
Abstract
AISI 4140 alloy steel is widely applied in the manufacture of various parts such as gears, rams, and spindles due to its good performance of strength, toughness, and wear resistance. The former researches most focused on its deformation and recrystallization behaviors under high temperature. However, the evolution laws of austenite grain growth were rarely studied. This behavior also plays an important role in the mechanical properties of parts made of this steel. In this study, samples are heated to a certain temperature of 1073 K, 1173 K, 1273 K, and 1373 K at a heating rate of 5 K per second and hold for different times of 0 s, 120 s, 240 s, 360 s, and 480 s before being quenched with water. The experimental results suggest that the austenite grains enlarge with increasing temperature and holding time. A mathematical model and an application developed in Matlab environment are established on the basis of previous works and experimental results to predict austenite grains size in hot deformation processes. The predicted results are in good agreement with experimental results which indicates that the model and the application are reliable.
1. Introduction
During the hot deformation of metal material, there occurs recrystallization including dynamic recrystallization, static recrystallization, and metadynamic recrystallization. When the accumulative fraction of recrystallization is over 95%, considered as the complete recrystallization, the newly formed austenite grains will grow up. Besides, when the metal material is heated before deformation, austenite size will also enlarge. Therefore, in order to gain products with better microstructure, it is necessary to investigate the growth laws of austenite and establish the mathematical model to predict the grain growth behavior under different high temperature and holding time, which also plays an important role in the kinetic metallurgical transformation.
AISI 4140 alloy steel has been widely used in the manufacture of gears, shafts, rams, spindles, and so on due to its good balance of strength, toughness, and wear resistance especially for some large annular parts such as the wind tower flange and bearing ring generator usually produced under high temperature. At present, there are many researches on the deformation behaviors of AISI 4140 steel. Lin et al. [1–3] studied the deformation behaviors of casting AISI 4140 steel at high temperature and strain rate. Zhou et al. [4, 5] established the flow stress constitutive equations of forging AISI 4140 alloy steel by hot compression tests. Lin et al. [6–8] discussed the effects of different temperatures, deformation degrees, and strain rates on the dynamic and static recrystallization. Hong and Kang [9] investigated the dynamic microstructure change with initial rolling temperature for hot rolling process of AISI 4140 steel using LARSTRAN/SHAPE platform. However, there are few efforts taken to understand the austenite growth laws of this steel. Also, the existed mathematical models for predicting austenite grain size can only be used in isothermal environment instead of nonisothermal forming processes such as heating or hot deformation. Actually, precise prediction of austenite grain size is of great significance to optimize the hot forming processing parameters.
