
Abstract
Cutting forces are one of the inherent phenomena and a very significant indicator of the metal cutting process. The work presented in this paper is an investigation of the prediction of these parameters in turning using soft computing techniques. During the experimental research focus is placed on the application of various methods of cooling and lubricating of the cutting zone. On this occasion were used the conventional method of cooling and lubricating, high pressure jet assisted machining, and minimal quantity lubrication technique. The data obtained by experiment are used to create two different models, namely, artificial neural network and adaptive networks based fuzzy inference systems for prediction of cutting forces. Furthermore, both models are compared with the experimental data and results are indicated.
1. Introduction
In a highly automated manufacturing environment of the 21st century, the main task of production is to provide a powerful strategies for controlling and monitoring manufacturing processes. In metal cutting predictive models have special significance, because they allow a quantitative prediction of the influence of one or more input parameters on the value of one or more output parameters and thus better understanding and optimization of the machining processes. Modeling and prediction of cutting forces in turning process is very important, because cutting forces are directly related to quality of machined surface, tool wear, self-excited vibrations, and so forth. Also knowledge of the cutting forces is essential for estimation of power requirements of the machine tools.
However, the large number of interrelated parameters such as cutting speed, feed, depth of cut, cutting edge angles, and nose radius, that influence the cutting forces makes it extremely difficult to develop a proper model. The most frequently used models for prediction of machining performance are mathematical modeling based on the physics of the process, the multiple regression technique and artificial intelligence (AI) technique. Over the last few decades, different modeling methods based on artificial neural networks and fuzzy sets have become the preferred trend and are applied by most researchers for prediction of different parameters of machining process such as cutting forces, tool wear, and surface roughness of the machined workpiece.
The cutting forces are one of the inherent phenomena of the cutting process. Knowledge of cutting forces is very important because it leads to an efficient machining process through the proper selection of operating parameters, machine tools, fixtures, and tools. Furthermore, cutting force monitoring is frequently used to detect tool wear and breakage. The challenge in accurately modeling the cutting forces lies in the fact that the cutting process is very complex due to the many highly interlinked variables influencing these forces. There are numerous applications of artificial intelligence based modeling of cutting forces reported in the literature.
Luong and Spedding [1] used ANN for the selection of machining parameters and for the prediction of machining performance in terms of cutting forces, surface finish, and tool life using the data from handbooks. Szecsi [2] presented a neural network based approach to modeling cutting forces. Three-layer feed-forward neural networks were used, trained by the error back-propagation algorithm. The neural networks were trained with the following parameters: tensile strength of the machined material, hardness of the machined material, cutting tool, nose radius, clearance angle, rake angle, major cutting edge angle, minor cutting edge angle, major cutting edge inclination angle, cutting speed, cutting feed, type of machined material, average flank wear, thrust force, radial force, and main cutting force. Lin et al. [3] predicted cutting force and surface roughness using abductive neural network during turning of high carbon steel with carbide inserts. The network is trained with depth of cut feed and cutting speed as input parameters. Predicted results are found to be more accurate compared to regression analysis. Lin et al. [4] used radial basis function neural network and multiple regression analysis to predict machining forces and tool wear relationship. Alajmi and Alfares [5] presented a model used for prediction of cutting forces which were modeled using back propagation neural network with an enhancement by differential evolution algorithm. The results showed an improvement in the reliability of predicting the cutting forces over the previous work. Sharma et al. [6] developed model for estimation of cutting forces and surface roughness for hard turning using neural networks. The effect of cutting parameters such as approaching angle, speed, feed, and depth of cut on machining variables is evaluated. Sharma et al. [7, 8] present model for tool wear estimation in turning operations using an adaptive neurofuzzy inference system. Acoustic emission, vibrations, and cutting forces along with time have been used to formulate a model. The model performed quite satisfactorily and gave good results with the actual and predicted tool wear values.
Despite the fact that there are numerous applications of artificial intelligence in modeling of the metal cutting parameters reported in the literature, a review of the literature shows that not much work is reported on modeling these parameters in different cooling and lubricating conditions. The most efficient way to increase productivity, among other things, is the use of special methods of cooling and lubricating [9–14]. So in this paper the artificial intelligence methodology is applied to analyze the effect of three methods of cooling and lubricating: conventional (flooded), high pressure jet assisted machining (HPJAM), and minimal quantity lubrication technique (MQL) on machining parameters and formulate, model for prediction of cutting forces.
