
Abstract
Oat hull fibre reinforced polypropylene- (PP-)/polylactide- (PLA-) based biocomposites were fabricated and their process engineering and performances were evaluated. The effect of ethylene propylene-g-maleic anhydride (EP-g-Ma) compatibilizer on mechanical properties of 30 wt% oat hull reinforced PP/PLA (90/10) blend composites was investigated. Thermal degradation parameters of the oat hull fibre were determined using thermogravimetric analysis. The effect of fibre reinforcement on crystallinity of oat hull fibre reinforced PP/PLA composites was studied by differential scanning calorimetry (DSC). Thermomechanical properties of the composites were analyzed by dynamic mechanical analyzer (DMA). The interfacial bonding between the fibre and the matrix was examined using scanning electron microscope (SEM). Significant improvement in tensile strength (40%) and flexural strength (46%) was observed with the addition of EP-g-Ma compatibilizer. DSC analysis of oat hull fibre reinforced composites showed an increase in the crystallization temperature (Tc) due to the nucleation effect of oat hull fibre. DMA results revealed that the storage modulus of PP/PLA/Oat hull fibre composites was higher compared to PP/PLA blend throughout the investigated range of temperature.
1. Introduction
Polymer composites are an important class of materials which are being used in a wide variety of applications. Synthetic fibre reinforced composites have found successful application in automotive, aerospace, and other such industries dealing with structural materials. However, due to increased environmental awareness and depleting petroleum resources, natural fibre composites have gained significant attention. Recent research has been focused on natural fibre composites mainly to find alternatives to replace synthetic fibres used in composites for some specific applications. Biodegradable nature, eco-friendly process, low-cost, and low density are some of the major advantages associated with the use of natural fibre as reinforcement for the polymer matrix composites. Extensive research has been conducted on natural fibre reinforced thermoplastics such as polypropylene (PP) and polyethylene (PE). Studies on identification and characterization of natural fibres from different origins like stem, leaf, and hull are also well established for the application of polymer composites [1].
Oat hull fibre is the outermost layer of the oat grain. The major chemical compositions of oat fibre are cellulose, lignin, and fewer amounts of polysaccharides [2]. Rodney et al. have evaluated the performance of PP composites reinforced with different bast fibers, leaf fibers and agricultural residues. They have reported that the mechanical properties of PP composites containing oat hull, wheat straw, kenaf core and oat straw were all similar [3].
Due to outstanding combination of inexpensive production cost and excellent physical properties, polypropylene is commonly used for widespread applications. Studies of natural fibre reinforced polypropylene have been well established. Among the renewable polymers, PLA has attracted much attention because of its biodegradability and good mechanical properties [4]. In order to reduce brittleness and increase toughness, PLA has been blended with polyolefin [5, 6]. However, PLA/polyolefin blends are immiscible because of their difference in chemical nature and polarity. Studies on miscibility of PLA/PP blend have been reported previously [7]. Ying-Chen et al. [8] reported the fabrication of PLA/PP blend based biocomposites and the fibre matrix interaction have been improved by the use of maleic anhydride-grafted PP (MAH-g-PP).
It is generally accepted that the performance of the fibre reinforced polymer composites depends on many factors such as nature of the matrix, fibre volume or weight fraction, fibre aspect ratio, and fibre-matrix compatibility. Several methods have been used to improve the interfacial adhesion between the fibre and matrix of the natural fibre composites [9, 10]. The most prominent and useful method to reduce the polarity of a natural fibre is the surface modification which can help to improve the interfacial interaction with the nonpolar polymer matrix. Another method to improve the compatibility of natural fibre with the polymer matrix is to use compatibilizer which can react with the functional groups of both the fibre and matrix [11].
In this work, PP/PLA/Oat hull composite was processed by extrusion followed by injection moulding. The thermal degradation parameters of the oat hull fibre were analysed using thermogravimetric analysis, in order to find out the effective processing temperature of the composites. The effects of compatibilizer on tensile, flexural, and impact properties of the composites were studied. The thermomechanical properties such as storage modulus and heat deflection temperature of the composite were also evaluated. Crystallization studies of the composites were studied using differential scanning calorimetry (DSC). The interfacial adhesion of the composites was analysed by scanning electron microscope (SEM).