In this study, heat insulation tests of AISI 4140 steel are carried out under different temperatures and holding times, and the grains sizes are measured to deduce the mathematical model of austenite grain growth. And an application based on Matlab is also written to calculate the austenite grain size under variable temperature. The results can be applied in finite element simulation or practical production of various parts made of this material for further study.
2. Experiments
2.1. Experimental Preparation
The cylindrical samples with the diameter of 8 mm, the length of 12 mm, and the end face roughness of 1.6 μm are taken from a continuous casting AISI 4140 steel ingot compositions (mass%) 0.39 C-0.49 Ni-0.24 Si-1.04 Cr-0.69 Mn-0.12 Cu-0.006 P-0.19 Mo-0.002 S and the balance is Fe. Then, they are placed in the Gleeble-3500 thermomechanical simulation machine which can precisely simulate the hot deformation behaviors of various materials under a wide range of conditions by the feedback servomechanism. The thin tantalum sheets smeared with graphite lubricant are put between samples and fixture to maintain good contact for better accuracy of temperature control.
2.2. Experimental Procedure
As shown in Figure 1, the samples were heated to a certain temperature (1073 K, 1173 K, 1273 K, and 1373 K) at a heating rate of 5 K/s and held for different times (0 s, 120 s, 240 s, 360 s, and 480 s) before being quenched with water. After the heat insulation tests, the samples were polished using abrasive papers and corundum agent, etched in the mixture of 50 ml supersaturated picric acid, 2 g Sodium dodecyl benzene sulfonate and 10 ml alcohol at 323 K~333 K. Then, the sizes of emerged austenite grains were measured automatically by metallographic observation software using mean value method. The average grain size of the casting ingot is 21 μm.
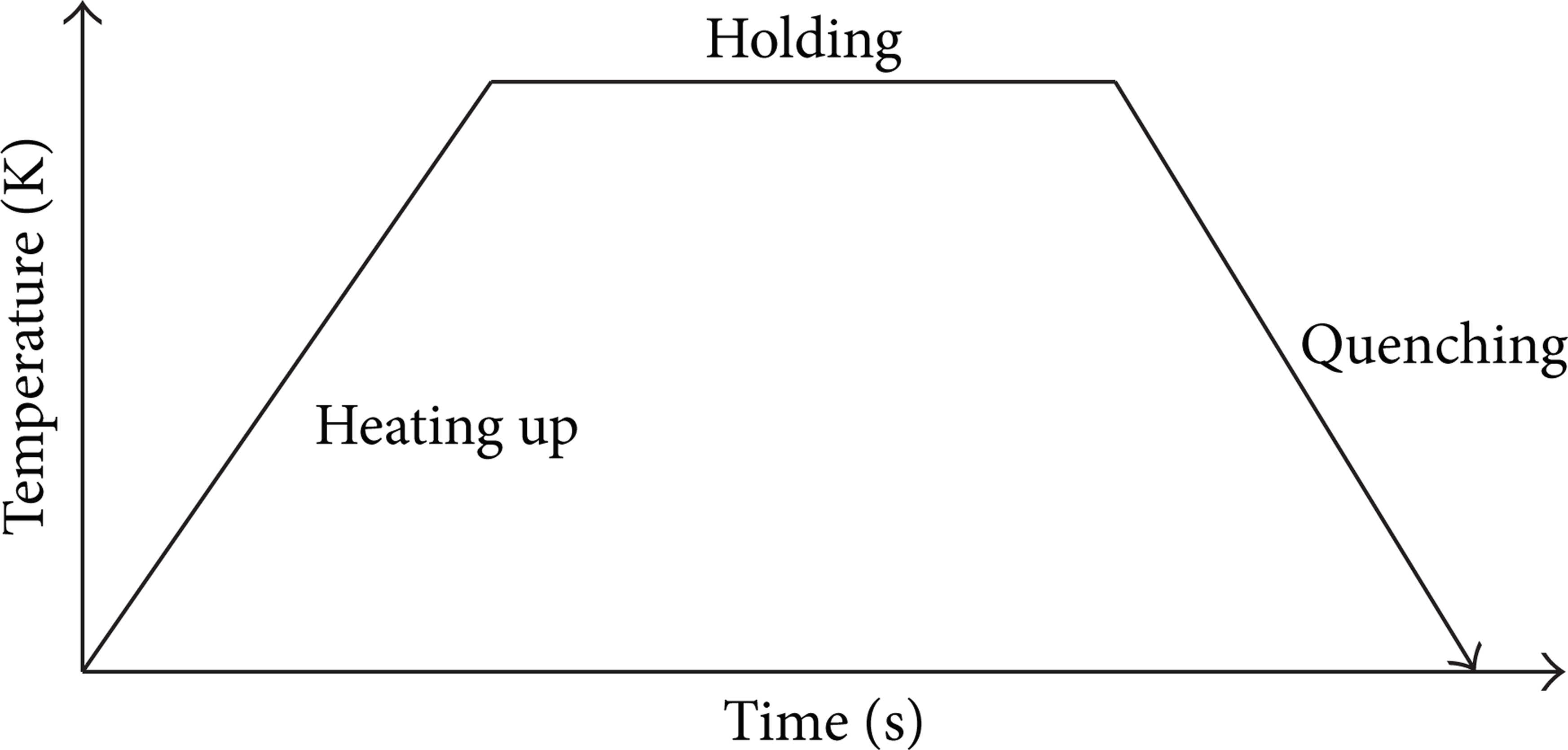
Schematic of heat insulation tests.
3. Results and Discussion
Figures 2 and 3 show graphs of austenite grains under temperatures of 1273 K and 1373 K. It can be seen that the austenite grains becomes larger as the samples are held for longer time. This is because grains can merge each other under a certain temperature which results in smaller ones combining into bigger ones [10]. The longer the holding time is, the more remarkable this phenomenon will be. From Figures 2 (b) and 3 (b), we can know that austenite grains enlarge to a great extent with higher temperature when samples are held for the same time. According to [11], we have
where
μ: growth speed of austenite grains;
K: constant;
Q m : movement activation energy of grain boundaries;
R: gas constant;
T: absolute temperature;
σ: specific boundary energy;
D: austenite grain diameter.

