
Abstract
A single-piston hydraulic free-piston engine with a two-cylinder four-stroke diesel engine as its driver is introduced. It takes the free-piston assembly a certain time to move after the pressure in the compression chamber starts to increase. The time difference between the pressure increasing and the piston starting to move is defined as the pressure build-up time. The characteristics of the pressure build-up time and its influence on the performance of the free-piston engine are introduced and analyzed. Based on the basic law of dynamics of the free-piston assembly, the parameters which influence the pressure build-up time are analyzed. And then improvement and optimization are proposed to shorten the pressure build-up time.
1. Introduction
Severe environmental legislation and demands for high fuel efficiency have led to an increasing interest in new energy and energy conversion devices. Hydraulic free-piston engine (HFPE) is one of these promising devices. In contrast to the familiar crank shaft engines, HFPE has salient advantages, such as mechanical simplicity, low frictional losses, and high fuel efficiency [1]. Last but not least, its piston has no mechanism to restrict its linear movement which leads to variable dead points. Thereby it has a variable compression ratio which makes it suitable for multifuel operation.
HFPEs under investigation attract a number of research groups worldwide due to their advantages. Achten of Innas BV developed a series of prototypes of the single-piston hydraulic free-piston engine (SHFPE). Based on the unique features of SHFPE, the pulse pause modulation was used to regulate the output flow of the engine. The indicated efficiency, the specific NO x emission, and the filter soot number were sensible to the compression pressure and the start of injection which must be controlled with an accuracy of ±2% [2–4]. Tikkanen of Tampere University of Technology proposed a dual-piston hydraulic free-piston engine (DHFPE) and studied the characteristics of the first cycles and the motion characteristics. Because the combustion stroke in one cylinder was the compression stroke of the other one and the processes in the two cylinders were coupled with each other, PID+ feed forward controller based on the energy balance principle was used to control the injection of each to make the compression ratio reach the set value. The results showed that the control strategy worked and the control system was stable [5, 6]. Hibi of Toyohashi University of Technology designed an opposed-piston hydraulic free-piston engine (OHFPE) and analyzed the energy distribution in the engine. When the synchronization mechanism of the free-piston assembly was well designed and worked well, the engine can avoid the vibration totally and lead to a stable performance [7]. He also pointed out that the output of the engine was proportional to the operation frequency of the piston [8]. Xia and Zhou of Zhejiang University studied DHFPE and focused on the energy distribution, control of the compression ratio, and the vibration of the piston. The results showed that the vibration of the piston was a self-excited vibration and the engine was a large scope stability system [9–11]. Zhao and Yuan of Beijing Institute of Technology also developed an SHFPE and utilized the uniflow scavenge to improve the scavenge ratio. The effect of the check valve response on the engine was analyzed, and some improvements were proposed to improve the performance of the check valve [12–14].
Most researches are on the motion characteristics and the comparison between HFPE and the conventional crank shaft engine. Several of them focused on the key components of improvement and optimization. A complete cycle includes not only the compression stroke and expansion stroke, but also the period between the pressures in the compression chamber starts to increase, and the free-piston assembly starts to move. None of them considered the characteristics of the latter. The objectives of this research are focused on the characteristics of the above period and the influence on the operation of the engine.
2. Engine Configuration and Operation
Figure 1 shows the schematic drawing of an SHFPE under investigation. The main components of the engine illustrated in Figure 1 are (1) two-cylinder four-stroke diesel engine; (2) free-piston assembly including combustion piston, pump piston, compression piston, and the connection; (3) compression setting; (4) pump setting; (5) supply setting; (6) accessorial setting; (7) data acquisition and controller.

