
Abstract
Selection of appropriate operating conditions is an important attribute to pay attention for in electrical discharge machining (EDM) of steel parts. The achievement of EDM process is affected by many input parameters; therefore, the computational relations between the output responses and controllable input parameters must be known. However, the proper selection of these parameters is a complex task and it is generally made with the help of sophisticated numerical models. This study investigates the capacity of Adaptive Nero-Fuzzy Inference System (ANFIS), genetic expression programming (GEP) and artificial neural networks (ANN) in the prediction of EDM performance parameters. The datasets used in modelling study were taken from experimental study. According to the results of estimating the parameters of all models in the comparison in terms of statistical performance is sufficient, but observed that ANFIS model is slightly better than the other models.
1. Introduction
Recently, as a result of advances in technology, the use of a variety of materials with superior properties has become commonplace. Manufacturing of these materials is extremely difficult or impossible via traditional machining process; however, EDM is a mostly used process for manufacturing such parts [1]. In EDM process, material is removed rapidly and repeatedly by spark discharges across the gap between the workpiece and the tool, both of them are immersed in a dielectric. Surface roughness (R a ), material removal rate (MRR), and electrode wear ratio (EWR) are the most important output parameters from the point of efficiency and quality. Many input parameters affect these performance parameters; therefore, the appropriate selection of the input parameters is needed.
Determining the optimum process parameters is important in terms of increasing the surface quality, reducing the processing time, and the tools wear [2]. But metal removal process in EDM has a nonlinear, randomness, and time varying properties [3]. EDM process is requiring much skill or effort but it has a quite complex mechanism and its mechanism is still not exactly understood. The application area of EDM process is limited due to its disadvantages such as lower productivity, a high specific energy consumption, and longer processing time. To create a model that can predict EDM performance by using input parameters with high accuracy is very difficult. However, a quantitative relationship between the performance parameters and controllable input parameters is often needed in EDM. Mathematical models help to know the effects of different process variables on the output performances and enhance the operating performance by applying some of the theoretical outcomes [4]. Therefore, researches are concentrating on the optimization and the process modeling of EDM in order to develop the productivity and finishing capability in last decades. Some regression methods have been applied for modelling the EDM process [5]. Because of the advantages of the artificial intelligence systems, many researchers studied to find the relationships between input and output parameters in EDM process by using soft computing techniques.
Indurkhya and Rajurkar [6] presented an ANN model. MRR and surface roughness estimating capability of different ANN algorithms were investigated by Tsai and Wang [7, 8]. Lin et al. investigated the grey relational analysis based on an orthogonal array and fuzzy-based Taguchi method for optimizing the EDM process [9]. A hybrid ANN and GA methodology to modeling and optimization of EDM were used by Wang et al. [10]. An artificial feed forward NN based on the Levenberg-Marquardt backpropagation technique was developed to estimate the MRR by Panda and Bhoi [11]. For the selection of EDM process parameters, Yilmaz et al. developed a fuzzy logic-based system [12]. Mandal et al. used an ANN and backpropagation algorithm for modelling and optimizing the EDM process [2]. Salman and Kayacan developed a model between EDM inputs and R a by using GEP [13]. Rao et al. developed a hybrid model using ANN and GA for modelling and optimization of surface roughness (R a ) in EDM [14]. Maji and Pratihar used (ANFIS) to establish input-output relationships of an electrical discharge machining both in forward as well as reverse directions in 2010 [15]. Joshi and Pande reported an intelligent approach for process modelling and optimization of (EDM) [16]. Though many modelling studies for EDM process have been done until now, these models are based on several assumptions and they cannot be generalized to all conditions; therefore, modelling studies will go on in the future.
However, a comprehensive study to compare the performances of GEP, ANN, and ANFIS for modelling of important EDM performances is still missing. The aim of this study is to compare the mostly used soft computing techniques which are ANN, ANFIS, and GEP in prediction accuracy of the EDM process. In this study, soft computing techniques are applied on the outcomes of experimental works. Discharge current, pulse on-time, and pulse off-time were taken as input parameters and surface roughness, electrode wear ratio, and material removal rate are taken as the output parameters. Using the experimental dataset, ANFIS, ANN, and GEP models are developed and then their performances were compared.
2. Experimental Studies
The die sinking EDM machine (Furkan Model M50A) with servo head (constant gap) is used to conduct the experiments. Twelve mm depth blind holes were formed using different parameters. Electrode was copper with 20 mm diameters and dielectric liquid was kerosene. During the experiments, pulse off-time (T off ), pulse on-time (T on ), and discharge currents (I) were taken as variable parameters. Gap voltage, flushing pressure, and polarity were kept constant. Values of these parameters are shown in Table 1. The work material used in this study was DIN 1.2080 tool steel. The dimension of the work material was 60 mm in diameter and 30 mm in height.
Machining conditions in EDM.

