
Abstract
The purpose of this study was aimed at the evaluation of the mechanism of magnetic finishing with gel abrasive (MFGA), during which the performance of MFGA was compared to that of magnetic abrasive finishing (MAF). Of importance is that MFGA performs better than MAF based on the polishing-efficiency criterion. Silicone gels, however, are semisolid polymer gels with deforming properties that are temperature dependent, ultimately influencing significantly the polishing efficiency in MFGA. Therefore, taking as examples cylindrical rods which were polished using silicone gels with different plasticities to determine the corresponding temperatures of abrasive media in the working area, this study evaluated the MFGA mechanism to elucidate the properties of silicone gels and attain both the finished effect and effective gel abrasives in MFGA to produce a highly efficient polished surface. Next, circulating effects of abrasive media were identified to ensure the efficiency in MFGA and establish the relation between the concentrations of abrasive media and circulating effects in the working area. Experimental results show that silicone gels with low plasticity produce high temperature of abrasive media in MFGA; high temperature of abrasive medium makes excellent circulating effects in the working area, inducing high material removal and fine surface roughness.
1. Introduction
Magnetic abrasive finishing (MAF) has an excellent ability to polish, deburr, or remove deteriorated layers on a workpiece and readily obtains a mirror-like surface [1–3]. Furuya et al. [4] developed a novel free-surface finishing method for metal surface with micro-3D structure by magnetic compound fluid polishing liquid; the results show that when the magnetic field is applied only by installing the upper magnet, a better work surface is obtained, but the material removal becomes small compared with that by installing both the upper and lower magnets. Furthermore, improving the magnetic flux density (MFD) in free-surface polishing can enhance the material removal and surface roughness. Kwak [5] set up a method that installed a permanent magnet at the opposite sides of the nonferrous materials to increase MFD in MAF; in this study, it is shown that the rotational speed of the tool has a dominant effect on surface roughness in thin magnesium plate finishing. Yamaguchi et al. [6] proposed a multiple pole-tip tool with alternating magnetic and nonmagnetic properties to finish a long flexible tube, and the results display that the tube can be finished in the multiple sections with a short pole stroke simultaneously. The abrasives are easily flown away, however, from the working area regardless of either unbonded magnetic abrasives or sintering magnetic abrasives used in MAF; this situation will reduce the polishing efficiency and induce the pollution problem in the environment. Application of magnetic finishing with gel abrasive (MFGA) can alleviate the abrasive media problems mentioned above. Wang and Lee [7] applied silicone gel to mix steel with grits and silicon carbons as a gel abrasive. This gel abrasive can be closely wrapped around the cylindrical rod without magnetic forces and steel grits and silicon carbons will not fly away by the centrifugal force in MFGA. The results show that roughness improvement rate still remains at a high level by 90% when the same abrasive medium (35 grams) is used 15 times to finish 15 workpieces; thus, this gel abrasive has an excellent capability for recycling. In addition, a new self-sharpening phenomenon in MFGA was proposed by Tsai et al. [8, 9], displaying that high temperature of the gel abrasive during polishing induces slow motion of the gel in the working area, and, therefore, old abrasives will be pushed outside the working area during the motion of workpiece and flow motion of gel can pull the new abrasives into the polishing area at the same time, so as to create the novel flexible self-sharpening effect in MFGA.
As is furthermore extensively adopted in abrasive flow machining (AFM), rheological properties of the abrasive medium indicate that medium viscosity reduces drastically when temperature is slightly increased [10, 11]. Moreover, the silicone rubber, an effective abrasive medium that possesses a high viscosity and a low flow rate, can easily polishes WEDM surfaces [12, 13]. The differences between MAF and MFGA and the rheological properties of the silicone gel in MFGA, however, are not identified in the literatures, and, so, this study attempts to find how the rheological properties of the gels affect the polishing efficiency.
2. Methods
2.1. MFGA Set Up
Figure 1 shows the MFGA layout. Equipment consists of a magnetic force control system, rotating system, reciprocating system, and a control panel. A magnetic force control system uses two series of electromagnets to induce the magnetic poles that produce the magnetic field during finishing. A rotating system utilizes a brushless DC motor (M1) to drive the chuck that enables the workpiece to achieve rotational motion. Eccentric cam, induction motor (M2), and frequency converter are combined as the reciprocating system to produce the axial vibration of the workpiece. A control panel is applied to adjust the current and the vibrating frequency in MFGA.

