
Abstract
A high-speed milling experiment by means of orthogonal method with four factors was conducted for aluminum alloy 7050-T7451. The residual stresses (RS) on the surface and subsurface of the work piece were measured using X-ray diffraction technique and electropolishing technology. The exponent's mathematical model for milling residual stress of 7050-T7451 aluminum alloy was established related to machining parameters. The predicted values were compared with the data from experiments. The effect of cutting speed, feed rate, and width and depth of cut on residual stress was investigated using the ANOVA techniques. The affecting degree of milling parameters are shown as v > f z > a p > a e in order. The influence trend of milling factors on residual stresses was also studied; the machine-induced residual compressive stresses tend to decline with the increase of cutting speed and decrease of the feed rate.
1. Introduction
7050-T7451 aluminium alloy has been widely used in aircraft structures due to their perfect strength, fracture toughness, and high stress/density ratio after supersaturated solid solution and prestretching treatment [1, 2]. High-speed milling is one of the most common processes to produce structural parts out of aluminum in the aerospace industry, where removing huge volume of material is essential. It is known that machining process creates residual stress on the surface of machined components, and the residual stress state can significantly extend or shorten the work pieces' lifetime by influencing fatigue strength, creep, and stress-corrosion-cracking resistance. In addition, machining-induced RS has, especially, important effects on part distortion for thin monolithic aerospace components [3].
Residual stresses can be attributed to mechanical and thermal loads, which occur in an interdependent manner during machining processes. Their combination determines the final residual stress state of the workpiece. Different researchers have carried out experimental investigations in order to study the influence of the machining parameters, tool geometry, cutting edge geometry, tool wear, and cutting tool material on the residual stresses.
In order to analyze and control the residual stress, finite element methods [4, 5], numerical methods [6, 7], and experimental methods [8] are used to predict and evaluate the residual stress distribution. Since the pioneering works in 1950s, a substantial amount of experimental work has accumulated regarding the development of residual stresses as a function of the machining process [9, 10]. Jang et al. [11] studied the effects of different machining parameters on surface residual stress when turning AISI 304 stainless steel, and tool-edge radius was found to have the most significant effect on residual stress. M'Saoubi et al. [12] analyzed the residual stress in orthogonal machining of standard and resulfurized AISI 316L steels, and that high tensile residual stress values of around 800 MPa are found in the workpiece surface. Yang et al. [13] investigated the machined residual stress of Ti-6Al-4V and found that residual stress on the ground surfaces had a larger scatter than that of the face turned ones in a statistical sense. Sharman et al. [14] studied the influence of coated and uncoated WC tools on the residual stresses, and the results showed that the surface produced with the coated tool had higher tensile stress (up to 747 MPa) than the corresponding surface cut with the uncoated tool. Devillez et al. [15] compared the residual stress profile with dry and wet machining conditions for three different cutting speeds.
There is limited study on the effect of machining processes on residual stresses in aluminum alloys. Fuh and Wu [16] proposed the tool nose radius, cutting speed, and flank wear had the most significant effects on the residual stresses of aluminum alloy 2014-T6. Tang et al. [17] studied the influence of tool flank wear on residual stress of aluminum alloy 7050-T7451, the results revealed that the small flank wear produced lower compressive stresses on the surface and the stresses shifted to tensile state with an increase in the flank wear. Denkena et al. [18] analyzed the influence of the cutting edge geometry on residual stress of a forged aluminum alloy 7449-T7651.
Most researchers focus on the effect of tool wear and cutting edge geometry on the residual stresses in turning and grinding. It is very critical to find a fast and precise solution to predict residual stresses in a high-speed milled component given the process parameters and material properties. Therefore, a comprehensive study of the influence of machining conditions on residual stresses in high strength aluminum alloys is necessary in the manufacture of large and thin monolithic aerospace components. The objective of this research is to study the relation of machined-induced residual stresses and the end milling parameters of 7050-T7451 aluminum alloy. In this study, the experimental setup is described in Section 2, in Section 3, a mathematical model for milling residual stress was established and the effect of machining parameters on RS was discussed, finally conclusions are given in Section 4.
2. Experimental Setup and Procedure
2.1. Work Material
The block used in this experiment was manufactured by Kaiser Aluminum and Chemical Corp., USA. The mechanical properties of the material are given in Table 1.
Mechanical properties of 7050-T7451.