2. Experimental
2.1. Materials
Polypropylene 4220H (High impact coploymer) having a notched Izod impact strength ≥534 J/m (nonbreak) and MFI = 20 gm/10 min (@ 230°C, 2.16 kg load) was obtained from Pinnacle Polymers, USA. Poly-L-lactic acid (PLLA) was purchased from Biomer, Krailling, Germany (Biomer L 9000), henceforward referred to as PLA throughout the paper. Oat hullhaving fibre length of 3/8 inch was used for fabricating the composites. A-C ethylene-propylene-maleic anhydride copolymer (EP-g-Ma) compatibilizer was obtained from Honeywell, USA.
2.2. Fabrication of Composites
PLA and oat hull fibre were dried in a hot air oven at 80°C for 4 hours. The composite materials with different formulations were melt processed using DSM's (Netherlands) 15 cc twin screw microcompounder. A known proportion of PP, PLA, and oat hull was fed into the barrel, and the processing temperature was set at 190°C. The extruder was operated at a screw speed of 100 rpm, and the residence time was 2 min. The extrudate was collected and transferred into a preheated microinjection moulding machine. The mould temperature was maintained at 30°C, and the injection pressure was optimized for the biocomposites. Finally, the test specimens were conditioned according to ASTM standards prior to testing.
3. Characterization
3.1. Thermogravimetric Analysis (TGA)
TGA of the dried oat hull fibre and the composites was measured in TA Q500 thermal analyzer. The samples were heated from 30°C to 600°C at a heating rate of 10°C/min.
3.2. Melt Flow Index (MFI)
Melt flow index (MFI) of PP, PP/PLA, and PP/PLA/Oat hull composites was determined according to ASTM D1238. Melt Flow Indexer from Qualitest (model 2000A) was used to determine the MFI of the composites at 230°C with a load of 2.16 kg.
3.3. Mechanical Properties
3.3.1. Tensile and Flexural Properties
The tensile and flexural properties of the composites were tested in a UTM (universal testing machine), Instron 3382 instrument. The standard test methods ASTM D638 and ASTM D790 were used to measure the tensile and flexural properties of the composites, respectively.
3.3.2. Izod Impact Strength
Notched Izod impact property of the composite materials of various formulations was investigated in a TMI impact tester (model 43-02-01) employing ASTM standard D256.
3.4. Differential Scanning Calorimetry (DSC)
DSC analysis of PP, PP/PLA blend, and PP/PLA/Oat hull composites was performed using a TA Instrument, DSC Q200 in a heat/cool/heat mode. The sample was heated from 30°C to 190°C at a heating rate of 10°C/min and cooled to −20°C at a heating rate of 5°C/min. The thermal parameters such as glass transition (T g ), crystallization (T c ), and melting (T m ) temperatures were analysed with the TA universal analysis software.
3.5. Dynamic Mechanical Analysis (DMA)
The dynamic mechanical analysis of the composites was carried out in TA Instrument, Q800 DMA analyzer in dual cantilever mode. Specimens were tested with 1 Hz frequency at a temperature range of −30 to 140°C and at a heating rate of 4°C/min.
3.6. Heat Deflection Temperature (HDT)
HDT of the PP/PLA blend and PP/PLA/Oat hull composites was tested as per ASTM D648 standard. The DMA (TA Q800) was used to determine the HDT of the composites specimen. The samples were heated from 30 to 140°C at a heating rate of 2°C/min. The HDT was reported as the temperature at which a deflection of 250 μm occurred.
3.7. SEM of Composites
The scanning electron micrographs of the tensile fractured composite specimens were recorded on FEI S 50 microscope. The composite samples were gold coated before recording the micrographs.