Layout of the experimental apparatus.
2.2. Materials
Polymer gel was the most important material used in this study to mix with the ferromagnetic particles and the abrasives. Silicone gels, the semisolid polymers, have a deformable characteristic and do not attach themselves on the workpiece after contact, making it an excellent material to form the base of the gel abrasive [7]. These gels with various plasticities of 80, 120, and 160, as shown in Figure 2, were used as bonding gels in MFGA where gels have small no. of plasticity indicating that these gels can easily change their shapes under stresses (left gel of Figure 2). Given the flexible property of the gel abrasives, this medium can wrap around the workpiece closely. Ferromagnetic particles and abrasives mixed in the silicone gel were, respectively, steel grit (SG) and silicon carbon (SiC). Mixed ratio of the gel abrasive depends on the weights of the silicone gel, SG, and SiC. An attempt was made to determine the polishing effect in the die/mold by choosing the mold steel of SKD-11 as the working material in MFGA. By knowing that the short working gap can identify the large magnetic force in MAF, the working gap between the cylindrical rod and magnetic poles was set at a small distance of 1 mm apart. Table 1 lists the materials and working parameters of MFGA.
Materials and working parameters of MFGA.


Silicone gels with different plasticities.
2.3. Procedures
Proper weight ratios of the silicone gels, SG, and SiC were chosen as the abrasive medium and then stirred by the mixing machine to become a uniform medium. The cylindrical rod of SKD-11 was then clamped by the chuck. Next, the magnetic gel abrasive was inserted into the working gap and covered over the rod. The setting parameters finally from the control panel were selected to perform the finishing. Temperature of the working area would affect the plastic deformation of silicone gel; therefore, a thermal couple was embedded into the gel abrasive to detect the temperature of silicone gel near the machining surface. Figure 3 shows the workpiece wrapped by the gel abrasive, as well as the magnetic field in MFGA. According to this figure, the abrasive is not only pressed by the magnetic forces but also constrained by the viscous forces of the silicone gel; in addition, all of the constrained forces are flexible in MFGA. For this reason, the self-sharpening, the self-adaptability, and the controllability in MFGA display more excellent ability than that in MAF.

Schematic diagram of the magnetic field in the gel abrasive.
3. Results and Discussion
For the purpose of fully understanding the polishing effect of silicone gel in MFGA, with- and without-silicone gel procedures were studied in these experiments first. Then, silicone gels with different plasticities were used to finish the workpiece for 30 minutes to see the change of these gels in the machining process. Finally, different silicone gels with various abrasive ratios were investigated to obtain the polishing efficiencies in MFGA.
3.1. Effects of MAF or MFGA
Based on the ability of the silicone gel producing a flexible constraint in the abrasive medium, this study investigated the finishing efficiency of MAF or MFGA first, for which MAF and MFGA did not add any lubricant and abrasive in the machining process. Figure 4 shows the effects of MAF or MFGA on temperature of abrasive media near machining surface. According to these results, temperature of abrasive medium on MAF only increases by 15°C during continuously 30-minute finishing; however, temperature of abrasive medium on MFGA expands dramatically from 26°C to 110°C during the same time finishing owing to the fact that silicone gels have poor heat conduction and these gels wrap the workpiece very closely. Temperature of abrasive medium near machining surface, therefore, will hugely increase in MFGA; moreover, by virtue of silicone gels being a temperature-dependent material, high temperature of working area will result in a soft gel to circulate on the workpiece surface, inducing fine self-sharpening effect in MFGA. The results reveal that surface roughness of workpiece after MFGA is capable of decreasing from 0.691 to 0.025 μm Ra during finishing; in contrast, surface roughness of workpiece after MAF could only reduce from 0.658 to 0.394 μm Ra within the same time finishing. Figure 5 presents a change of abrasive medium after 30-minute finishing. Figure 5(b) is a change of UMA medium in MAF; from this figure, we can easily find the flyaway abrasives SiC stuck on the magnetic poles, explaining why the efficiency of MAF is poor with no extra abrasives added in the working area. However, the abrasives of SiC are constrained by silicone gel in MFGA, so it is difficult to find that SiC adheres on the magnetic poles in Figure 5(d). The abrasive medium (black color) is circulated out of working area in the same figure, identifying excellent self-sharpening effect in MFGA.

