than that for coal operations. This is due to the availability of a larger dataset for coal operations, leading to higher certainty (probability) of parameter estimates as well as the high number of suspensions for nickel sulphide operations.
Tables 3 and 4 show that absolute hardness and abrasive index were parameters that had the highest rate of occurrence in all of the significant models. They were also the parameters with the highest impact per standard deviation change of observed covariate values.
5.2. Exploring the Relationship to Specific Physical Properties
The covariate models developed in this study identify, from a selected population of physical properties, those properties that impact the reliability of lift and tilt hydraulic cylinders on earthmoving mobile equipment. These properties are the abrasive index and absolute hardness of the mineral. To explore the relationship between what is observed in the data and what might be occurring in the physical environment, a review of common failure causes of hydraulic cylinders was conducted. The most common causes of cylinder failure (excluding rod breakage or alignment issues) are contamination, bearing and seal damage, chemical or heat degradation, and structural damage.
The coefficient calculated in this study for absolute hardness shows a decrease in hazard rate with absolute hardness. We postulate that the effect of a higher absolute hardness, which is the ability of a rock to resist scratching, decreases the ability of the material to create dust-sized particles. This results in a less dusty environment, which increases the reliability of a hydraulic cylinder due to less dust contamination of the hydraulic fluid or bearings. An increase in abrasiveness of the material appears to influence the reliability of the lift and tilt cylinders in some assets. In a high-dust environment, the ability of the particles to cause abrasive wear once in contact with the cylinder surfaces, bearings, or seals will accelerate deterioration.
The coefficient values and specific observed values for any commodity can be used to determine the magnitude of impact on the hazard rate for that commodity. In the case of the abrasive index and absolute hardness model, the coefficient values are 67.86 and −0.22, respectively (Table 2: Row 2, Columns 3 and 4). A FEL in a nickel sulphide mining operation with an abrasive index of 0.04 and absolute hardness of 15 would experience a modifying factor to the baseline hazard rate of 0.55 (45% lower than the baseline hazard rate). The baseline hazard rate represents the hazard rate of a fictional ore with an abrasive index of 0 and absolute hardness of 0. Similarly, a FEL in a coal mining operation with a low abrasion index of 0.01 and low absolute hardness of 2 would experience a modifying factor to the baseline hazard rate of 1.27 (27% higher than the baseline hazard rate). This implies that the lift cylinder of a FEL in a nickel mining operation experiences a hazard rate that is 43% of the hazard rate experienced by an equivalent FEL in a coal mining operation.
It is possible to apply the modifying factor for any specific commodity to obtain the commodity-specific hazard rate, survival curves, and associated Weibull parameters (β and η). The practical use of these coefficients is to extract operation-specific parameters from pooled data. These operation-specific parameters such as the MTTF, β, or η can be used to benchmark existing operations or provide insight when developing a mine site with differing operating conditions.
5.3. Organisational and Maintenance Properties
The analysis examined covariates representing the maintenance and operating conditions of the organisation including equipment size, equipment duty level, inspection intervals, and compliance to mechanical lubrication schedules. As a proxy, the scheduled compliance to a 250-hour engine service task was used. This maintenance work does not cover the cylinders specifically, but it is an indication of organisational commitment to scheduled maintenance. There are no direct data on scheduled maintenance compliance for the lift and tilt cylinders. Of these covariates only, the equipment duty level and compliance to mechanical lubrication schedules were found to be significant; however, they were not as significant as the ore properties. Equipment that was used for lower numbers of hours a day experienced higher hazard rates suggesting that deterioration due to time or exposure still occurs even when the equipment is not in use. Organisations with higher compliance to scheduled maintenance also experienced lower hazard rates. Further work in respect to developing and using organisational indicators as covariates is underway.