4. Results and Discussion
4.1. Thermogravimetric Analysis of Oat Hull Fibre
Figure 1 illustrates thermogravimetric analysis of dried oat hull fibre and the composites. Initial degradation temperature of the oat hull fibre observed from the thermogram was 241°C. The degradation that occurred in the temperature range between 50°C and 120°C was due to the elimination of moisture and other volatiles. The degradation temperatures at 5%, 25%, and 50% were 271, 310, and 353°C, respectively. Also, the final degradation temperature of the oat hull fibre was at 400°C. Generally the initial stage of natural fibre degradation is associated with degradation of the hemicellulose and some part of the lignin. The final stage of degradation observed is for cellulose and lignin [12]. Only 1.3 wt% of the fibre degraded between 150°C and 250°C. This suggested that within this temperature range oat hulls can be processed to make composites with polymers. Therefore, we selected 190°C, as a processing temperature for PP/PLA composites. The thermograms of the PP/PLA and PP/PLA/EP-g-Ma showedfive percentage of weight loss at 317°C and 329.7°C, respectively. Also, the five percent weight loss of the PP/PLA/oat hull and PP/PLA/EP-g-Ma/oat hull composites occurred at 281°C and 287°C, respectively. It can be seen from Figure 1 that the composites were beginning to lose weight at lower temperatures compared to PP/PLA blend. This is due to the cellulosic and hemi-cellulosic components of the natural fibre in the composites.

TGA analysis of oat hull fibre and PP/PLA/Oat hull composites.
4.2. MFI
The MFI values of virgin PP, PP/PLA, and PP/PLA/Oat hull composites are presented in Table 1. The MFI values of PP/PLA were higher than that of virgin PP. This increase could be attributed to the high MFI value of PLA in the blend. The MFI of biocomposites is less than that of the PP/PLA matrix. This is because the fibres were able to restrict the polymer melt flow which resulted in lower MFI than PP/PLA blend [13]. However, EP-g-Ma had no significant effect on MFI value of PP/PLA blend and the composites.
Differential scanning calorimetry of PP/PLA/Oat hull fibre composites.

T c : crystallization temperature; T m : melting temperature; ΔH m : enthalpy of melting.
4.3. Mechanical Properties
The tensile properties of neat PP, PP/PLA blends, and PP/PLA/Oat hull composites with and without compatibilizer are presented in Figure 2. The tensile strength of the PP/PLA blend was almost the same as virgin PP. However, oat hull reinforced PP/PLA composite showed reduction in tensile strength compared to PP/PLA blends. Further with the addition of compatibilizer, the tensile strength of the composites improved and it is slightly higher than virgin PP. With the addition of 3% compatibilizer, the increment in tensile strength of the PP/PLA blend was low, whereas the PP/PLA/Oat hull composite strength was increased from 18 MPa to 26 MPa. This improvement in tensile properties of the composites was due to the improved stress transfer efficiency in the composites by the compatibilizer. In the composites with EP-g-Ma, the anhydride end of the compatibilizer can readily react with the hydroxyl groups of oat hull fibre, and the olefinic end of compatibilizer is more miscible with the PP (Figure 3). It is well known that the maleated PP improves the interface between the matrix and fibre thus improving the strength of the composites [14].

Tensile properties of PP, PP/PLA, and PP/PLA/Oat hull composites. (A) PP, (B) PP (90%) + PLA (10%), (C) PP (87%) + PLA (10%) + EP-g-Ma (3%), (D) [PP (90%) + PLA (10%)] 70% + Oat hull (30%), and (E) [PP (87%) + EP-g-Ma (3%) + PLA (10%)] 70% + Oat hull (30%).

Chemical reaction mechanism of the oat hull fibre with EP-g-Ma.
4.4. Stress-Strain Curves
The tensile strain versus tensile stress curves of the PP, PP/PLA, and PP/PLA/Oat hull composites are shown in Figure 4. The stress strain curves showed the necking extension for virgin PP. With the addition of PLA, a drop in stress occurred, and the area of the stress curve reduced due to the brittle nature of the PLA. However, the yield stress of the PP/PLA and compatibilized PP/PLA blends was similar. The stress-strain curve of the PP/PLA/Oat hull composites clearly showed the reinforcing effect of the fibres through the increased stiffness [15]. The PP/PLA/Oat hull composites failed at lower strain values than the PP/PLA blend, but even at these strains, the stress levels of the composites were lower than the corresponding stress levels for the pure polypropylene and PP/PLA blend. The use of compatibilizer increased ultimate yield stress of the PP/PLA/Oat hull composite.