Effects of MAF or MFGA on temperature.

Change of abrasive medium after 30-minute finishing.
3.2. Silicone Gels with Various Plasticities
Polished effects of silicone gels with different plasticity were investigated here due to the fact that they are associated with high plasticity, high hardness, and, therefore, the poor deformation under the action of stresses. This experiment continuously finished the workpiece for 30 minutes to find temperature and surface roughness after MFGA. Figure 6 displays the effects of silicone gels with different plasticities on temperature of abrasive media near machining surface. According to those results, temperature of abrasive media rises with increasing the finishing time in MFGA, and that of silicone gel with plasticity of 80, 120, and 160 is able to reach, respectively, 111°C, 101°C, and 74°C. The reason is that silicone gels with low plasticity have good ability to circulate in the working area, and so new abrasives will easily appear to abrade the surface, giving rise to the new advantage of producing high machining temperature in MFGA. Since temperature of silicone gels with plasticity of 80 and 120 can exceed 100°C after finishing, those two gels can handily circulate in the working area; such an excellent efficiency can then be obtained by both of them. Hence, silicone gel with plasticity of 80 or 120 as abrasive medium can contribute to the decreasing of the surface roughness of workpiece from 0.655 μm Ra to 0.025 or 0.021 μm Ra, respectively; moreover, 0.234 and 0.193 g material removal (MR) can also be located in these experiments. However, utilizing silicone gel with plasticity of 160 as abrasive medium, surface roughness of workpiece can be lessened to 0.058 μm Ra only and material removal of 0.105 g after polishing. As a result, temperature in the working area will dominate the polishing efficiency in MFGA. Figure 7 demonstrates change of the silicone gels with different plasticities after finishing for 30 minutes. Because of high temperature of silicone gels with plasticity of 80 and 120 after finishing, Figures 7(b) and 7(d) exhibit significant circulations of abrasive media, but, as shown in Figure 7(f), silicone gel with plasticity of 160 causes low circulating effect in MFGA compared with previous two gels. Consequently, only little circulation is found in the machining area, explaining why silicone gel with high plasticity cannot produce excellent polishing efficiency.

Effects of silicone gels with different plasticity on temperature of abrasive media.
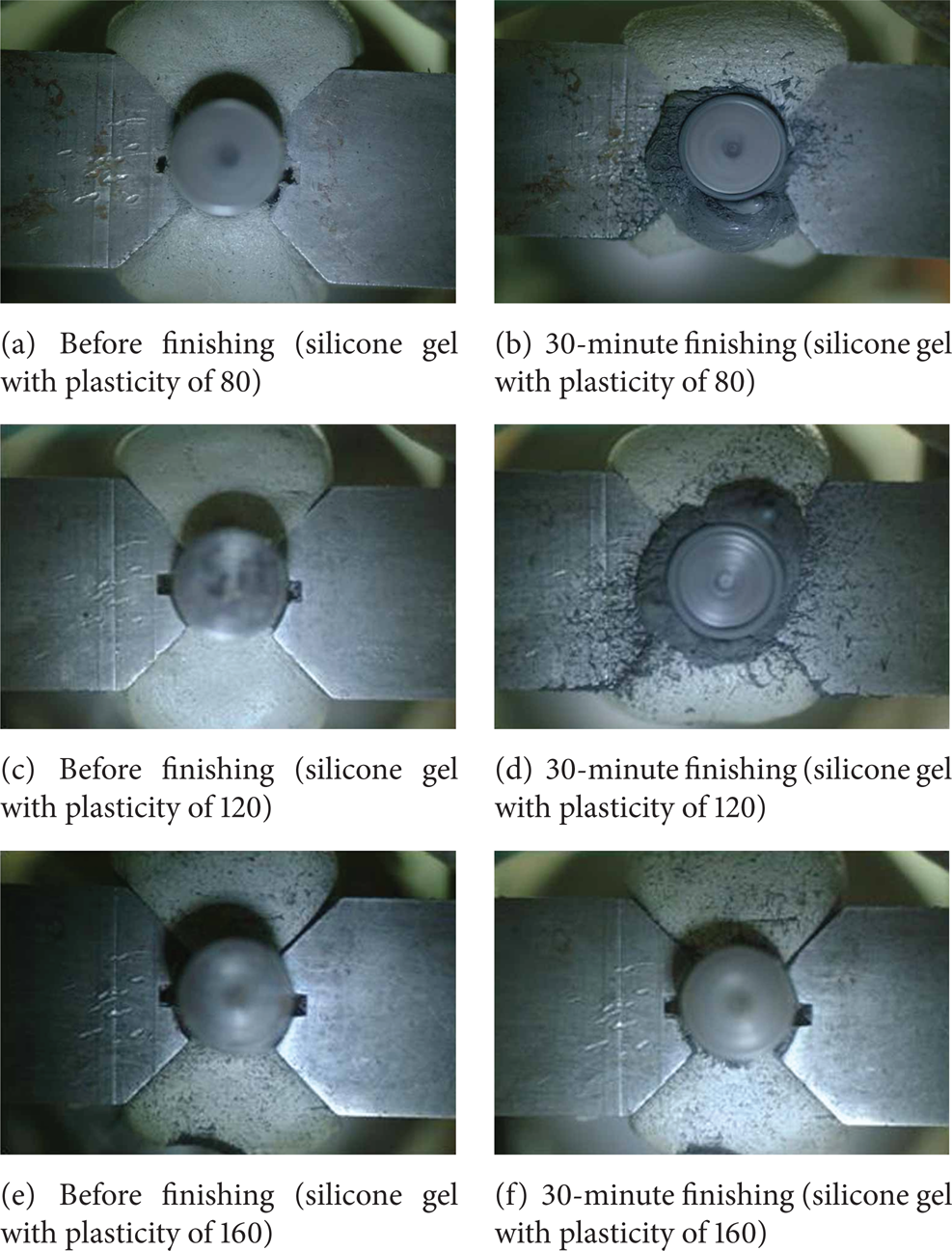