Micrographs of austenite grains of 1273 K.

Micrographs of austenite grains of 1373 K.
It can be observed that when temperature arises, the growth speed of austenite grains will increase exponentially. Therefore, higher temperature can drive grains to grow faster to larger dimensions.
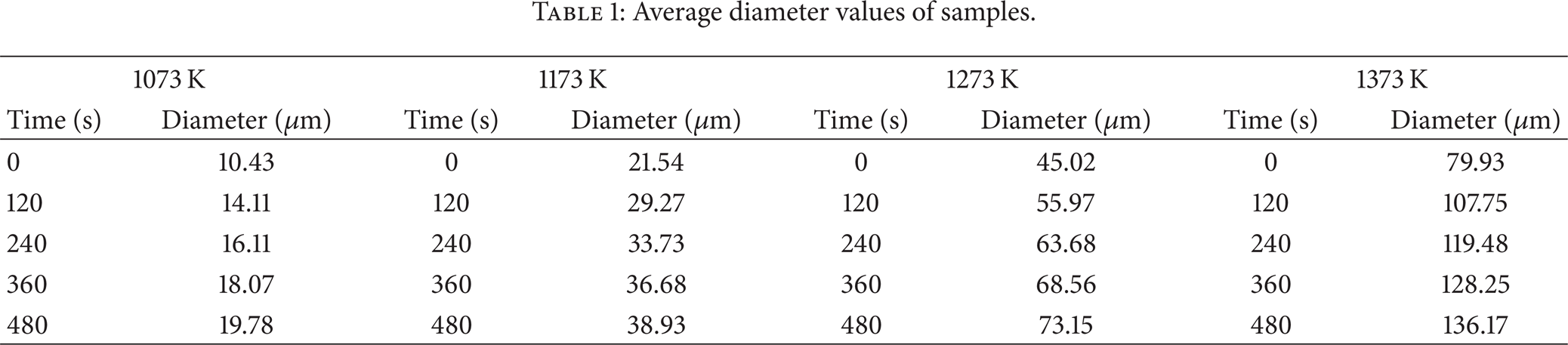
In detail, the average diameter values of each sample are listed in Table 1 and Figure 4. For 1273 K, increments of average diameters are 3.68 μm, 2.00 μm, 1.96 μm, and 1.71 μm with holding time being longer, respectively. That is to say, the growth speed of austenite grain becomes slower, which also occurs at other temperature. From (1), it can be learned that this speed is inversely proportional to the grain diameter. Hence, under a certain temperature, the larger the grains are, the smaller their size increments will be.
Average diameter values of samples.

Variation of austenite grain sizes.
3.1. Model of AISI 4140 Steel Austenite Grain Growth
From the existing literature, there are two typical mathematical models of austenite grain growth under constant temperature for alloy steel written as follows [12, 13]:
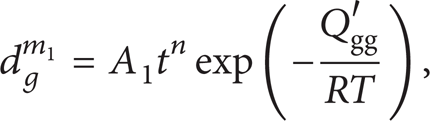
where
t: time (s);
d g , d0: average austenite grain size at time of t (μm);
Qgg′, Qgg′′: activation energy of austenite grain growth (J·mol−1);
T: absolute temperature (K);
A1, A2, m1, m2, n: constants.
It can be seen from (2) that when the holding time t is 0 s, the grain size will be 0 μm, which does not conform to actual situation. In (2), the exponent of t is 1, which usually also does not match experimental results well [14–16]. Therefore, a general model can be derived from these two equations as follows:

Calculate the logarithm of both sides of (4), it can get

The constants A, n and activation energy of austenite grain growth Qgg can be calculated by linear regression using experimental data listed in Table 1. For the constant m, its value ranges from 2 to 5 in most cases [17]. Consequently, m can be supposed to be 2, 2.5, 3, 3.5, 4, 4.5, and 5 at first, and a function used to determine its best value will be figured out.
For example, we can order m equals 2. Then, take the partial of (5) with respect to 1/T and make some transpositions as follows:
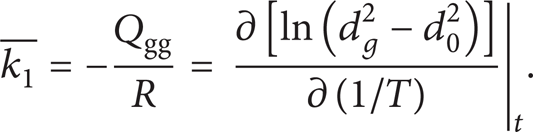
Substitute the experimental datum with holding time of being 120 s, 240 s, 360 s, and 480 s to the right side of the second equal sign, respectively. In consequence, there obtains four lines through linear fitting which are drawn in Figure 5.
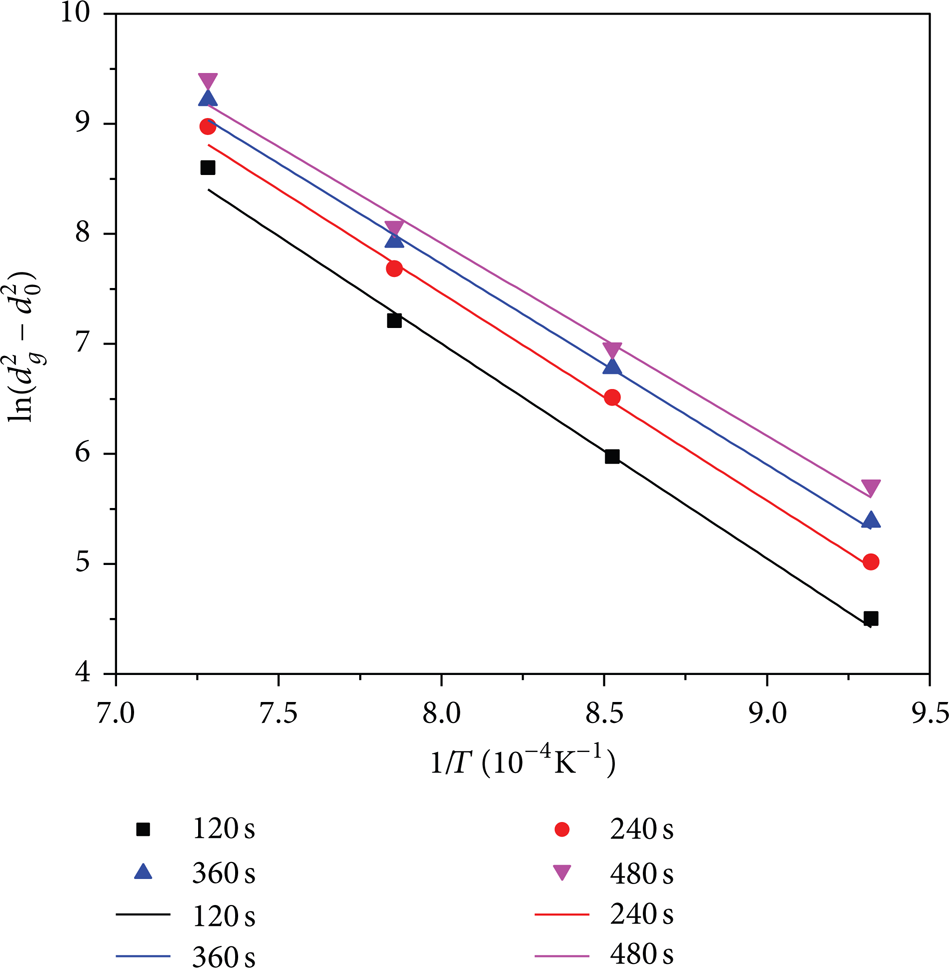
The relationship between ln(d g m – d0 m ) and 1/T at different temperatures when m = 2.
Similarly, take the partial of (5) with respect to lnt, the solution equation of n can be written as follows:

Substitute the diameter values with same heating temperature to the right side of this equation. As shown in Figure 6, n is the mean value of slopes of the four linear fitting lines corresponding to 1073 K, 1173 K, 1273 K, and 1373 K.
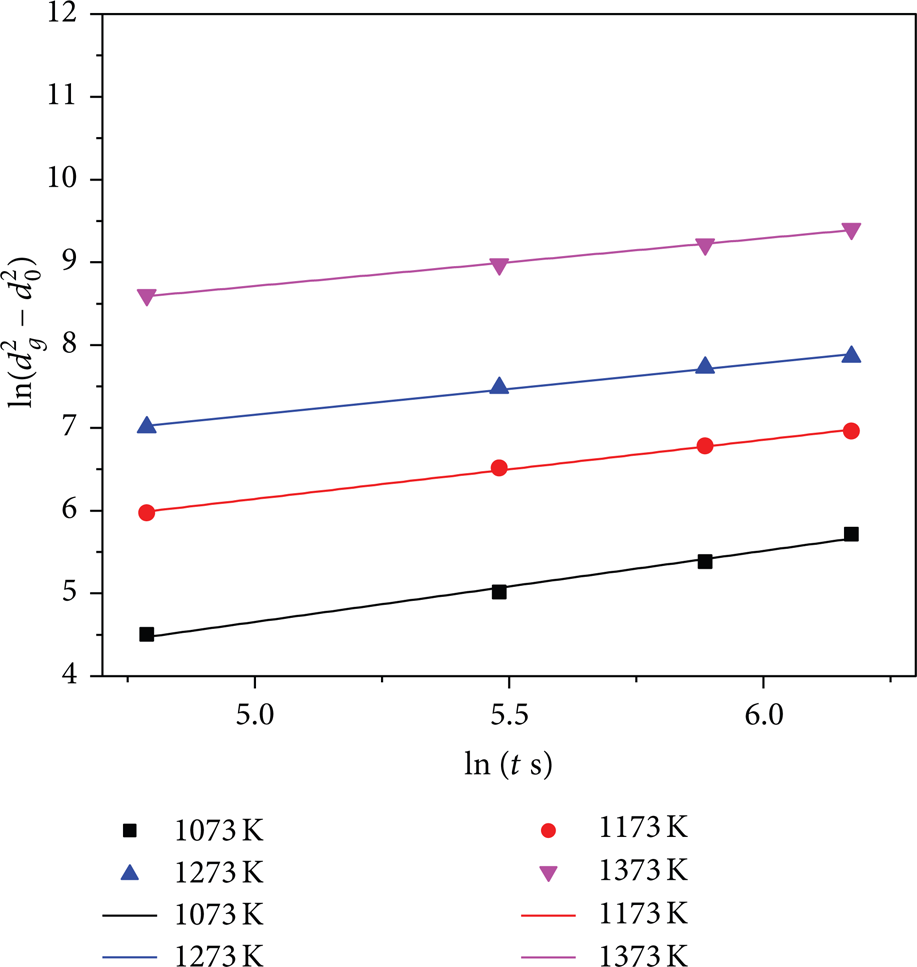
The relationship between ln(d g m – d0 m ) and lnt at different temperatures when m = 2.
Plug Qgg, n1 and grain sizes into (5) to gain the value of A. Therefore, a mathematic model of austenite grain growth with m being 2 is described as follows:

Using the same method, models with m being other values can be obtained, and then a set of theoretical austenite grain sizes can also be calculated under the same heating condition as experiments for each model. The average standard error (ASE) between all theoretical and experimental datum of each model will be figured out to establish a function of ASE and m expressed as follows through polynomial fitting:

It can be known from Figure 7 that, with the increasing value of m, ASE decreases first and then increases indefinitely. When m is equal to 3.015, ASE reaches its lowest level, which means that the model with m being 3.015 is the most accurate. So substitute it to (5) to reobtain values of A, n, Qgg, and the mathematical model of austenite grain growth of AISI 4140 steel under constant temperature can be written as


Variation of ASE with the value of m.
Figure 8 shows a comparison between theoretical values predicted by (10) and experimental ones. The maximum relative error is only 5.10%, which suggests that this model is reliable.