Tensile stress-strain curves of the biocomposites. (A) PP, (B) PP (90%) + PLA (10%), (C) PP (87%) + PLA (10%) + EP-g-Ma (3%), (D) [PP (90%) + PLA (10%)] 70% + Oat hull (30%), and (E) [PP (87%) + EP-g-Ma (3%) + PLA (10%)] 70% + Oat hull (30%).
Figure 5 illustrates the flexural properties of PP, PP/PLA blend, and PP/PLA/Oat hull composites with and without compatibilizer. The performance of oat hull fibre reinforced PP/PLA composites without compatibilizer was compared with that of PP/PLA composites with compatibilizer. The addition of 30 wt% oat hull fibre into the PP/PLA blends decreased the flexural strength when compared to the control. However, the addition of EP-g-Ma compatibilizer significantly increased the flexural strength of the composites. Similar behavior has been observed previously after the addition of compatibilizer, that is, increment in flexural strength of the natural fibre reinforced composites [14]. The addition of EP-g-Ma did not affect the tensile and flexural modulus, but it improved the tensile and flexural strength of the composite.

Flexural properties of PP and PP/PLA/Oat hull composites. (A) PP, (B) PP (90%) + PLA (10%), (C) PP (87%) + PLA (10%) + EP-g-Ma (3%), (D) [PP (90%) + PLA (10%)] 70% + Oat hull (30%), and (E) [PP (87%) + EP-g-Ma (3%) + PLA (10%)] 70% + Oat hull (30%).
4.5. Impact Strength
Figure 6 illustrates the notched Izod impact strength of the PP, PP/PLA, and PP/PLA/Oat hull composites. PP has excellent impact strength, therefore it showed a nonbreak impact behavior (647 J/m) when tested for notched Izod impact strength. Due to the lower impact strength of PLA, PP/PLA blend showed reduced impact strength. The impact strength of PP/PLA blend without and with compatibilizer was 138 and 102 J/m, respectively. The impact strength of uncompatibilized and compatibilized composites is 73 and 57 J/m, respectively. From the previous results, it is clear that the impact strength of the PP/PLA blend was also affected by compatibilizer. The impact strength of the PP/PLA blend is mainly affected by the miscibility and the interphase separation and morphologies between PP and PLA [16]. With the addition of 3% EP-g-Ma, a reduction in impact strength of the PP/PLA and PP/PLA/Oat hull composites was observed. Khalid et al. [17] also observed similar behaviour for the PP/Cellulose composites, as the impact strength of the composite decreased by the addition of MA-PP compatibilizer.

Impact strength of PP and PP/PLA/Oat hull composites. (A) PP, (B) PP (90%) + PLA (10%), (C) PP (87%) + PLA (10%) + EP-g-Ma (3%), (D) [PP (90%) + PLA (10%)] 70% + Oat hull (30%), and (E) [PP (87%) + EP-g-Ma (3%) + PLA (10%)] 70% + Oat hull (30%).
4.6. Differential Scanning Calorimetry
Summary of DSC data on crystallization and melting behaviour of PP, PP/PLA blends and composites are presented in Table 1. The melting enthalpy of PP was increased from 59.04 to 65.11 J/g with the addition of PLA. Further, the melting enthalpies of uncompatibilized and compatibilized composites were observed to be 43.6 and 23.6 J/g. Incorporation of PLAincreased the melting enthalpy of PP/PLA blends. This is probably due to the improved polymer segment mobility in the PP/PLA blend because of the incompatibility between PP and PLA [18]. With the addition of oat hull, the melting enthalpy of PP/PLA blends decreased due to poor melting kinetics. Further, the T c value of PP/PLA/EP-g-Ma blend was enhanced by the addition of oat hull fibre. The oat hull fibre reinforced composite showed increased crystallization temperature (T c ). This improvement in crystallization temperature of the composite is due to the nucleation effect of oat hull fibre surface on to the polymer matrix [19].