Machining performances of EDM are influenced be various process parameters and these parameters can be varied in each stage of EDM. Selection of variable and constant input parameters is based on work experience, handbook values, and researchers' reports [17–19]. General EDM performances parameters are surface roughness, MRR, and EWR except for the electrode material type and dielectric fluid [17].
MRR in EDM is an important factor to estimate the time of finishing the machined part. MRR in EDM process is an important factor because of its vital effect on the industrial economy. MRR is commonly described as material volume per min (mm3/min) and calculated as the removed mass from the workpiece material during the machining by dividing into the machining time and density of workpiece. MRR value is calculated from the following equation:

where W i = initial mass of workpiece material (g), W f = final mass of workpiece material (g), t = operating time (min), and ρ = density of workpiece (g/mm3). Accuracy of the product size is influenced by electrode wear and therefore much research is being done to minimize electrode wear. Minimum discharge current gives minimum electrode wear but in that case MRR will decrease. Conversely the high current gives a high MRR with high electrode wear. Completely elimination of electrode wear is not possible, but it can be reduced by selecting optimum settings of input parameters. The ratio of loss weight of the electrode to the loss weight of workpiece material is defined as EWR and mostly expressed as a percentage as

One of the most important quality parameters of the EDM process is workpiece surface roughness. Average surface roughness (R a ) among the various amplitude parameters is mostly used in EDM process. In this study, in order to measure surface roughness values of machined samples, Mahr stylus instrument (MarSurf XR 20 with GD 25) available was used. Experimental results of three performances and prediction of all models are given at Tables 13–17.
3. Modelling Study
The artificial intelligence approaches have lately emerged as promising for developing a useful model for the complex systems. The purpose of this study is to present a proficient and incorporated approach to establish a model that can accurately predict the performances of EDM process by correlating the input parameters. Therefore, the well-known soft computing methods such as ANFIS, GEP, and ANN were compared for predicting performances. Thus the precision, efficiency, and quality of EDM process can be improved by choosing the best model.