Change of silicone gels with different plasticities after 30-minute finishing.
3.3. Polishing Efficiency of Different Concentrations
As mentioned above, circulation of abrasive media in the working area has remarkable effect in the polishing efficiency, yet either plasticity or concentration of the abrasive media would affect the circulating phenomenon in MFGA. Hence, other than the plasticity of silicone gel, we should identify the relationship between concentrations and circulation of abrasive media in the working area. Abrasive medium in this study consists of silicone gels, ferromagnetic particles (SG) and SiC abrasive. The used weight of each of them decides the concentration of the abrasive medium. However, weights of silicone gels of 10 g and SG of 15 g were set as constant, and only weight of SiC was utilized as parameter in the following research. Workpieces were also finished for 30 minutes in these experiments, but surface roughness and material removal should be located each 5 minutes to verify the efficiency with different concentrations.
3.3.1. Abrasive Media Containing 5 g SiC
Figure 8 reveals the effects of different abrasive media with 5 g SiC on surface roughness and MR. According to Figure 8, regardless of what values of plasticity of silicone gels are used, surface roughness and MR markedly change after MFGA for 30 minutes; surface roughness soon settles to a saturated level. The results also show that surface roughness quickly reduce to 0.048 μm Ra within 10 minutes if silicone gel with plasticity of 80 is used as bonding gel. Whatever the values of the plasticity of silicone gels, surface roughness can all decrease to 0.025 μm Ra within finishing for 30 minutes in MFGA. Although all silicone gels produce large MR, silicone gel with plasticity 80 performs better than the other silicone gels in terms of machining efficiency. This is mainly due to the fact that temperature of silicone gels with low plasticity easily increases to high values, inducing excellent circulation of abrasive media in the working area. Therefore, MFGA can quickly replace old abrasives in working area to obtain fine surface roughness and high MR. Furthermore, though silicone gel with plasticity of 160 produces lower MR than do silicone gels with plasticity of 80 and 120, silicone gel with plasticity of 160 is of greater hardness than that with plasticity of 80 or 120; this gel can then produce large constrain force in MFGA, explaining why silicone gel with plasticity of 160 also has excellent polishing ability.

Effects of different abrasive media with 5 g SiC on surface roughness and MR.