Schematic of single-piston hydraulic free-piston engine: (1) compression accumulator; (2) pressure sensor; (3) compression check valve; (4) control valve; (5) starting port; (6) main port; (7) compression chamber; (8) return check valve; (9) solenoid valve; (10) proportional relief valve; (11) supply accumulator; (12) relief valve; (13) suction check valve; (14) right pump chamber; (15) left pump chamber; (16) pump check valve; (17) load accumulator; (18) combustion cylinder I; (19) combustion cylinder II.
Compared to DHFPE and OHFPE, in which the compression chamber is replaced with another combustion chamber or the motion of the free-piston assembly must be synchronous which adds the additional control variable to the system, SHFPE thereby simplifies the configuration and also the control system.
In the configuration shown in Figure 1, the two combustion pistons are at the bottom dead center (BDC) or the top dead center (TDC) simultaneously. When the control valve is triggered, the pressured oil in the compression accumulator flows into the compression chamber and pushes the free-piston assembly to move towards TDC, one combustion chamber implements the compression process, and the other one implements the exhaust process. After the fuel is injected into the combustion chamber and the released heat drives the free-piston assembly to move towards BDC, the oil in the pump chamber is pushed into the load accumulator and the load while the oil in the compression chamber is pushed back into the compression accumulator for the next compression stroke. At the same time, one combustion chamber implements the expansion process, and the other one implements the intake process. The engine completes one cycle when the free-piston assembly reaches BDC. Then the engine repeats the above process, and the two combustion chambers exchange their operation processes. Thus in each cycle, there is one expansion stroke, and the engine can supply pressured oil to the load.
3. Pressure Build-Up Time
SHFPE starts with the compression stroke. Once the control valve is triggered, the pressured oil flows into the compression chamber which makes the pressure in the compression chamber start to increase at point A, while the free-piston assembly starts to move at point B. The time difference between point A and point B is called the pressure build-up time, t b , as illustrated in Figure 2.

Compression chamber pressure and displacement of the compression stroke.
Usually the motion of the free-piston assembly is the most attractive characteristic for the researchers, and the pressure build-up time hardly interests them. The pressure build-up time is a latent parameter to evaluate the performance of the engine.
The frequency of the engine is usually calculated by the cycle time of the motion of the free-piston assembly, t m , which includes the compression stroke and expansion stroke. Actually, a complete cycle is from the point that the control valve is triggered, and the pressure increases in the compression chamber. Therefore, the actual cycle time is the sum of the motion time and the pressure build-up time, t m + t b . The output power of the engine is proportional to the frequency. That is to say, the output power of the engine is related to the pressure build-up time. On the other hand, there is leakage more or less when the pressured oil flows out from the compression accumulator into the compression chamber, and there is dead volume in the connection line between the compression accumulator and the compression chamber. The longer time would increase the energy loss consumed in the dead volume. In other words, the pressure build-up time influences the energy transmitted from the compression accumulator to compression chamber; further, the pressure build-up time would influence the efficiency of the engine more or less.
3.1. Dynamic Analysis of the Free-Piston Assembly
(1) Force equilibrium equation: the pressure build-up time is related to the start movement of the free-piston assembly. Figure 3 shows the forces acting on the free-piston assembly.

Forces acting on the free-piston assembly.
Based on Newton's 2nd law, the basic law of dynamics of the free-piston assembly is given as


where
In this research, the free-piston assembly keeps still and does not move; thus,

The drive pressure pc in the compression chamber must overcome the resistance from the gas pressure, load pressure, and the static friction, and then the free-piston assembly can start to move.
(2) Pressure-flow rate of the compression chamber: the flow rate flows into the compression chamber can be described as

where

(3) Flow rate out of the compression accumulator: the discharge of the accumulator can be regarded as the adiabatic process

where C is a constant.
Differential to (6),

The flow rate out of the compression accumulator is defined as

The flow rates out of the accumulator all flow into the compression chamber, so
With (5), (8), and (9), the pressure in the compression chamber is