3.1. Development of Genetic Programming (GP) Models
GP is an artificial intelligence method which has many application areas like engineering, science, and industrial and mechanical models [20–22]. GP proffers a solution as a result of the evolution of computer programs by using natural selection methods. Genetic programming (GP) was developed by Koza [23]. GP is a propagation of the traditional genetic algorithm (GA). Ferreira invented an evolutionary algorithm called gene expression programming (GEP) to predict mathematical models by using experimental data in 2001 [24]. GEP includes simple linear chromosomes of fixed length like that used in GA and forked forms of various sizes and shapes similar to the parse trees of GP [25].
In this study GeneXproTools 4.0 program was used to develop mathematical models which are used to estimate MRR, EWR, and R a values. Primarily the chromosomes of a number of individuals are produced fortuitously in the GEP process. Then the chromosomes are stated as expression trees (ETs), evaluated based on a fitness function, and selected by fitness to reproduce with modification by means of genetic operations. The new generation of solutions experiences the same process and the process is repeated until the stop condition is fulfilled. The fittest individual is used as the final solution [26].
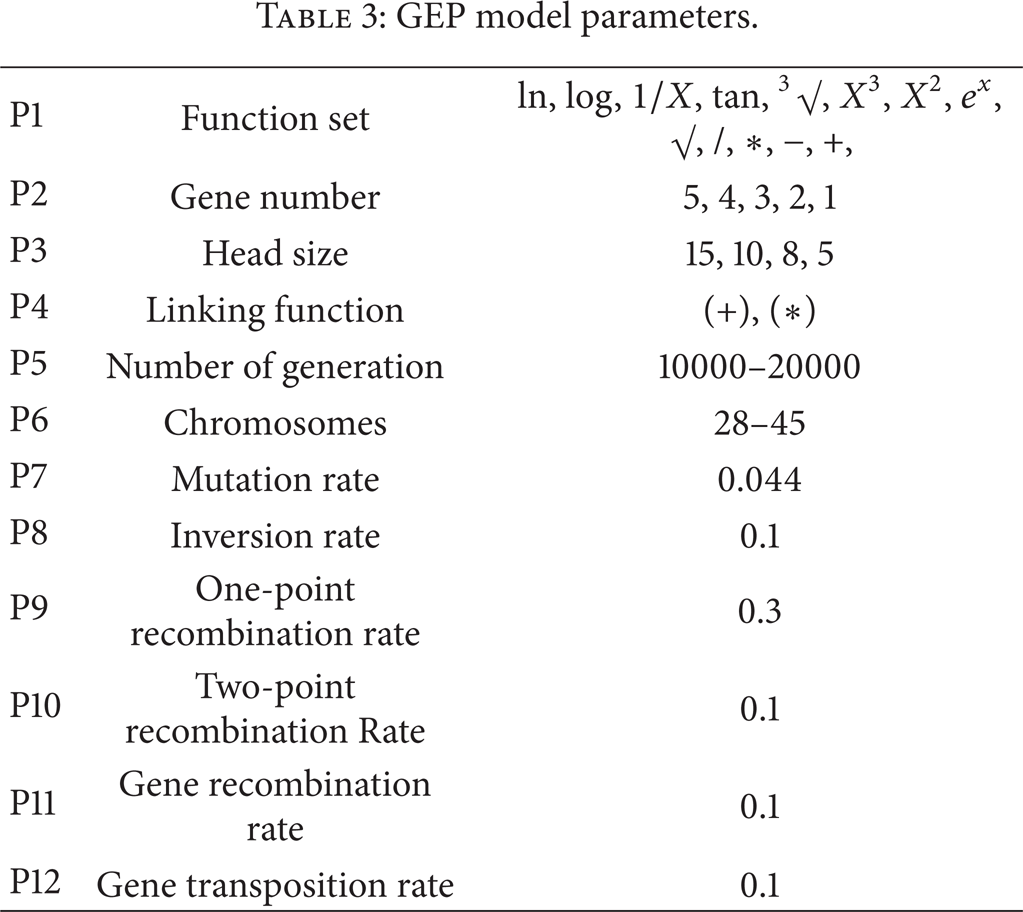
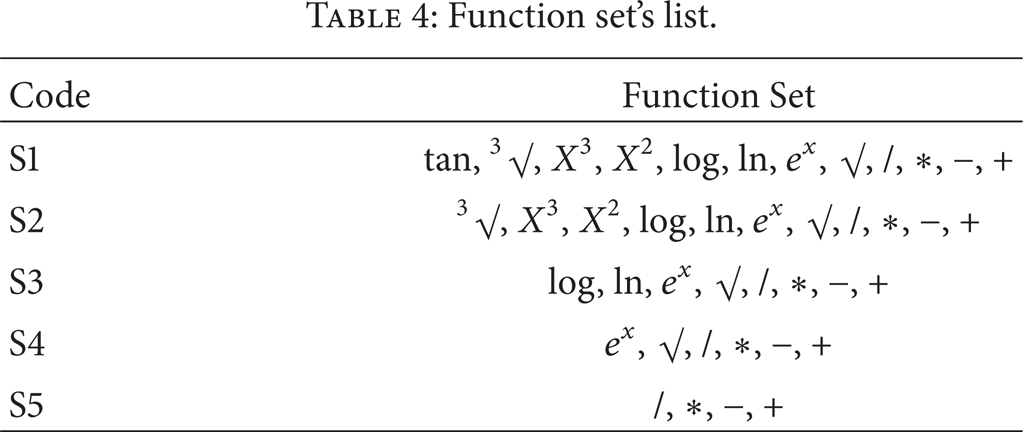
Experimental parameters and their ranges are shown in Table 2, and parameters which are used for construction of GEP models are specified in Table 3. The list of function set is presented in Table 4. The data obtained from experimental study is separated into two parts as training and test sets to find out explicit formulations. The results of GEP models obtained from different combinations are presented in Table 5. Longer computational time was needed for training all of these combinations. Hence a subset of these combinations was chosen to analyse the GEP performance's algorithm for estimating the MRR, EWR, and R a . The optimal settings obtained from GEP models are shown as bold in Table 5. Consequently, these optimal settings are used for the estimation of all performances.
Input and output parameters of GEP models.