2. Experimental Design and Setup
A large number of experiments over a wide range of cutting conditions have been performed.
The workpiece material used in the experiment was carbon steel Ck45E. The cylindrical bar specimen that is utilized in these experiments has a diameter of 120 mm and length of 300 mm and is placed with its longitudinal axis aligned with the direction of feed. Machining experiments have been carried out on the universal lathe VDF Boehringer Prvomajska which is equipped with a standard system dosing of cooling and lubrication fluid in the cutting zone. Facilities for special machining procedures are separately added on the lathe. Cutting tool is SUMITOMO with insert SNMG 1204 08 NMX, rake angle γ = 10°, angle of inclination κ = 45°, and corner radius r = 0.8 mm. In order to provide a constant and laminar jet during high pressure jet assisted machining, insert does not have chip breaking geometry on the rake face.
During the experimental research focus is placed on the application of three methods of cooling and lubricating: conventional, high pressure jet assisted machining, and minimal quantity lubrication technique. In order to analyze the influence of pressure and quantity of cooling and lubrication fluid on cutting process, pressures and flow rates are selected so that the flows at conventional and HPJAM methods are equal, while pressures are equal at conventional and MQL methods (Table 1). This allows studying in detail the effects of these cooling/lubrication techniques on machining performance and defining issues for further optimization of the turning process.
Pressure and quantity of cooling and lubrication fluid.

In this research, for all three different cooling and lubricating conditions, three levels of depth of cut, four levels of feed rate, and three levels of cutting speeds were used as the variables for cutting forces modeling (Table 2). Cutting speed is implemented in accordance with the actual diameter of the workpiece and the available number of spindle speed. With the cutting parameters defined and according to their levels, in total 108 experiments were realized.
Design factors and their levels.

The schematic layout of the experimental setup is shown in Figure 1. The cutting forces are measured with a three-component dynamometer Kistler 9259A. The dynamometer was rigidly mounted on the lathe via a custom designed adapter for the tool holder so that cutting forces could be accurately measured. Force signals obtained from the dynamometer were amplified and then transferred to computer. The measurement chain further includes a charge amplifier (Kistler 5001), a spectrum analyzer (HP 3567A), and a PC for data acquisition and analysis.

Schematic layout of experimental setup.
3. Analysis and Discussions
This section presents the results of experimental research. The obtained results are analyzed and presented in the appropriate format for making conclusions on the cutting process in different cooling and lubricating conditions. Figure 2 shows the effect of the various cutting parameters, that is, speed, feed and depth of cut on cutting forces. The presented results are based on the cutting speed v = 400 m/min.