4.7. Dynamic Mechanical Analysis
The storage modulus of the composites from −30 to 150°C temperature range is presented in Figure 7. It is clear from Figure 7 that the storage modulus of the PP/PLA blend is higher than PP. This was due to the higher storage modulus of PLA. The addition of compatibilizer had no effect on storage modulus of the PP/PLA blend and composite. The storage modulus of the 30% oat hull fibre reinforced composites was enhanced when compared to PP/PLA blend. The addition of filler or fibre into the matrix enhances the stiffness of the polymer and this improves the storage modulus of the composites [20]. Effective stress transfer at the fibre-matrix interface also resulted in increased storage modulus of PP/PLA/oat hull composites [21].
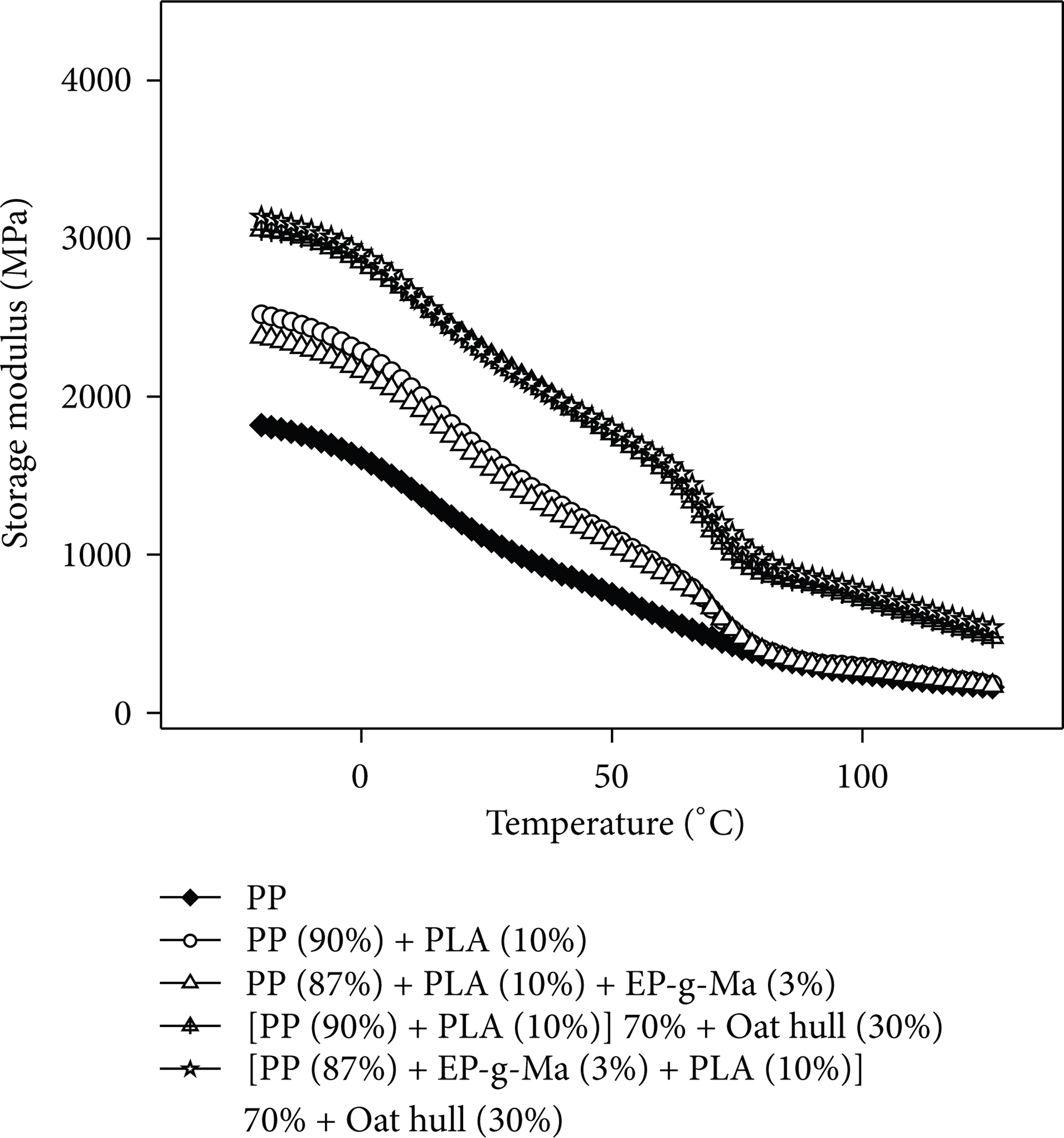
Storage modulus of PP and PP/PLA/Oat hull composites.