2.2. Experimental Design
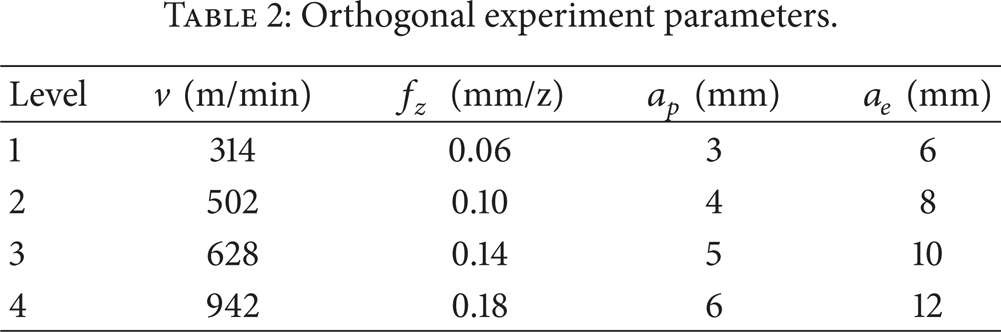
Experiments based on orthogonal methods were performed to reduce variations in the output response. Factorial design was applied with 4 factors and 4 levels (44 designs), factors consist of cutting speed (v), feed rate (f z ), width of cut (a e ), and depth of cut (a p ). The details are shown in Table 2. Values of cutting speed above 300 m/min were chosen so that it falls in the range of high-speed machining. The values of the feed rate, width of cut, and depth of cut were selected based on the available information of the factory manufacture and cutting tool manufacturer's catalogue.
Orthogonal experiment parameters.
2.3. Cutting Tools and Machine Tool
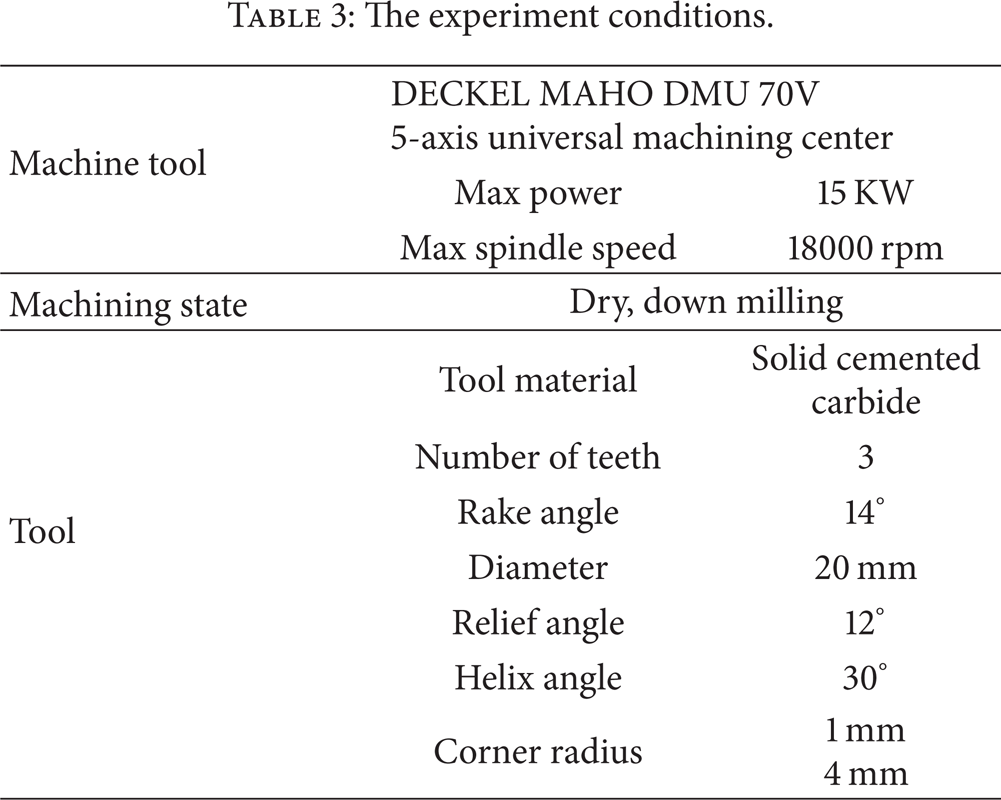
Milling test was performed on a DECKEL MAHO DMU 70V 5-axis universal machining center, and the tool was end mill without coating. The detailed values of the experiment conditions were presented in Table 3. The experiment setup is shown in Figure 1, X and Y denote the feed direction and perpendicular to the feed direction, respectively.
The experiment conditions.