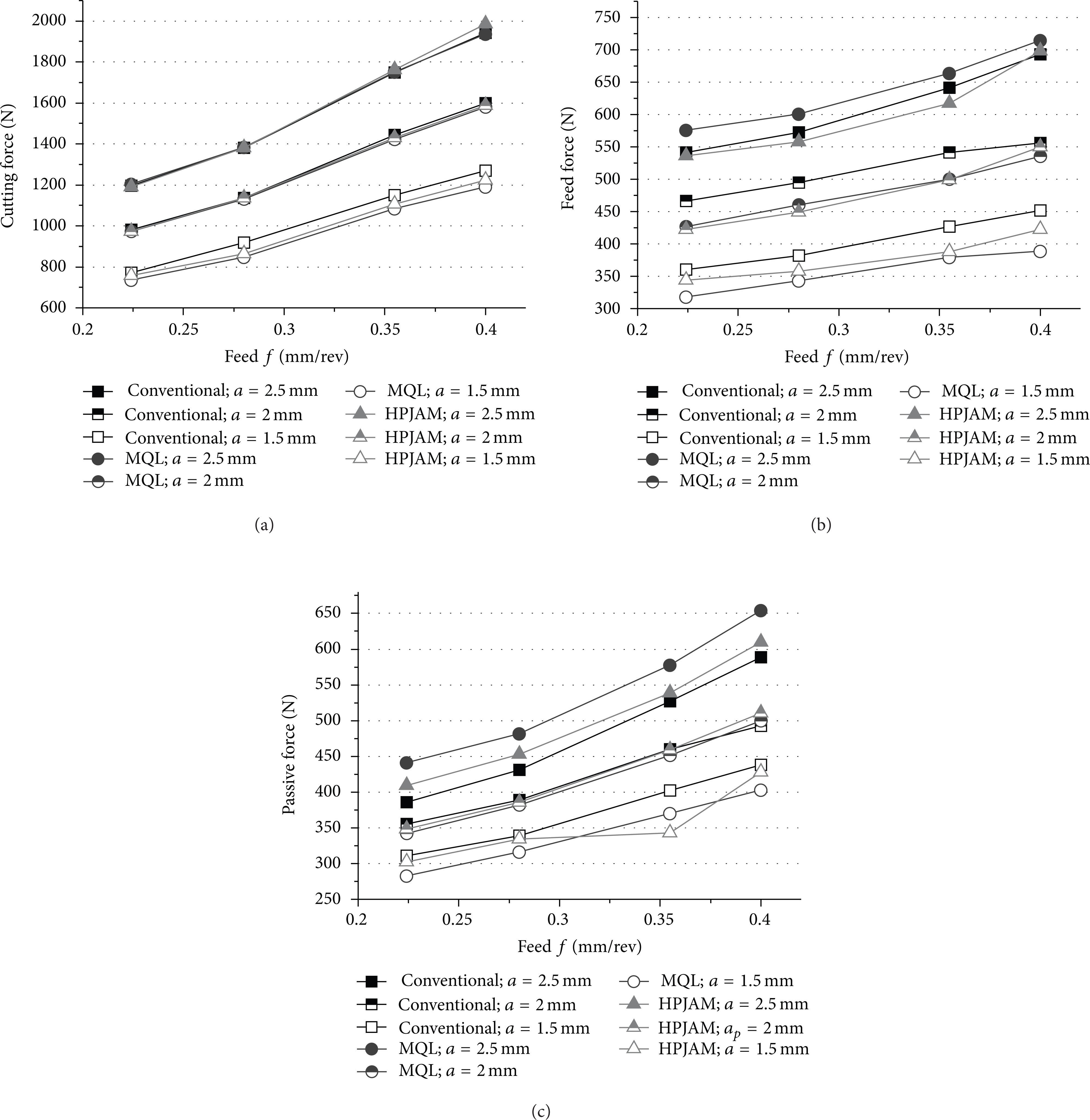
Effect of different cooling and lubricating conditions on cutting force F c (a), feed force F f (b), and passive force F p (c).
The measurement results presented in Figure 2 (a) indicate that method of cooling and lubricating has no significant influence on cutting force, except for depth of cut a = 1.5 mm. For this depth of cut, cutting forces have the largest values for conventional method of cooling and lubricating. This can be explained by the reason that at low depth of cut the access of the cutting fluid to the cutting area is easier, and therefore cooling and lubrication effect is much better through substantial reduction of the temperature in cutting zone. Thus, the friction coefficient between the tool and chip becomes lower in HPJAM and MQL methods as compared to conventional machining. So it can be concluded that cooling and lubricating conditions has a limited influence on the cutting force and its impact depends on the used cutting parameters.
From Figure 2 (b) it is obvious that different cooling and lubricating conditions in a certain percentage affect the value of feed force (F f ), in all combinations of cutting parameters. Lower feed forces were generated for MQL and HPJAM compared to conventional cooling and lubricating conditions, except for depth of cut a = 2.5 mm where feed forces have the largest values for MQL method of cooling and lubricating. A reason for the large value of the feed force under MQL conditions at higher depth of cuts might be an insufficient lubricating effect of the supplied oil mist connected with its cooling effect.
As it can be seen in Figure 2 (c), different cooling and lubricating conditions have certain impact on passive force (F p ), whereby the smallest influence is on depth of cut a = 2 mm. As with the analysis of the feed forces, similar value changes in the passive forces were observed. Due to reduced effect of cooling and lubrication, for depth of cut a = 2.5 mm passive forces have the largest values under MQL conditions.
Similar results were obtained for other cutting speeds, so it can be concluded that different cooling and lubricating conditions have significant impact on the values of feed force and passive force, while impact on cutting forces is much lower and mainly depends on the used cutting parameters. Generally, it can be concluded that lower forces are generated under HPJAM and MQL conditions compared to conventional conditions. This can be attributed to the fact of improved cooling and lubrication at the cutting interface. Namely, MQL provides the benefits mainly by reducing the cutting zone temperature because the cutting fluid is fragmented into tiny globules with their size inversely proportional to the pressure of injection and favorable change in the chip-tool and workpiece-tool interactions. On the other side, HPJAM results in better penetration at interface which shortens the length of contact on the rake face of the tool and thus greatly reduces cutting forces.