Comparison between theoretical and experimental results.
However, during the hot forming process, the ambient and dies temperature are not isothermal, which makes the workpiece is not thermostatic. Besides, during the heating process before preservation, the workpiece temperature varies from time to time. That is to say, this model cannot be applied for the previous situation. Therefore, modification is needed to make the model better fit for all hot forming processes.
In the processes of the nonisothermal heating and hot deformation, the temperature of workpiece can seem as constant during a tiny time step Δt, and the whole process can be divided into a number of such steps. So the average size of austenite grains at the end of Nth time step can be expressed as

where
dN – 13.015: average size of austenite grains at the end of (N – 1) th time step;
T N : temperature of the (N – 1) th time step.
The shorter the time step is, the more accurate grain size will be calculated by this equation. But it also can be seen that lots of efforts are needed for the computing by manual. The commercial mathematic software Matlab is employed to deal with this complex computation.
As Figure 9 shows, firstly, a temperature-time curve file (.xls) in which temperature being given out at a certain time interval (Δt) should be input into Matlab, and the number of time step (n), the inquiry time (t i ), and the initial grain size (d0) should be given. This software will calculate the austenite grain size of each time step by (11) automatically. The temperature of each time step (T N ) is the mean value of lowest and highest temperature in this step. The final grain size of the previous step is considered as the initial grain size of the following time step. So, the instantaneous grain size of the inquiry time and the final size after the whole process can be obtained.

Flow chart of austenite grain size calculation in Matlab.
A user interface as displayed in Figure 10 is set up using programming language in Matlab. Press the “Read Temperature-time Curve from Files” button to input the variation of temperature, and fill in the blank with appropriate values. After pressing the button “Calculate,” the required grain sizes and variation of grain size with increasing time will be exhibited soon.

The application for austenite grain size calculation.
For correctness validation of this application, another three heat insulation tests were carried out. The holding temperature is 1323 K and holding times are 120 s, 240 s, and 360 s, respectively. The predicted sizes of austenite grain sizes under same conditions are listed in Table 2. The micrographs of experimental samples after testing are showed as Figure 11. Their average austenite grain sizes are measured as 68 μm, 81 μm, and 89 μm, respectively. It can be known that the greater the value of N is, the more precise the predicted values are and the longer time computation needs. When N is chosen to a certain value, the maximum relative error is defined as

where t i mean different holding times.
Calculated austenite grain size.


Micrographs of austenite grains of 1323 K.
As a result, the maximum relative error is 3.09% when compared with the predicted results with N being 10000, which suggests that this application is fit for the calculation of austenite grain size in hot forming processes.
4. Conclusion
The growth behavior of austenite grains of AISI 4140 alloy steel was studied through heat insulation tests. On the basis of the experimental results, three main conclusions are stated as follows.
The austenite grains become larger as the samples being held for longer time; meanwhile, the growth speed of austenite grain becomes slower. Higher temperature will also enlarge austenite grains to a greater extent.
A reliable mathematical model for predicting average austenite grain size of AISI 4140 alloy steel at constant temperature was established, and predicted results are in good agreement with experimental ones.
An application for predicting average austenite grain size of AISI 4140 alloy steel at ever-changed temperature was established, and predicted results match experimental datum well.
Footnotes
Acknowledgments
This work was supported by the Grant from the State Key Program of National Natural Science Foundation of China (no. 51135007), the National Natural Science Foundation for Young Scientists of China (no. 51005171), the State Key Development Program for Basic Research of China (Grant no. 2011CB706605), and the Grant from the Innovative Research Groups of the National Natural Science Foundation of Hubei province (no. 2011CDA122).