Experimental setup: (a) DECKEL MAHO DMU 70V. (b) Cutting tool.
2.4. Residual Stress Measurement
The residual stress state in machined surfaces was analyzed by X-Ray diffraction technique (XRD) as shown in Figure 2. An approach based on the combination of psi-oscillation and phi-oscillation was adopted to obtain more accurate measurement results, for the results are usually invalid when measuring aluminum alloy materials due to its grains' apparent preferred orientation [19]. The parameters used in the Stresstech Group's XSTRESS 3000 analyzer are listed in Table 4. Under these conditions, the maximal penetration depth of the radiation amounts to z = 11 μm.
Residual stress measurement parameters.

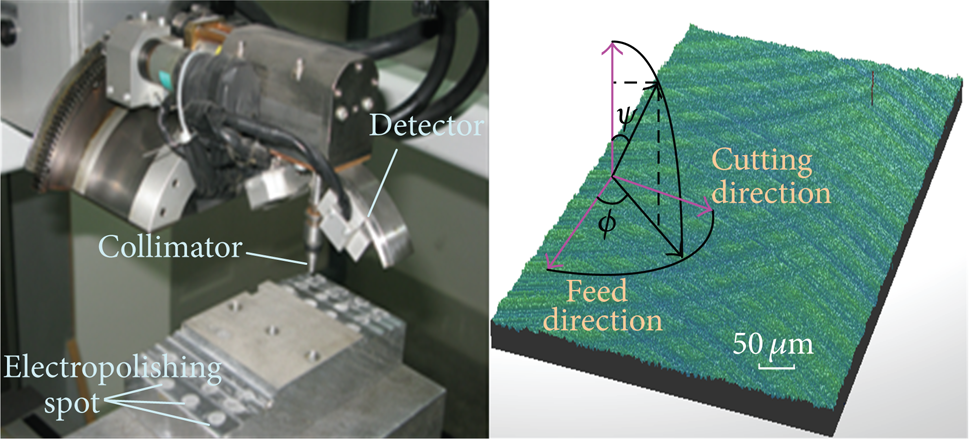
Residual stress measurement setup and schematic of diffraction planes.
In order to determine the in-depth residual stresses, the surface material was removed layer by layer using an electropolishing method. The removed layer thickness can be determined using electronic digital micron indicator (about 8 μm for each measurement). There were 4 points with the equal distance of 15 mm in the middle of each machined surface, which are the residual stresses testing points and they take the average value as analysis data to ensure the accuracy of the measurement.
3. Results and Discussion
3.1. Machine-Induced Residual Stresses
The profile of the residual stresses below the surface was obtained by electropolishing layer removals up to 100 μm. Compressive residual stresses were found on the machined surface in each case. The residual stresses in feed direction were generally greater than that in cutting direction, with values around 20 MPa. The level of compressive stresses increased continuously with depth up to a maximum value in depth of about 25 μm and then stabilized at a level corresponding to the state of the material before machining, this being true for both the feed and the cutting directions. Figure 3 represents a typical residual stress distribution obtained for a cutting speed of 628 m/min, feed rate of 0.06 mm/z, and depth of cut and width of cut were 5 mm and 12 mm.