GEP model parameters.
Function set's list.
The results obtained from GEP models.

In this study three statistical parameters were used for measuring performance of GEP models. They are coefficient of correlation (R2), mean square error (MSE), and mean absolute error (MAE). Table 6 shows the best statistical results obtained from GEP formulation.
Best statistical results obtained from GEP formulation.

Test and training datasets used for construction of all models are selected randomly. Regarding the MRR, EWR, and R a formulation, 30 training data and 10 test data were used. The offered GP formulations must be suitable range as remarked in Table 2. The formulations resulting from training values are checked by test values. The GEP modelling results in the expression tree form are presented in Figures 1, 2, and 3 which correspond to the following equations:

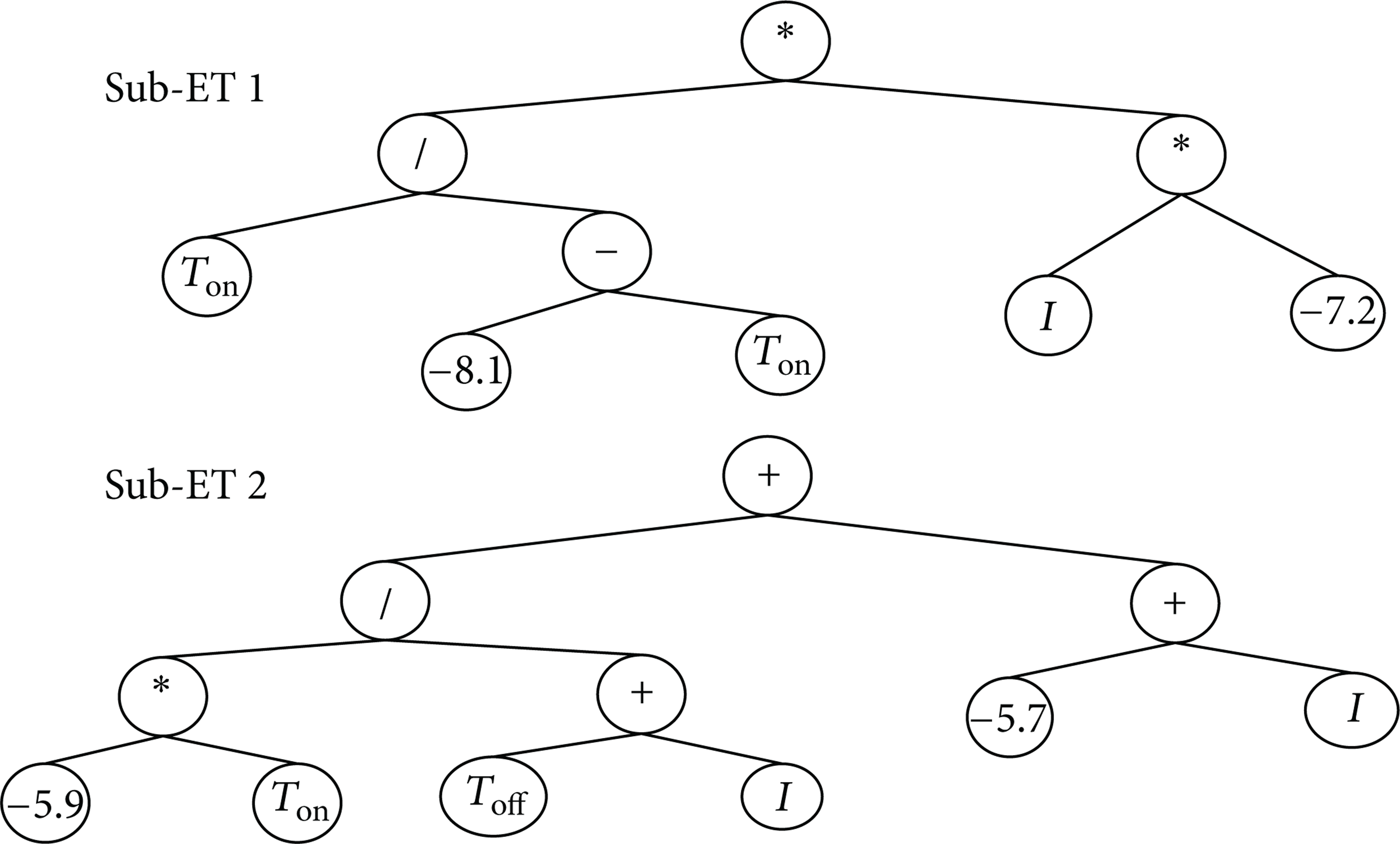
Expression tree for MRR.

Expression tree for EWR.

Expression tree for R a .
3.2. Development of Artificial Neural Networks (ANN) Models
An artificial neural network is a model which runs like a human brain by using many neurons consecutively. The network collects information by a learning process [26]. Complex problems whose analytical or numerical solutions are difficult to be obtained and can be solved by utilizing adaptive learning ability of neural networks [27]. Neural networks are generally classified according to their network topology (i.e., feedback or feedforward) and learning or training algorithms (i.e., supervised or unsupervised). Multilayer perceptron (MLP) which is the most common neural network model is a feedforward neural network with one or more hidden layers [28]. MLP is a supervised type network as it needs a desired output to learn. The main advantage of MLP is that it is easy to use and its capability of approximating arbitrary functions in terms of mapping abilities. The requirement of longer training time and lots of training data (typically three times more training samples than network weights) are the main disadvantages.
Normally, the network consists of an input layer of source neurons, at least one middle layer or hidden layer of computational neurons, and an output layer of computational neurons. A multilayer perceptron with one hidden layers is shown in Figure 4. Each layer in a multilayer neural network has its own specific function. The function of input layer is accepting the input signals from environment and redistributing these signals to each neuron in the hidden layer. The function of output layer is receiving the output signals from the hidden layer and creating the output model of the entire network. Neurons in the hidden layer perceive the features; the weights of the neurons represent the features hidden in the input patterns. These features are then used for determining the output pattern by the output layer.