where pCA1 is the maximum pressure in the compression accumulator after the control valve is triggered.
The pressure in the compression chamber is related to the volume of the compression accumulator, the pressure in the accumulator, and the dead volume between the accumulator and the chamber.
(4) Static friction: the static friction is mainly from the annular flow between the three-stage axis at the end of the piston and the chamber which is used to avoid the hit between the piston and the chamber head at the end of the expansion stroke.
The friction acting on the piston when the oil flows around the piston is described as

where d is the diameter of the compression chamber. Δp is the pressure difference of the compression chamber and the right pump chamber. δ is the clearance between the chamber and the piston. L is the length of the piston. μ is the dynamic viscosity. The sign “−” denotes that the direction of the friction is opposed to the flow.
In this research, the free-piston assembly does not move; namely,

where δ1, δ2, and δ3 are the clearance of the three-stage piston.
3.2. Influence Factors on Pressure Build-Up Time
Figure 4 shows the influence of the static friction on the pressure build-up time. With the increase of the static friction, the pressure build-up time increases accordingly and the increasing gradient decreases. The static friction is due to the long contact between the piston and the chamber which is used to avoid the piston hitting the cylinder head at the end of the expansion stroke.

Influence of static friction on pressure build-up time.
Figure 5 shows the influence of the pressure in the compression accumulator on the pressure build-up time. The pressure in the load accumulator is kept at 20 MPa, and the pressure in the compression accumulator is increased gradually. The pressure build-up time decreases with the increase of the pressure in the compression accumulator. The decrease extent decreases dramatically when the pressure is below 20 MPa. When the pressure is above 20 MPa, the time is almost the same which is about 8.5 ms according to Figure 5. The relationship between the time and the pressure is similar to one branch of the hyperbola profile, which can also be deduced from (10).
Influence of pressure in compression accumulator on pressure build-up time.
Figure 6 shows the influence of the pressure in the load accumulator on the pressure build-up time. The pressure in the compression accumulator is kept at 20 MPa, and the pressure in the load accumulator is increased gradually. The pressure build-up time increases with the increase of the pressure in the load accumulator. The gradient of the curve is increasing gradually.

Influence of pressure in load accumulator on pressure build-up time.
Though the hydraulic oil is considered as incompressible in most conditions, the compressibility has influence in the dynamic process. The input flow rate is to overcome the compression of the oil and to make the free-piston assembly move. Before the free-piston assembly starts to move, the oil flows into the compression chamber just to fill the dead volume, and the oil in the compression chamber is compressed and makes the pressure increase.
Figure 7 shows the influence of the dead volume between the accumulator and the chamber on the pressure build-up time. The influence of the dead volume on the pressure build-up time is not linear; in fact, the gradient decreases with the increase of the dead volume. The flow rate flowing out of the compression accumulator fills the dead volume firstly and then flows into the compression chamber. The bigger the dead volume is, the longer the time it takes, as illustrated in Figure 7.

Influence of dead volume on pressure build-up time.
In the compression stroke, the oil flows out of the compression accumulator and makes the pressure in it decrease. The volume of the accumulator plays an important role on the pressure in it. According to Figure 5, the pressure affects the pressure build-up time. Thereby, the accumulator volume affects the time accordingly. Figure 8 shows the influence of the accumulator volume on the pressure build-up time. The pressure build-up time decreases sharply when the volume is smaller than 2 L. While the volume of the accumulator is larger than 2 L, the pressure build-up time decreases slowly with the increase of the volume. Hence to enlarge the volume of the accumulator is a good choice to shorten the pressure build-up time, but the reward is very low when the volume is larger than 2 L.