5.4. Sources of Uncertainty
There are a number of sources of uncertainty in this study due to the nature of failure data and also the simplifications inherent in compressing complex physical property distributions into a set of numbers. The original datasets contain data for all failure events, and there is considerable variability in the content of the fields and how data are represented. Extraction of failure and preventative replacement events was performed using an in-house data cleansing tool with the outputs cross-referenced against external data sources such as maintenance plans and external maintenance contracts. Incorporating data from these external data sources was done as follows.
Maintenance and repair contracts (MARCs) are specified time intervals wherein major maintenance and replacement activity is performed by an external contractor (most often the equipment vendor). Maintenance work performed under these contracts is recorded in the record system of the contractor rather than that of the mining company; it is therefore not included in the dataset. Data points immediately following a maintenance contract are removed as they also include times to failure/replacement of all maintenance work performed under the MARCs. Times between preventative replacements are compared against replacement intervals specified in the mining company's maintenance plan. Events marked as preventative replacements occurring significantly sooner than the planned replacement interval are treated as failures unless there is other evidence indicating that they were preventatively performed.
The dataset used includes 5 cases in which the number of failures is less than the number of suspensions. This can result in wider confidence intervals for both η and β values. Alternative methods of parameter estimation such as the Bayesian inference, as shown in Figure 2 (a), or hypothesis testing can be used [22]. In addition, in two cases for nickel, there are low data populations resulting in poor fit. More data are being sought for nickel in order to improve confidence in estimated parameters.
5.5. Further Research
A work is currently underway to extend the range of components and asset classes under analysis. This will include mechanical, electrical/electronic, hydraulic, and structural subsystem components and asset classes from both fixed-plant and mobile equipments.
It was found that the assumption of proportionality was rejected for both types of cylinders for the dozer equipment class as shown in Table 2. Further work will be undertaken to more adequately model these assets by stratifying the asset class further or choosing an alternative modelling approach.
Approximations of dust levels at each mine site were inferred based on the ability of the material to resist fragmentation. This may not hold true due to other factors and dust-creation mechanisms such as the use of dust suppression, blasting techniques, presence of clay or other fine-grained materials, and nonimpact-related dust-creating mechanisms. Further work will be performed in assessing dust concentrations experienced at the rock interface on a mine site-specific basis. Additional environmental parameters such as average temperatures and chemical compositions of rocks will be added to determine whether other extreme environmental conditions have a significant influence on equipment failure.
It has been noted that the use of purely physical properties as covariates may not be sufficient to explain the failure behaviour of equipment. Additional covariates associated with organisational processes, site factors, and environmental conditions can be added as they become available. Organisational processes to be added include the culture in which the asset is operated (including functional role and level of loading) and site factors such as asset age profile and pit characteristics (e.g., single/double benching, blasting characteristics) that are controllable by the organisation. Maintenance factors to be added in future work include the effect of maintenance, inspection, or condition monitoring activities specific to the component. The framework supports the extension of the number of covariates to n-parameter models.
6. Conclusion
This study demonstrates that the distributions of the estimated life parameter for tilt and lift cylinders on dozers and FELs are distinctly different in location and shape for haematite iron, coal, and nickel sulphide operations. Further work is underway to extend the investigation to other components and assets.
The analysis uses proportional hazards modelling to extract context-specific information from compiled data. The choice of model and the covariates used in the model also give an insight into the factors that influence the reliability of the asset and their relative magnitudes. Analysis of the relationship between selected physical properties identified the influence of the abrasive index and absolute hardness of the ore as significant factors influencing the lifetime of tilt and lift cylinders.
It was also found that the assumption of proportionality of hazard rates was found not to hold for a specific asset class subsequent to performing the appropriate hypothesis test. This resulted in the rejecting of all models for cylinders on the dozer equipment class.
This work is significant because of the questions it raises about factors such as ore properties that may influence asset component failure. With this understanding comes the opportunity to reduce failure rates and tailor equipment selection, operation, and maintenance activities to specific sites. This will be explored in future papers.