Tan δ value represents the viscoelastic nature of a material. Temperature dependence of tan δ of PP, PP/PLA, uncompatibilized, and compatibilized composites is presented in Figure 8. From Figure 8, it is clear that there are two distinct peaks observed at 12°C and 65°C. This belongs to the glass transition regions of PP and PLA, respectively. These peaks clearly showed the formation of biphasic structure. The peak intensity of PP/PLA is higher than PP because the damping was affected in association with the additional viscoelastic energy dissipation in the blend [7]. However, in oat hull fibre reinforced composite, the damping was affected in the presence of fibres that reduced the peak intensity of the composites. The addition of stiff filler like natural fibre and other reinforcing agents will reduce the damping property of PP/PLA matrix that implies a reduction of the tan δ peak in the glass transition temperature range [21].

Tan δ values of PP/PLA/Oat hull composites.
4.8. Heat Deflection Temperature
Heat deflection temperature (HDT) of the specimens is shown in Figure 9. Heat deflection temperature is the relative heat resistance of a polymeric material. The HDT of PP is 83°C and PLA is 65°C. With the addition of compatibilizer a slight reduction in HDT was observed. The maleated ethylene-propylene copolymer affects the stiffness at higher temperature, hence, a slight reduction in HDT was observed. However, the HDT is directly proportional to the flexural modulus; thus, the results are in good agreement with the flexural data. Improvement in HDT with the natural fibre reinforced composites has been reported by several other researchers [22].