Residual stresses depth profiles in machining 7050-T7451.
Because of the high stress gradient, the arithmetic mean stress (

where L z is the thickness of the machine-induced stress below the surface. The results were calculated using commercial software Origin 8.0 and listed in Table 5.
Orthogonal experiment schemes and experiment results.

3.2. Regression Equation and ANOVA Significance Testing
Table 5 shows the orthogonal experiment schemes and experiment results, it can be found that there is a complex relationship between cutting parameters and residual stress in the milling process. It is important to put the relation between residual stresses and the machining parameters in a mathematical form by obtaining the results. Therefore, a mathematical model between machining parameters and the residual stresses was as follows:

where
Consider


The residual stresses in the feed direction were evaluated using (3). Rank in order of the experimental measured RS and compared with the predicted RS of the samples. The scatterplot between them in Figure 4 indicated that the experimental and calculated values were matched reasonably with minimal errors.

Scatter plots of the measured RS and the predicted RS of the multiple regression prediction model of
An analysis of variance (ANOVA) for residual stresses was shown in Table 6. The ANOVA results indicated that the most significant factor affected by RS was cutting speed as shown F value of 40.6 and 29.27 for
Significance testing of the machining parameters on RS.

Notes: F0.05 (3, 3) = 9.28.
3.3. Influence of the Machining Parameters on Residual Stress
Figure 5 shows the influence of the machining parameters on the arithmetic mean RS values by the range analysis taking into account the four parameters reported above, it is possible to describe how the RS are affected both for the feed and cutting directions.
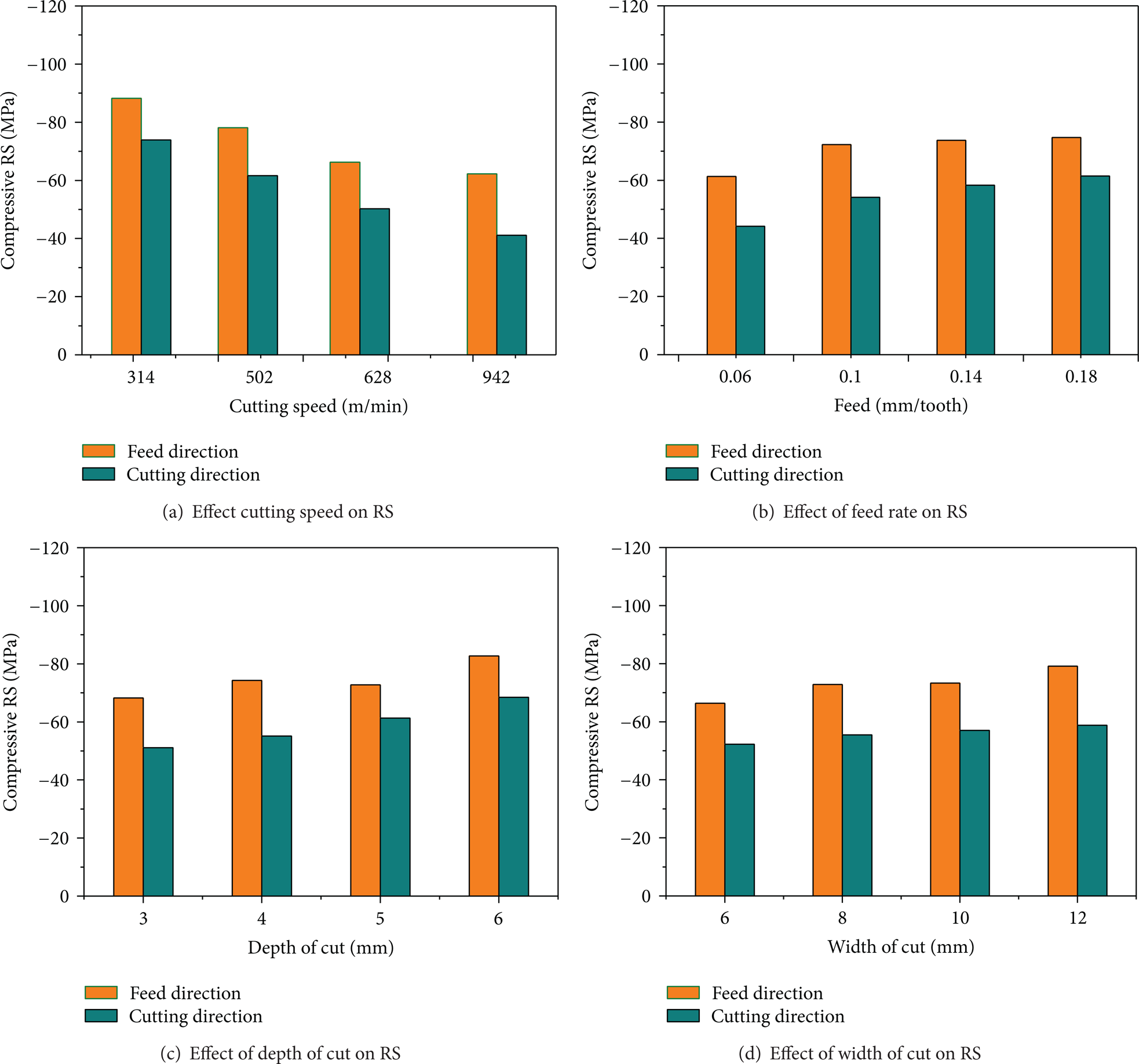
Range analysis of residual stress.
Figure 5 (a) shows that at an increase of the cutting speed from v = 314 m/min to v = 628 m/min causes a linear reduction of the compressive residual stresses, beyond this cutting speed, the reduced rate slows down. The observed effect may be explained from understanding of the quantum of heat dissipation that determines the nature of plastic deformation in the machining. At the lowest cutting speed of 314 m/min, the chips stay in the machining zone for a relatively longer duration than at the cutting speed of 628 m/min. The heat accumulation in the chips is more, so less heat dissipates into the machined surface. It leads to increase of compressive residual stresses in the machined surface. The trends depicted in Figure 5 are similar to those obtained during the high-speed face milling of Ti-6Al-4V alloy [20].