Three-layered feed forward neural network topology.
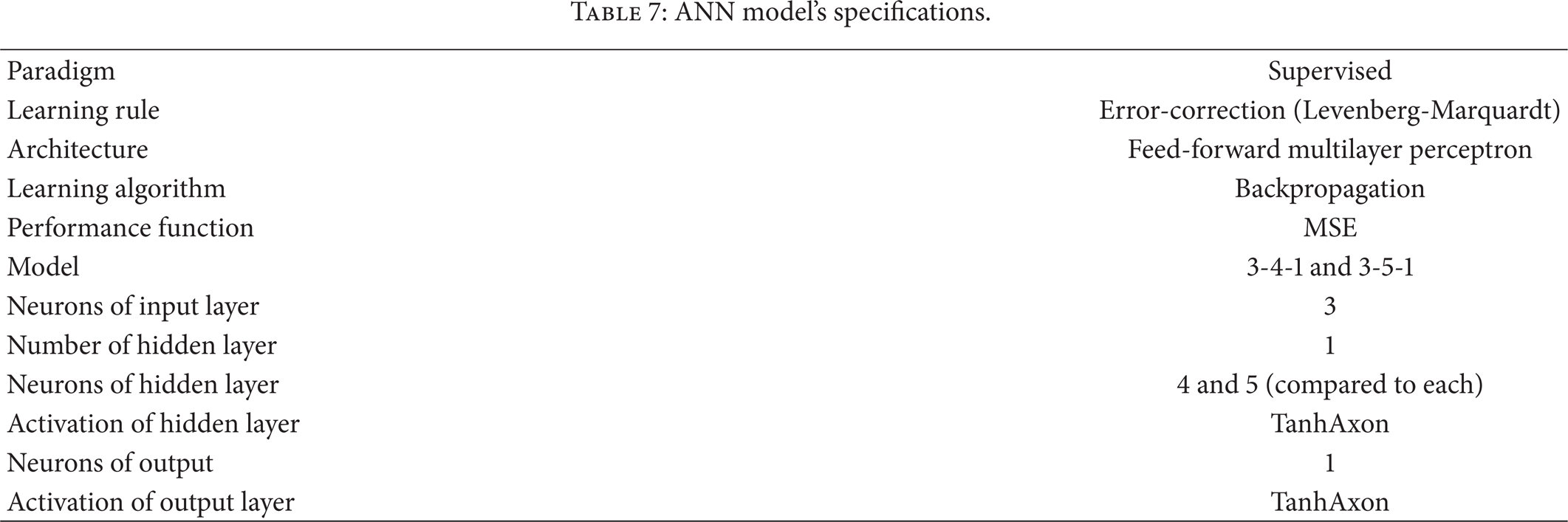
In this study, an ANN model was designed in MATLAB (version 7.0) environment. This developed ANN model's specifications are listed in Table 7. The developed ANN model consists of one input layer, one hidden layer, and one output layer. The inputs to be used in the ANN are the same as the ones in GEP models.
ANN model's specifications.
Firstly training and test data sets were created, and then the best structure of MLP for this application was developed by training of different types of transfer and output functions for layers and also different numbers of hidden layers and its neurons were developed as well, and at the end, the neural network model was established by comparing the network prediction to validation data (10% of the data). In this study, the neuron numbers in the hidden layer were used as a main parameter to obtain the best ANN structure. Therefore, they were changed until achieving the minimum mean squared error. Regarding the MRR, EWR, and R a formulation, 30 training, 4 validation, and 6 tests data were used as training and test sets. From this trial and error study, TanhAxon function was found tobe the most compatible one for the hidden layer and output layer in all tested ANN models. TanhAxon squashes the range of each neuron in the layer to between −1 and 1. Such nonlinear elements provide a network with the ability to make soft decisions. The output of the jth neuron after activation can be evaluated by using following equation:

Before training ANN, input data set was scaled between 0 and 1 for normalization. There are a variety of practical reasons why standardizing the inputs can make training faster and reduce the chances of getting stuck in local optima. Normalization was done by using following equation;

where UNor is the normalized value, Uactual is the actual value obtained from experiment, Umax is the maximum observation value of the data set. The normalized data set was then used as inputs to ANN.
Statistical parameters of ANN models are presented in Tables 8 and 9, where; R2, MSE, and MAE correspond to the coefficient of correlation, mean square error and the mean absolute error. Table 8 shows the performances of the best ANN models for training phase. Table 9 shows the performances of the best ANN models for test data which consists of test and validation data. The patterns used in test and training sets are selected in systematic randomly. It seems that the network with 5 neurons in its hidden layer has better performance than the network with 4 neurons in its hidden layer for all training phases. On the other hand, though, the former has better performance for MMR and EWR test data, and the latter has showed better performance for R a test data.
Statistical values of the best results of ANN modelling for training data.

Statistical values of the best results of ANN modelling for test data.

3.3. Development of Adaptive Nero-Fuzzy Inference System (ANFIS) Models
Fuzzy logic (FL) and neural networks (NN) supply two different methodologies to achieve an appropriate solution for uncertainty. Appropriate hybridization of fuzzy logic and neural networks technologies lead to overcoming the weakness of one with the strength of the other and so provide efficient solution to a range of problems belonging to different domains. A specific approach in Neuro-Fuzzy development is the Adaptive Neuro-Fuzzy Inference System (ANFIS) [29–31]. The ANFIS learning method works similarly to the neural networks' one. In ANFIS system, membership functions parameters are adjusted using either a backpropagation algorithm alone or in combination with a least squares type of method by using a given input/output data set. This adjustment allows your fuzzy systems to learn from the data from modelling [29].
Figure 5 shows a typical ANFIS architecture with two inputs (x and y), the linguistic labels (A1, A2, B1, and B2) associated with this node function, the normalized firing strengths (W i ), and the node label (Π). ANFIS is a Sugeno-type fuzzy system in five-layered feed-forward network structure. A fuzzification process is performed in the first layer, the second layer is the rule layer, and each neuron in this layer corresponds to a single Sugeno-type fuzzy rule. The membership functions (MFs) are normalized in the third layer. The fourth layer is defuzzification layer where the consequent parts of the rules are executed. The fifth layer computes the overall ANFIS output as the summation of all input signals [32].