Influence of accumulator volume on pressure build-up time.
The free-piston assembly starts to move after the control valve is triggered. The specifications of the control valve, such as the operation frequency and the maximum flow rate, deserve attention.
Figures 9 and 10 illustrate the influence of the frequency and the maximum flow rate on the pressure build-up time, respectively. Both the two parameters have a positive effect on the pressure build-up time. The pressure build-up time is shortened by the increase of the frequency and the maximum flow rate of the control valve. It takes the control valve less time to supply the flow rate from zero to maximum with the increase of the operation frequency. The pressure can be built easily and rapidly. Therefore, to increase either the frequency or the maximum of the flow rate of the control valve, the pressure build-up time would be shortened. Figure 10 also tells that, when the flow rate is larger than 200 L/min, the decrease becomes slow.
Influence of frequency on pressure build-up time.
Influence of flow rate on pressure build-up time.
4. Improvements
In the above analysis, many parameters would affect the pressure build-up time. The load pressure has a negative effect on the pressure build-up time through the left pump chamber, so to reduce the load pressure when the control valve is triggered will work. Figure 11(b) shows a schematic of this idea and the valve in the red frame in Figure 11(a). Comparing Figure 11(b) with Figure 1, a two-way three-port switch valve in the red frame is installed between the load accumulator and the left pump chamber. When the control valve is triggered, the switch valve works at the left position and lets the left pump chamber be connected to the tank. Therefore the pressure in the left pump chamber is very low and can shorten the pressure build-up time, shown in Figure 12. In both conditions, the pressure comes to increase at the same point, but the free-piston assembly starts to move earlier when the left pump chamber is connected to tank. The pressure build-up time is shortened by about 3 ms by making the left pump chamber connected to tank, illustrated in Figure 12.
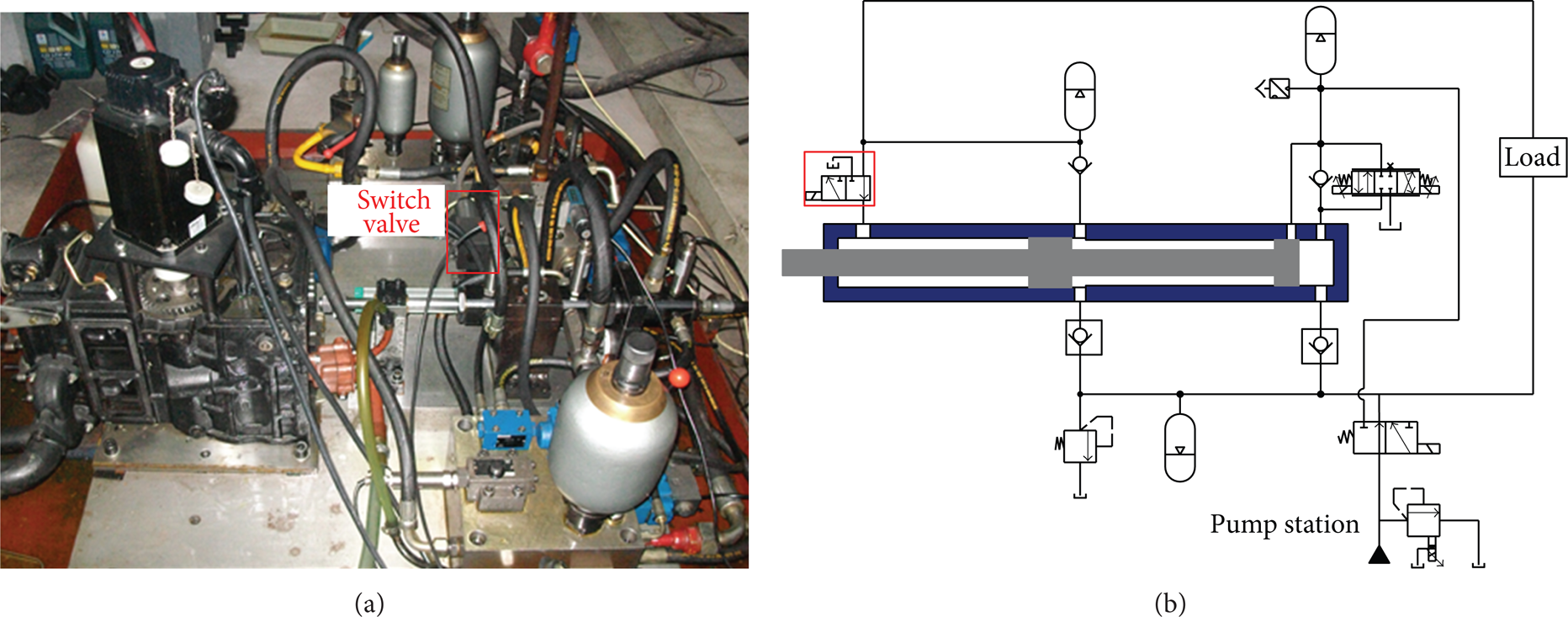
Picture of the test rig (a) and schematic of the added valve (b).