An increase of the feed rate f z from 0.06 mm/tooth to 0.1 mm/tooth leads to a pronounced effect on the residual stress, see Figure 5 (b). But, further increase in the feed rate to 0.18 mm/tooth shows a small increase in the compressive residual stresses, and residual stress values remain nearly constant of 70 MPa for feed direction. An explanation for these observations can be found in the analysis of the cutting forces, due to the increase of the feed higher machining forces can be observed [18]. The increased cutting force and more plastic deformation were generated with the increasing of feed rate.
Figure 5 (c) shows that a fluctuating variation of the compressive residual stresses in the surface and subsurface is the consequence of an increase of the depth of cut from a p = 3 mm to a p = 6 mm. A variation of the cutting depth causes a direct proportional increase of the forces. At the same time, cutting temperature increases with more cutting heat, it is envisaged that the effect of cutting force goes hand-in-hand with the cutting temperature change in the RS. Further, the chart of Figure 5 (d) shows that the width of cut does not present obvious influence on the arithmetic mean compressive residual stress.
4. Conclusions
The influence of machining parameters on the final residual stress within the subsurface zone of 7050-T7451 aluminum alloy was invested by orthogonal experiment. The important conclusion drawn from the present research was summarized as follows.
The solid carbide end mill cutting tool induces compressive residual stresses on material when they were used in high-speed milling manufacture. The residual stresses in feed direction were higher than that in cutting direction.
The surface stresses could be predicted effectively by applying cutting speed, feed rate, depth of cut, width of cut, and their interactions in the multiple regression exponent models. Their affecting degree diminishes in order, described as v > f z > a p > a e based on the ANOVA analysis of orthogonal experiment.
It has been shown that decrease of the cutting speed and increase of the feed rate lead to significant increase of compressive residual stresses on 7050-T7451 finished surface. To some extent, the analysis of the machining forces and thermal effects provides explanations for the observed residual stress transformation trends.
Footnotes
Acknowledgments
The authors acknowledge the support from the National Natural Science Foundation of China (Grant no. 51275277) and the school-enterprise collaboration project (Grant no. (11)-018).