A typical ANFIS architecture [29].
In this study, to build an ANFIS model and to predict the MRR, EWR, and R a , the Adaptive Nero-Fuzzy Inference System (ANFIS) editor of MATLAB was used. The toolbox helps you to create fuzzy systems by using a backpropagation algorithm alone or in combination with a least squares method. Training and testing data set used in ANFIS models are the same as those used in ANN and GEP models. Here, testing data set was used as a checking data set. A checking data set is employed for verifying the ANFIS model generalization capabilities, except for training set. An initial FIS for training of ANFIS implementing subtractive clustering on the input/output data given is created by the model. A fast identification of parameters is obtained by using the hybrid learning algorithm so the necessary time to approach the convergence is reduced.
A membership function (MF) is a curve that defines how each point in the input space is mapped to a membership value (or degree of membership) between 0 and 1. The ANFIS toolbox includes 11 built-in membership function types: trimf, trapmf, gauss, bell, and so forth. The number of membership functions, MFs, and the type of input and output membership functions are chosen in the toolbox. In this study, due to their smoothness and concise notation, Gaussian and bell membership functions were chosen for inputs. The numbers of MFs were changed from 3-3-3 to 6-6-6. It means that 64 × 2 = 128 tries were carried out for each performance parameter. MF type was selected linear as the output membership function and epoch number was taken as 100.
Tables 10 and 11 show statistically the performances of the best ANFIS models that have Gaussian and bell membership functions for training and test phase, respectively. After training and testing, the number of MFs was fixed for each input variable, when the ANFIS model reaches the more acceptable satisfactory level at gauss MFs. For the best models, ANFIS architectures are illustrated in Table 12.
Statistical values of the best results of ANFIS modelling for training data.

Statistical values of the best results of ANFIS modelling for testing data.

ANFIS architecture and training parameters.

Statistical values of MRR modelling for training and testing sets.

Statistical values of EWR modelling for training and testing sets.

Statistical values of R a modelling for training and testing sets.

Training evaluation values of electrode wear rate (EWR).

Test values of electrode wear ratio (EWR).