Comparison when left pump chamber is connected to tank and to load accumulator.
The static friction is mainly from the viscous friction between the piston and the chamber. Seen from (12), the static friction is proportional to the diameter, the clearance, and the pressure difference between the compression chamber and the right pump chamber. Figure 13 shows the structure of the piston and the compression chamber. The end of the free-piston assembly is a three-stage axis which is used to avoid the hit between the piston and the cylinder head at the end of the expansion stroke. The cushioning effect is good as shown in Figure 14; nevertheless, the static friction increases and results in a longer pressure build-up time. Using external components as the buffer to avoid the hit is an effective method to reduce static friction. The static friction in (3) can be reduced sharply and can be neglected compared with the load pressure and the gas pressure. Figure 15 shows the comparison between the internal and external cushions. The pressure build-up time is shortened by about 2.5 ms.
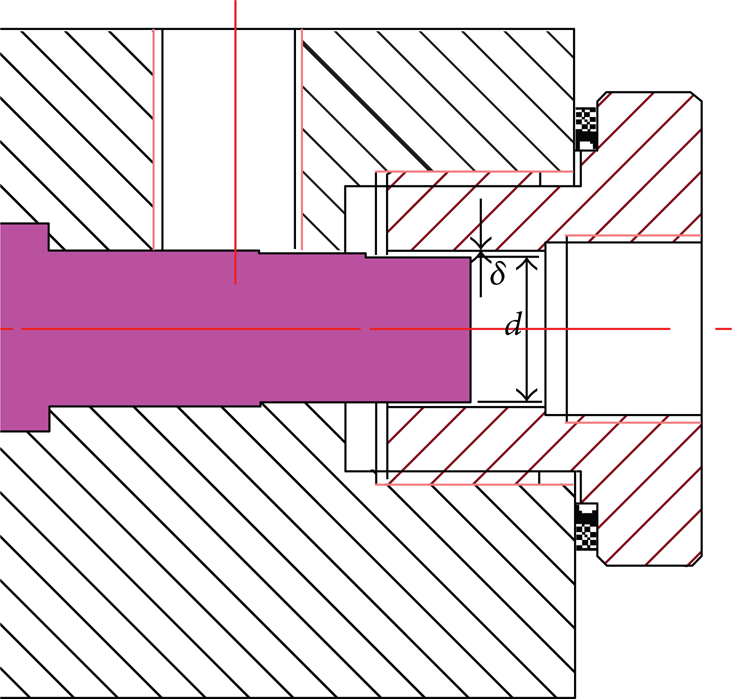
Cushion structure at the end of the free-piston assembly.

Displacement with cushion.

Comparison of using the internal and external cushions.
Figure 16 is the comparison between the original results and the improved ones. After connecting the left pump chamber to the tank and using the external buffer to the engine, the pressure in the compression chamber increases quickly, and the build-up time reduces sharply. The piston starts to move at lower compression pressure which is about 2 MPa and that of the original pressure is about 6 MPa. And this makes the piston move earlier which results in a shorter build-up time. Table 1 shows the results of the build-up time and the time being reduced in the above conditions. When the two improving methods are used, the build-up time is shortened to 2.5 ms which is only 30% of the original ones.
Comparison of the original and improved results.