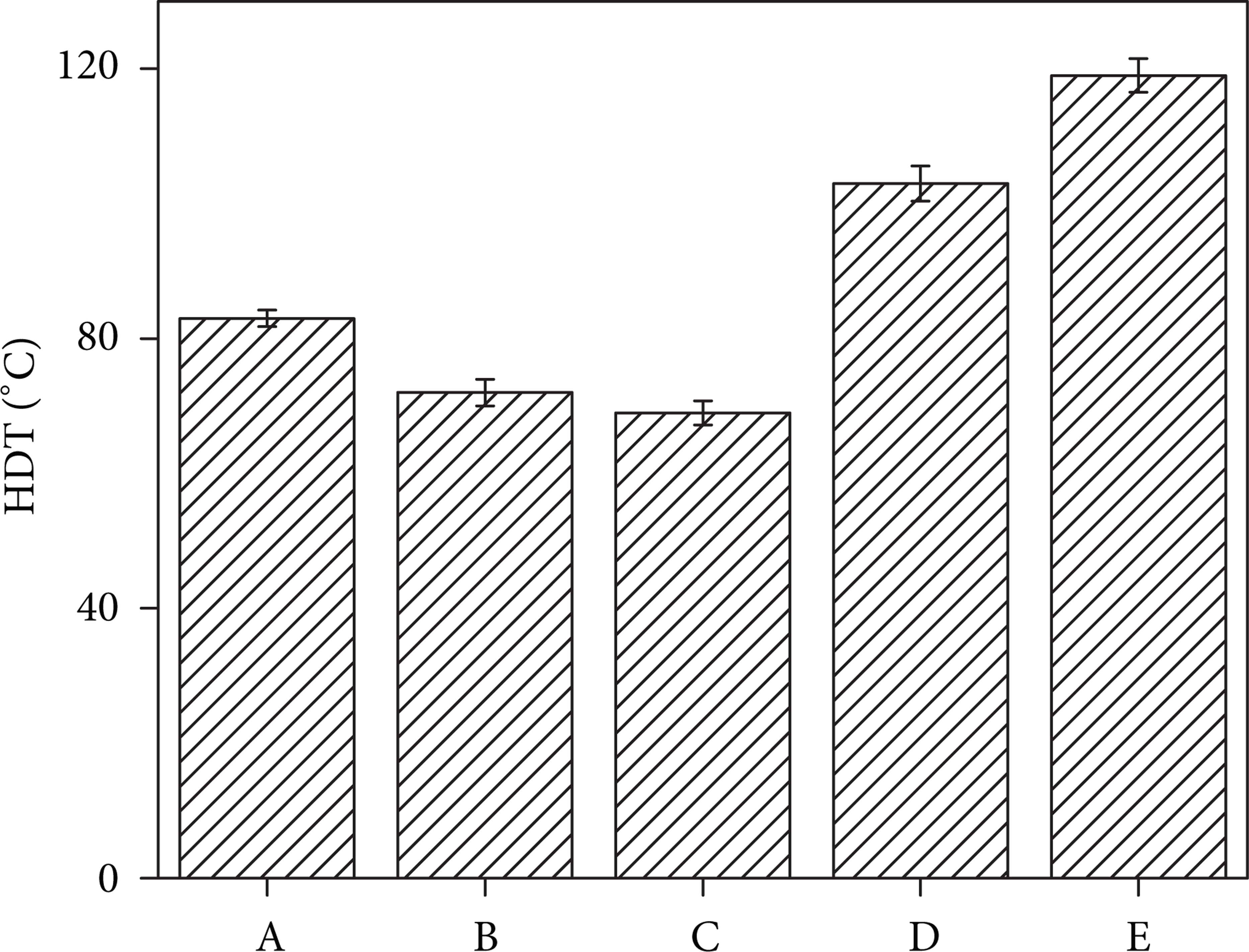
HDT of PP, PP/PLA, and PP/PLA/Oat hull composites. (A) PP, (B) PP (90%) + PLA (10%), (C) PP (87%) + PLA (10%) + EP-g-MA (3%), (D) [PP (90%) + PLA (10%)] 70% + Oat hull (30%), and (E) [PP (87%) + EP-g-MA (3%) + PLA (10%)] 70% + Oat hull (30%).
4.9. Morphology
Figure 10 shows the tensile fractured surface of PP/PLA, PP/PLA/EP-g-Ma, and PP/PLA/EP-g-Ma/oat hull reinforced composite. From the micrographs, it is clear that a smooth fracture surface was observed for the EP-g-MA compatibilized PP/PLA blends (Figure 10 (b)). The micrographs indicated that the EP-g-MA forms an interphase between PP and PLA. Figure 10 (c) shows the fracture surfaces of the composite without compatibilizer. SEM micrographs revealed traces of pulled-out oat hull fibre which indicated poor adhesion between the matrix and the fibre. Also, the gaps between the fibre and the matrix suggested poor interfacial adhesion. The composite with 3% EP-g-Ma (Figure 10 (d)) exhibited fibre pullout, but the fibres were still covered by residual amount of matrix. This indicated improved interfacial adhesion between oat hull fibre and matrix [23]. These results are in good agreement with the tensile and flexural properties of the composites. With the addition of compatibilizer, the tensile and flexural properties of the composite improved when compared to uncompatibilized composite.