4. Results and Discussion
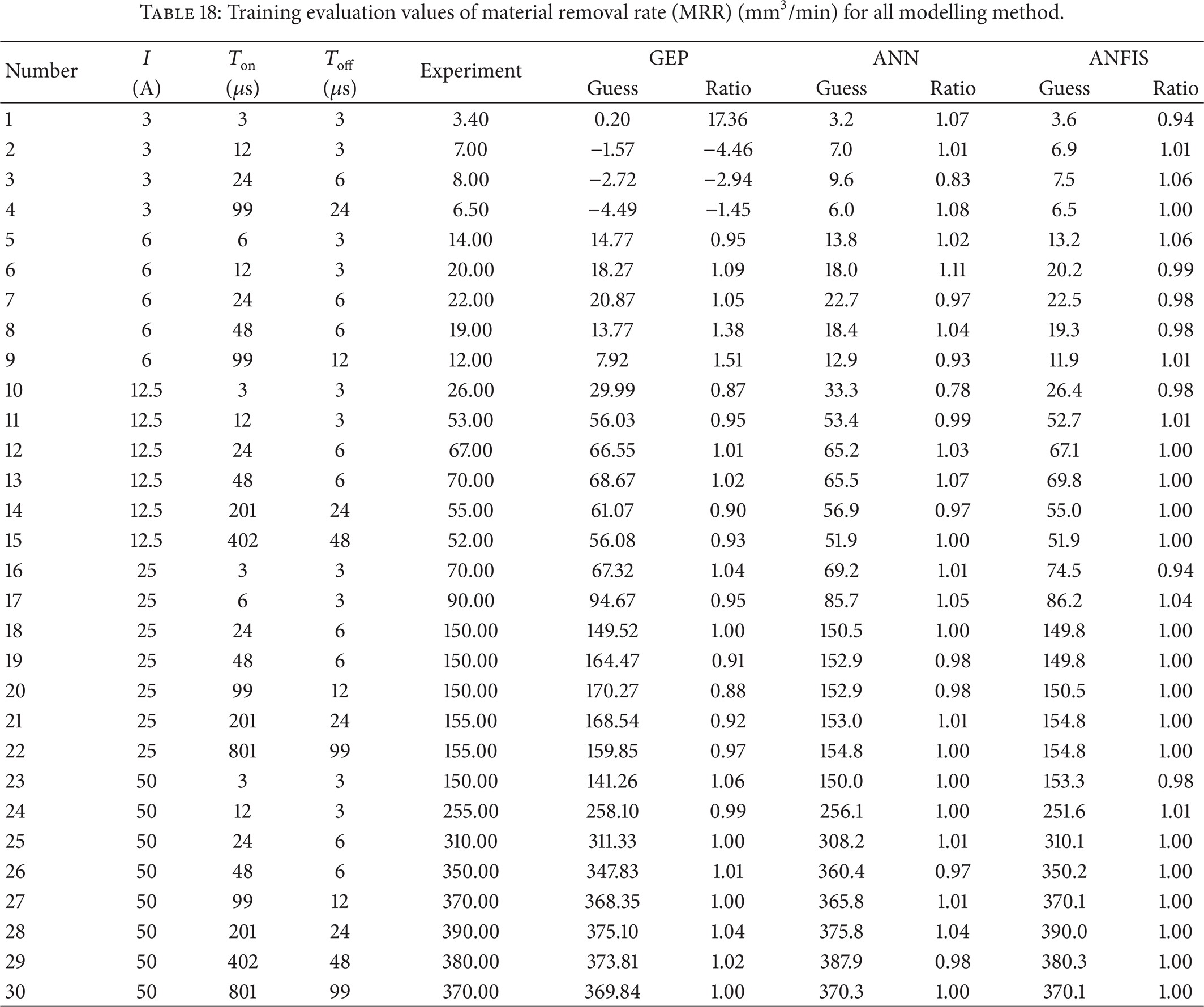
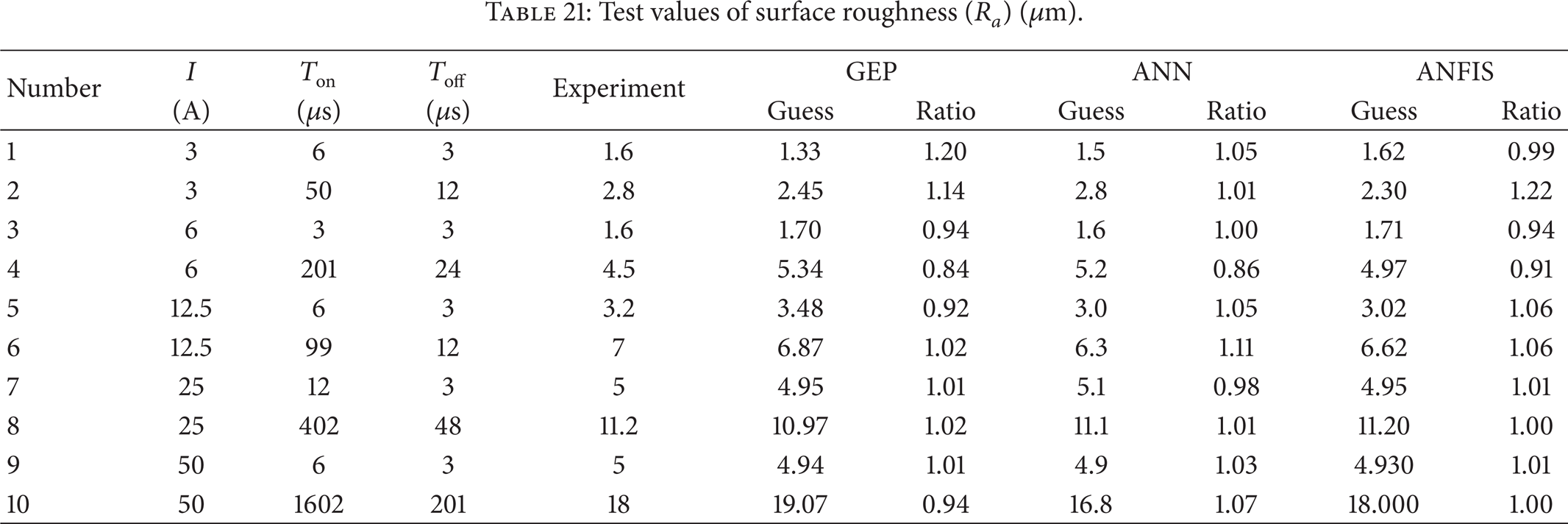
The results obtained from the modelling and experimental studies are compared in this section. Experimental data are illustrated experiment, and data obtained from modelling studies are illustrated as guess value at Tables 16–21. Training data sets for MRR, EWR, and R a responses are given at Tables 16, 18, and 20 and testing data are given at Tables 17, 19, and 21, respectively. Ratio means rate of the experimental data to the predicted value obtained from modelling study. Estimation capabilities of all artificial models for each experimental data can be evaluated as quantitatively with the help of ratio values.
Training evaluation values of material removal rate (MRR) (mm3/min) for all modelling method.
Test values of material removal rate (MRR) (mm3/min).

Training values of surface roughness (R a ) (μm).

Test values of surface roughness (R a ) (μm).
Comparisons of the training performances and testing performances of all models with the experimental equivalents are given as graphically in Figures 6 and 7. As shown in these figures, there is a little deviation between the real and predicted values. It means that all of these models can predict accurately and satisfactorily EDM performances by learning complex relationship between the input and output parameters.