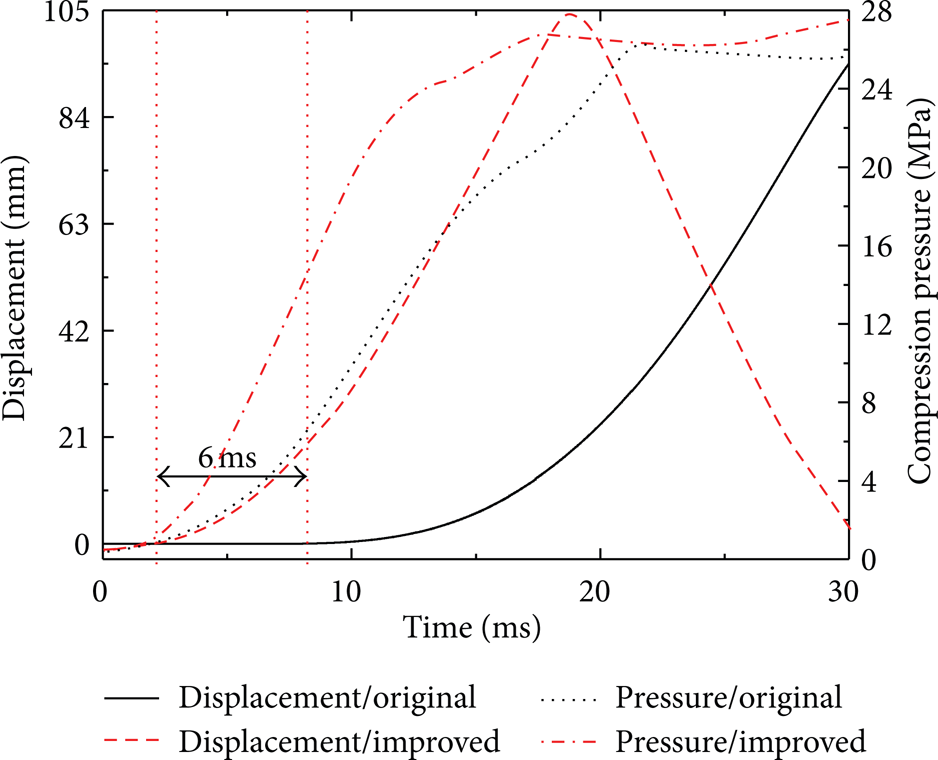
Comparison between the original and improved results.
5. Conclusions
The pressure build-up time plays an important role on the motion of the free-piston assembly and the output of the engine.
Shorter pressure build-up time can improve the operation frequency and the output power of the engine. Additionally it can reduce the energy loss and improve the efficiency of the energy conversion.
The static friction, the pressure in the load accumulator, and the dead volume between the compression accumulator and the compression chamber have negative effects on the pressure build-up time. With the increase of them, the pressure build-up time is prolonged.
The pressure in the compression accumulator, the volume of the compression accumulator, and the operation frequency and the maximum flow rate of the control valve all play a positive role on the pressure build-up time. The pressure build-up time is shortened by the increase of them.
Through installing a fast switch valve between the left pump chamber and the load accumulator and making the left pump chamber connected to tank when the control valve is triggered, the pressure build-up time can be shortened by about 3 ms. External buffer is used to substitute the internal buffer which can shorten the pressure build-up time by about 2.5 ms.
The improved results show that the build-up time can be reduced by 70% and the build-up time is only 2.5 ms.
Footnotes
Acknowledgments
The authors acknowledge the support of National Natural Science Foundation of China (Grant no.: 51275451), Science Fund for Creative Research Groups of National Natural Science Foundation of China (Grant no.: 51221004), Major State Basic Research Development Program of China (973 Program) (Grant no.: 2013CB035400), and National High Technology Research and Development Program of China (863 Program) (Grant no.: 2013AA040200).