The data obtained by experiment are used to create two different models, namely, artificial neural network and adaptive networks based fuzzy inference systems for prediction of cutting forces.
4. ANN Based Modeling
Artificial intelligence is one of the areas of science which is the fastest growing in recent decades. Parallel with these development growth and expectations of the discipline, artificial intelligence systems are designed to address problems that cannot be solved by conventional computer systems. One of the most important type of artificial intelligence is artificial neural networks (ANN). The main advantages of ANN are its adaptivity, fault tolerance, noise resistance, and its ability to approximate an arbitrary nonlinear function with a predefined accuracy.
The MATLAB's Neural Network Toolbox was used as a tool for the design, implementation, and simulation of neural networks. The proposed ANN used for mathematical modeling of cutting forces is a three-layer feed forward back propagation neural network. An ANN is made of three types of layers: input, hidden, and output layers. Input layer accepts the input variables: method of cooling and lubricating, depth of cut, feed, and speed for modeling cutting forces (Figure 3). Hidden layer has some number of neurons, while the number of neurons in output layer is equal to the number of functions being approximated by the model. The first step in developing ANN is normalization of all the inputs and the desired outputs within the range of ±1. Then, the whole data are by the random method divided into three datasets: training dataset, validation data set, and test data set. The training, validation and test data sets consist of 54, 18, and 36 data, respectively.

Neural network architecture [15].
In order to estimate the prediction capability of the developed ANN models, or how well the network based on the given input values provides output parameters, in all three data sets errors were analyzed using the following parameters: normalized root mean square error (NRMSE), absolute fraction of variance (R2), and mean absolute percent error (MAPE). The smaller values of NRMSE and MAPE indicate better prediction (0 denotes perfect), while the higher value of R2 means better prediction (1 denotes perfect). Network optimization is performed over the number of neurons in the hidden layer, while the number of neurons in the input and output layers corresponds to the number of input and output variables, respectively, and cannot be changed. The most favorable number of neurons in the hidden layer was determined by monitoring of errors in the validation data set and the test data set. According to the evaluation results of various network structures, a network with 7 neurons in the hidden layer was determined as the optimal network. This neural network structure provides an optimal values for normalized root mean square error and absolute fraction of variance.
5. ANFIS Based Modeling
Utilizing the Sugeno fuzzy inference system (FIS), Jang [16] presented a neuro-fuzzy system that combines the explicit knowledge representation of fuzzy inference systems with the learning capabilities of artificial neural networks in a complementary hybrid system called the adaptive neurofuzzy inference system (ANFIS). ANFIS system is perhaps the most popular hybrid technique used in materials engineering because it has potential to capture the benefits of neural network and fuzzy logic into a single framework. Basically, five network layers are used by inference system to perform the following fuzzy inference steps: (i) input fuzzification, (ii) fuzzy set database construction, (iii) fuzzy rule base construction, (iv) decision making, and (v) output defuzzification (Figure 4).

General architecture of adaptive neurofuzzy inference system [16].
In this study, the model developed by ANFIS was tested using same testing data set as in ANN to predict an output response. The sizes of testing and training data sets are 1/3 and 2/3 of the total number of experimental data, respectively. In order to achieve the perfect training and the maximum prediction accuracy, four parameters in the ANFIS models were adjusted which were the type of input membership function (MFs) and the type of output MFs. The model were developed using different shapes of input MFs type which were triangular, trapezoidal, Gaussian, and bell shapes. The number of the MFs were three, four, three, and three for cooling and lubricating conditions, feed rate, depth of cut and cutting speeds, respectively. The constant and linear output MFs type were employed to produce the cutting forces value, while a hybrid of the least-squares method and the back propagation gradient descent method was used to emulate a given training data set. In order to estimate the prediction capability of the proposed ANFIS models the same variables as in ANN were selected, namely, normalized root mean square error, absolute fraction of variance, and mean absolute percent error. The best responding models of ANFIS system were those which have Gaussian curve built-in membership functions (gaussMF) for each inputs and a linear output function. First-order Sugeno fuzzy inference system is used in this work with the hybrid learning rules used in the training. The Number of fuzzy rules is related to the number of fuzzy sets for each input variable. Because the inputs, cooling and lubricating conditions, feed rate, depth of cut, and cutting speedsare classified into 3, 4, 3, and 3 fuzzy sets, respectively, the total number of fuzzy rules formed will be 108.