3.3.2. Abrasive Media Containing 10 g SiC
Figure 9 presents the effects of different abrasive media with 10 g SiC on surface roughness and MR. In accordance with the results, although surface roughness decreases and MR increases with increasing the finishing time in all abrasive media, silicone gel with plasticity of 80 performs better than other silicone gels during polishing with reference to efficiency. These results also show that adding 10 g SiC in the abrasive medium produces better MR than does adding 5 g SiC when silicone gels with plasticity of 80 and 120 are used as bonding media. The reason is that more abrasives can remove more materials in MFGA with excellent circulating effect. Nevertheless, abrasive medium with 10 g SiC creates smaller MR (0.094 g) than that created by abrasive medium with 5 g SiC (0.210 g) when silicone gel with plasticity of 160 is utilized as base. This is mainly because silicone gel with plasticity of 160 is of great hardness compared with that with plasticity of 80 or 120 and because gel is difficult to mix with large abrasives in the stirring process; hence, concentration of abrasive medium is almost saturated when 10 g SiC is added in the silicone gel with plasticity 160. Circulation of this abrasive medium then becomes poor. In addition, the results also demonstrate that surface roughness can rapidly reduce to 0.03 μm Ra within 10 minutes when silicone gels with plasticity of 80 and 120 are applied as base. Although silicone gel with plasticity of 160 has poor circulation in machining process, surface roughness can still decrease to 0.03 μm Ra within 25 minutes. The reason is that hard abrasive medium (silicone gel with plasticity of 160) makes extensive constrained force in the working area to compensate for the poor circulating effect in MFGA.
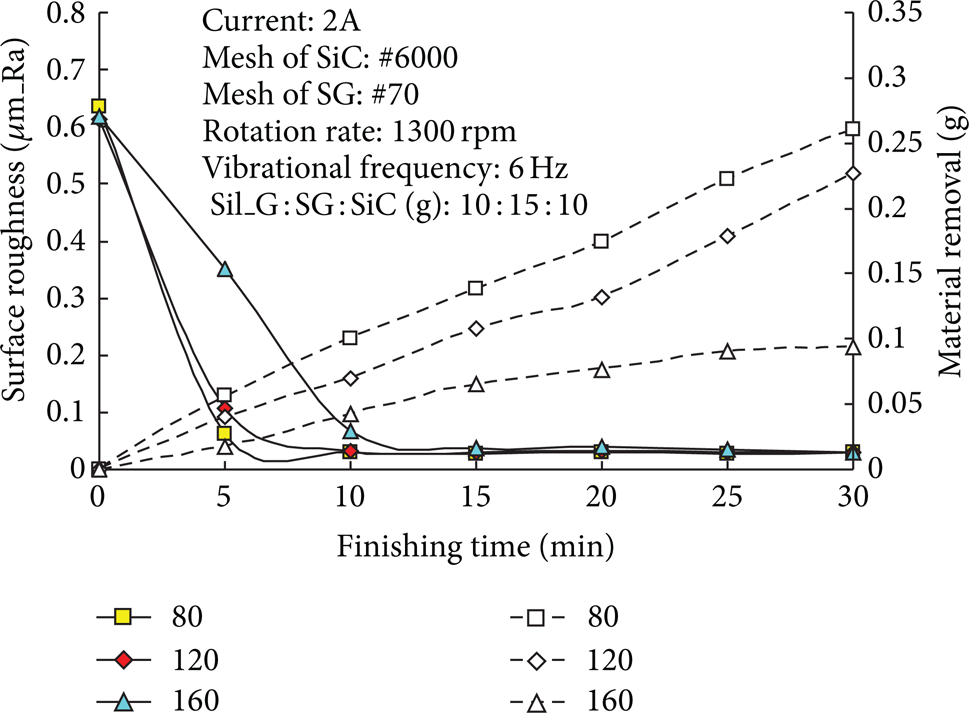
Effects of different abrasive media with 10 g SiC on surface roughness and MR.