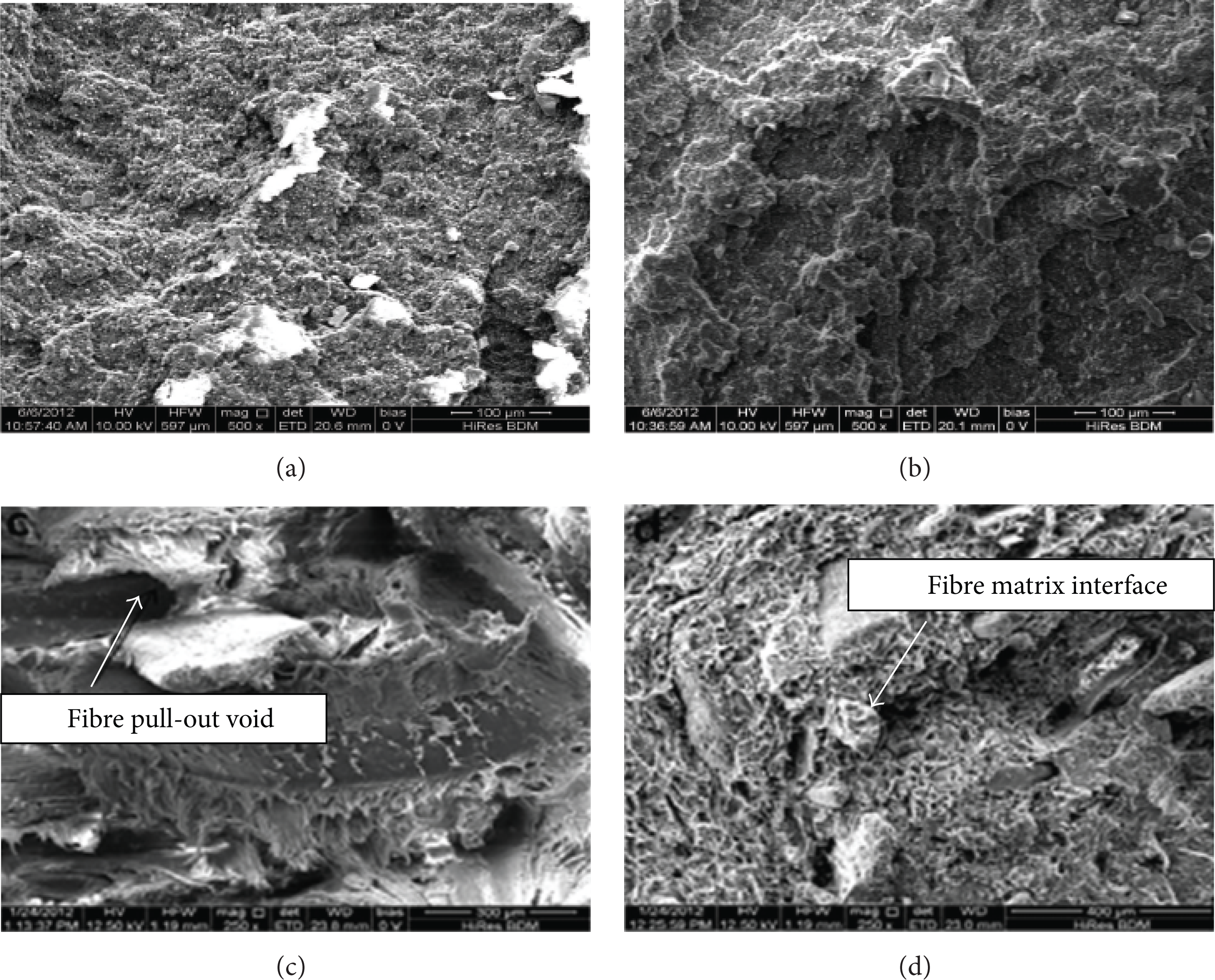
SEM of the tensile fractured surface of PP/PLA/Oat hull composites. (a) PP (90%) + PLA (10%), (b) PP (87%) + PLA (10%) + EP-g-MA (3%), (c) [PP (90%) + PLA (10%)] 70% + Oat hull (30%), and (d) [PP (87%) + EP-g-MA (3%) + PLA (10%)] 70% + Oat hull (30%).
5. Conclusion
The oat hull fibre reinforced PP/PLA composites were successfully fabricated by melt processing method. Thermogravimetric analysis of the oat hull fibre clearly showed that the processing temperature of 190°C was acceptable. The assessment of mechanical properties revealed that the PP/PLA blend has slightly improved tensile and flexural properties compared to PP. Oat hull fibre reinforced composites showed the reduction in tensile and flexural properties when compared to the PP/PLA blend. The tensile and flexural properties of the composites significantly improved in the presence of compatibilizer. HDT of the composites improved 43% over the PP/PLA blend. Composites with the 30 wt% oat hull loading showed improved storage modulus for both uncompatibilized and compatibilized systems. SEM analysis of the composites showed that the interfacial adhesion of the fibre and matrix was improved by the compatibilizer.
Footnotes
Acknowledgment
The authors would like to acknowledge the financial support from NSERC AUTO21 NCE, Canada, to carry out this research work.