6. Results and Discussions
The predicted values of response by both models are compared with the experimental values for the validation set of experiments.
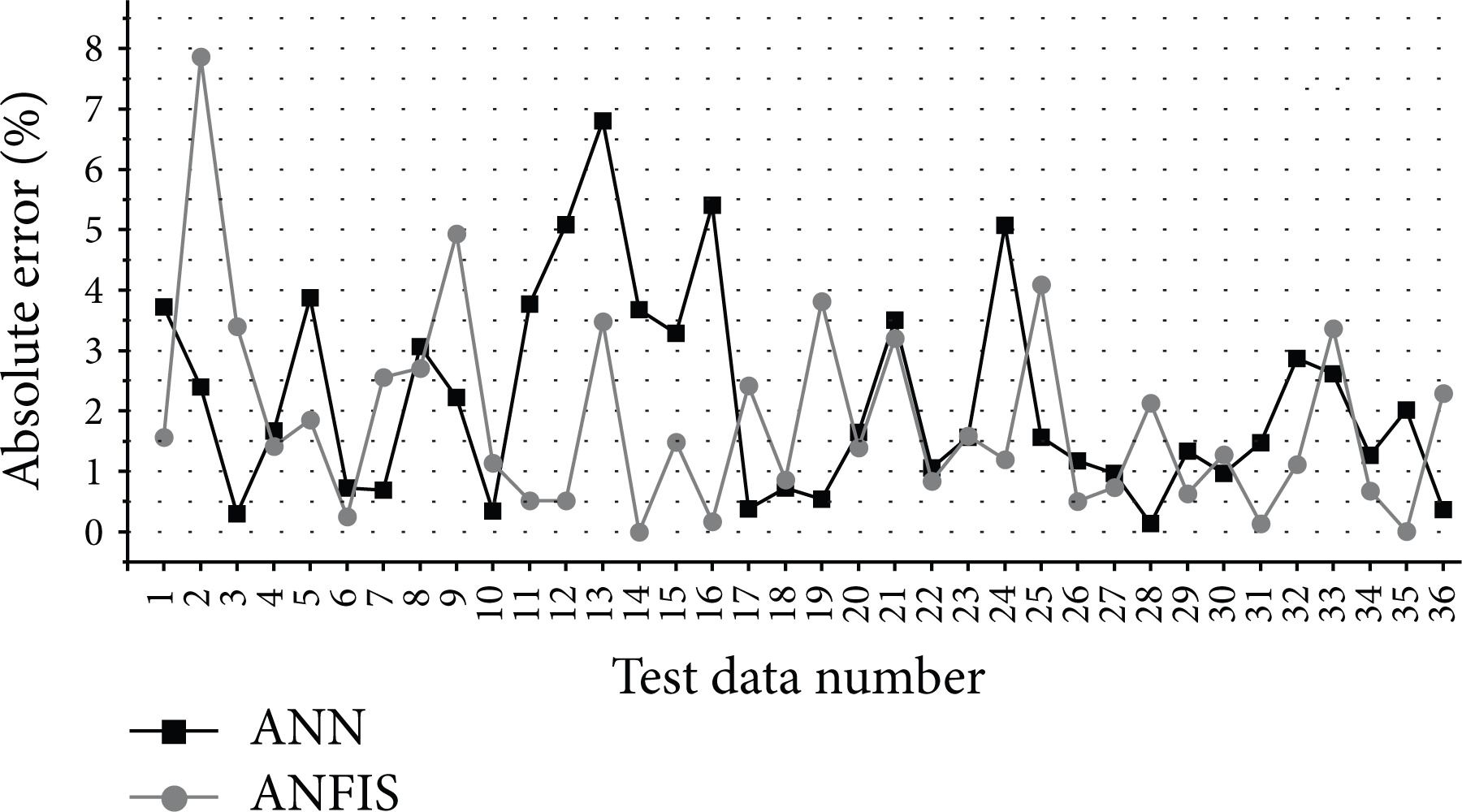
Figure 5 shows the comparison in prediction of cutting force (F c ) obtained using ANN for test data set in terms of % error. Also, the same figure shows the errors of predicted cutting force obtained using ANFIS for the same data set. In predicting cutting force the mean absolute percent error and normalized root mean square error for the ANN model are 1.59% and 0.0743, whereas for the ANFIS model are 1.40% and 0.0747. Maximum absolute percent errors (MaxAPE) are 4.67% and 9.50% for ANN and ANFIS models, respectively. In order to compare the prediction capability of the developed ANN and ANFIS models results from both models were also analyzed using analysis of variance (ANOVA). F value are 0.004 for ANN and 0.019 for ANFIS model. Since Fcrit = 3.98, the results are significant at the 5% significance level. Hence it is evident that there is good agreement between estimated and experimental values of cutting force for both models.