3.3.3. Abrasive Media Containing 15 g SiC
Weight of SiC was added to 15 g in this experiment to find the circulating change of the abrasive media. Figure 10 presents the status of different silicone gels mixed with 15 g SiC. For the reason that silicone gel with plasticity of 160 could not mix entirely with 15 g SiC and then could not perform well as a mass of abrasive medium (the right part of the figure), this abrasive medium was not used in this research. In addition, concentration of abrasive medium was almost saturated when adding 15 g SiC in the silicone gel with plasticity of 120 (the middle part of the figure). Figure 11 reveals the effects of different abrasive media with 15 g SiC on surface roughness and MR. According to those results, although surface roughness decreases and MR increases with increasing the finishing time in the different abrasive media, silicone gel with plasticity of 80 functions better than that with plasticity of 120 during polishing in regard to efficiency. The results demonstrate that surface roughness could fast decrease to 0.047 μm Ra within 10 minutes if silicone gel with plasticity of 80 is used as base, and surface roughness could reduce to 0.03 μm Ra within 20 minutes. But surface roughness could only decrease to 0.062 μm Ra for 30 minutes by being used as the base silicone gel with plasticity of 120. This is mainly due to that abrasive medium is hardly deformed if adding 15 g SiC in the silicone gel with plasticity of 120. Though low plasticity of abrasive medium with 15 g SiC has remarkable effect in MFGA, the polishing efficiency of this medium is still lower than that of the abrasive medium with 10 g or 5 g SiC. This result indicates that abrasive medium with high concentration would reduce the circulation of abrasive medium in the working area; hence, less amount of SiC performed better than greater amount of SiC during polishing with reference to efficiency.

Status of different silicone gels mixed 15 g SiC.

Effects of different abrasive media with 15 g SiC on surface roughness and MR.
Figure 12 displays the photographs of before- and after-finishing surfaces during MFGA. Before the finishing, according to these figures, surface (Figure 12(a)) is very rough, and words on the paper are barely reflected on this surface. In contrast, after finishing surface (Figure 12(b)), it shows mirror-like surface, and words on the paper could be clearly reflected on this surface. In the experiment, #6000 SiC (10 g), #70 SG (15 g), silicone gel with plasticity 80 (10 g), current (2A), rotation rate (1300 rpm), and vibrational frequency (6 Hz) were used as the parameters.

Photographs of before finishing surface and after finishing surface during MFGA.
4. Conclusions
A novel magnetic abrasive medium, using silicone gels with different plasticity to mix with steel grits and silicon carbon, was developed to enhance the efficiency of MAF in this study. Inasmuch as silicone gels are semisolid polymers that possess good deformable ability and these gels do not stick on the workpiece after contact; gel abrasives are easily produced and cleared away from the workpiece after MFGA. In addition, silicone gels are temperature-dependent materials, such that temperature of abrasive medium when reaching 110°C in the working area by using silicone gels as bonding gels makes these gels a fluid property in a high temperature environment. During MFGA, abrasive media also create a fine circulation in MFGA if silicone gels flow slowly in the working area, so that abrasives are easily replaced by the circulating effect in the finishing process. This phenomenon will not take place in MAF; therefore, MFGA functions better than MAF in the polishing efficiency.
Due to the fact that silicone gels with high plasticity are of high hardness compared with those with low plasticity, temperature of high plasticity gels is lower than that of low plasticity gels. In our experiment, it is found that temperature of silicone gels with plasticity of 80 and 120 exceeds 100°C in the working area within 30 minutes, but temperature of silicone gels with plasticity of 160 only rises up to 74°C within the same time interval, explaining why silicone gels with plasticity of 80 and 120 induce excellent circulating effect in MFGA. Hence, silicone gels with plasticity of 80 and 120 perform better than silicone gel with plasticity of 160 during polishing for 30 minutes in terms of efficiency. Moreover, concentrations of abrasive in the abrasive media affect the circulating effect in MFGA. Generally speaking, abrasive media consisting of less amount of abrasive make more excellent circulation in the working area. In the study, abrasive medium with 5 g SiC operates better than the medium composed of 10 and 15 g SiC with regard to surface roughness when silicone gels with plasticity of 80 and 120 are utilized as bases in MFGA. Abrasive medium containing 10 g SiC nevertheless produces more MR than does abrasive medium with 5 and 15 g if the same gels are applied as media. Additionally, abrasive medium containing 5 g SiC performs better than abrasive medium with 10 g SiC in both surface roughness and MR when silicone gel with plasticity of 160 is employed as bonding gel.
Conflict of Interests
The authors declare that there is no conflict of interests regarding the publication of this paper.
Footnotes
Acknowledgment
The authors would like to thank the National Science Council of the Republic of China for financially supporting this research under Contract no. NSC 97-2221-E-231-002.