Error profile of estimated cutting forces (F c ) obtained using ANN and ANFIS models.
Referring to Figure 6 indicates the comparison of errors in prediction of feed force (F f ) obtained using ANN and ANFIS models. The mean absolute percent errors are 2.39% and 1.97%, normalized root mean square error are 0.1523 and 0.1228, and maximum absolute percent error are 5.23%, and 6.08% for ANN and ANFIS model, respectively. F values of ANOVA test were 0.005 for ANN and 0.003 for ANFIS model.

Error profile of estimated feed forces (F f ) obtained using ANN and ANFIS models.
Figure 7 shows the comparison of errors in prediction of passive force (F p ) obtained using ANN and ANFIS models. The mean absolute percent error and normalized root mean square error for the ANN model are 2.17% and 0.1313, whereas for the ANFIS model are 1.83% and 0.1184. Maximum absolute percent errors are 5.41% for ANN and 7.87% for ANFIS model. F values of ANOVA test were 0.001 and 0.002 for ANN an ANFIS models, respectively.
Error profile of estimated passive forces (F p ) obtained using ANN and ANFIS models.
Figures 8 and 9 show the relationship between ANFIS predicted cutting force and different input parameters. From Figure 8 (a) it is obvious that the increase of values of feed rate causes a rise of cutting forces for all methods of cooling and lubricating. The same observations are valid for consideration cutting force as function of cooling/lubricating conditions and depth of cut, noting that the minimum value of force occurs under high pressure jet assisted machining.

Response surface for cutting force as a function of cooling/lubricating conditions and feed rate (a) and cooling/lubricating conditions and depth of cut (b).

Response surface for cutting force as a function of feed rate and depth of cut (a) and cutting speed and depth of cut (b).
From Figure 9 (a), it is observed that both of the feed rate and depth of cut parameters are very significant to change the cutting force. The higher values of feed rate and depth of cut will produce the higher cutting forces. From the Figure 9 (b) it is clearly seen that smaller depth of cut and higher cutting speeds produce lower cutting forces.
7. Conclusion
In this study, two different methodologies, namely, ANN and ANFIS based modeling as a potential modeling technique for developing optimal cutting force prediction model are compared and discussed. During the research focus is placed on modeling cutting forces in different cooling and lubricating conditions (conventional, minimal quantity lubrication, and high pressure jet assisted machining). Also, the effect of cutting parameters such as depth of cut, feed and cutting speed on machining variables is studied. The experimental values have been used to develop ANN and ANFIS models for the prediction of cutting forces F c , F f , and F p . Then the models are compared for their prediction capability with the experimentally determined values. Despite the fact that different cooling and lubricating conditions significantly affect the cutting force components, primarily the values of feed and passive force, the predicted values from ANN and ANFIS models and measured values are fairly close, which indicates that both models can be used effectively to predict the forces in turning operations. Future work should involve extending the predictive force model to include the various parameters of the coolant techniques, such as the pressure of the jet and the diameter of the nozzle in the HPJAM technique or quantity of oil and air pressure in MQL technique. Also, future work should be extended to a wide range of cutting conditions, workpiece material, and tools.
Conflict of Interests
Djordje Cica does not have any direct financial relation with the commercial identity mentioned in this paper that might lead to a conflict of interests for any of the authors.
Footnotes
Nomenclature
Acknowledgment
This work was supported by the Ministry of Science and technology, Republic of Srpska Government.