Comparisons of training performance of all methods for (a) MRR, (b) EWR, and (c) R a prediction.
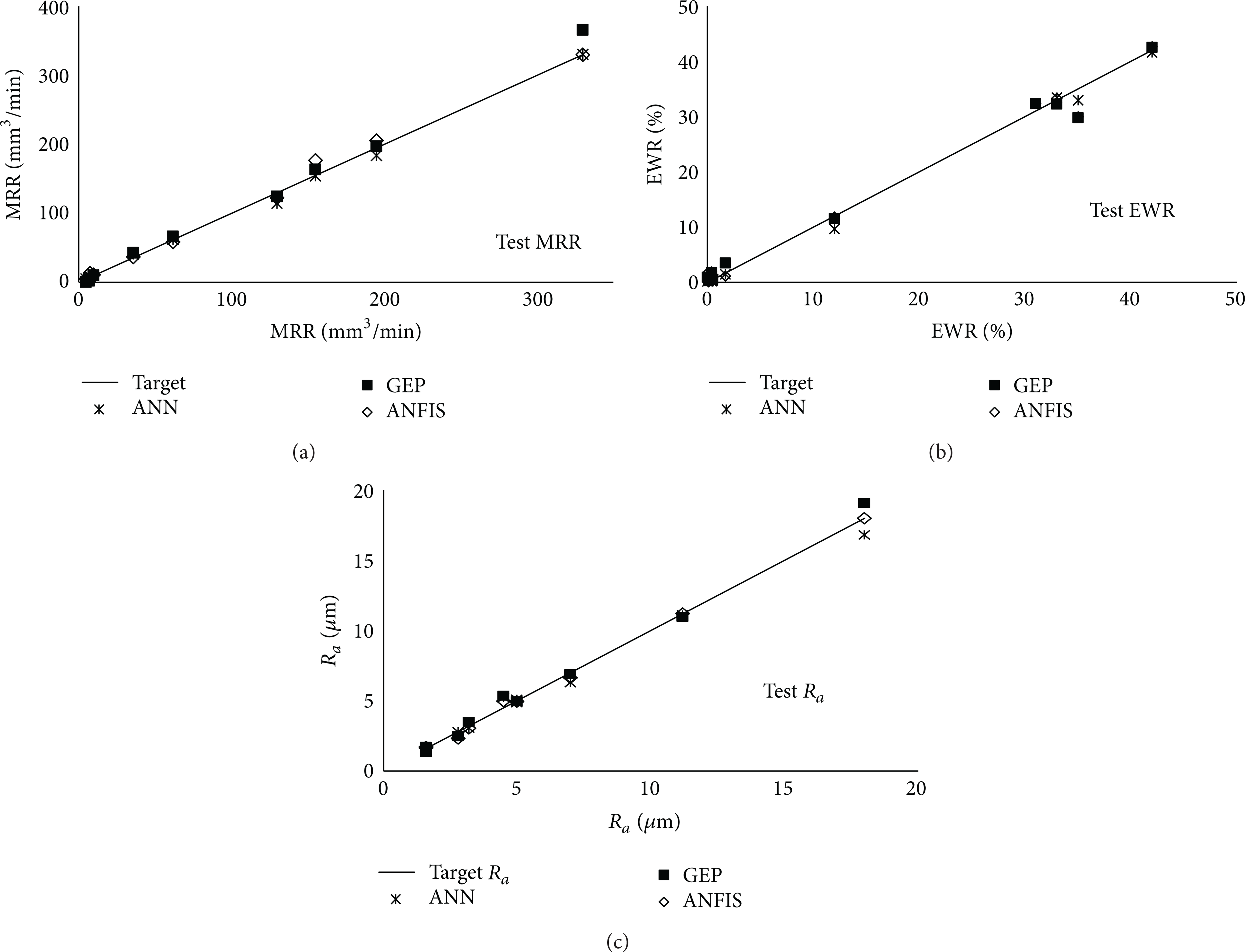
Comparisons of testing performance of all methods for (a) MRR, (b) EWR, and (c) R a prediction.
MSE, MAE, and R2 values are used to compare statistically the created models. Statistical performances of MRR, EWR, and R a modelling for training and testing sets are given at Tables 13, 14, and 15, respectively. Although the ANFIS model is very successful in training (R2 = 0.9999, MAE = 0.701, and MSE = 1.985), the ANN model is better in prediction of MRR (R2 = 0.9982, MAE = 3.7595, and MSE = 27.7457) (Table 13). For EWR modelling, the ANN model is more successful in training than the ANFIS model but the ANFIS model is slightly better in prediction of EWR than the ANN model (Table 14). The ANFIS model is the best for training and prediction of R a in all models (Table 15).
GEP model is less successful compared with other models. In prediction of EWR and R a , the ANFIS model is the best as shown in Tables 13 and 14. All models are better in prediction of R a than MRR. The differences between the ANN and the ANFIS results in terms of R2, MSE, and MAE, are very close, so that both models may be accepted as successful. However, the ANFIS model is slightly better than the ANN and the GEP model.
5. Conclusion
In this paper, a comprehensive study to compare the performances of GEP, ANN, and ANFIS approaches on modelling of important EDM performances was realized. Three basic parameters discharge current (I), pulse on-time (T on ), and pulse off-time (T off ) were input parameters while material removing rate (MRR), electrode wear ratio (EWR), and surface roughness (R a ) were the output parameters. A series of experiments was carried out using DIN 1.2080 tool steel and copper electrode. The data set obtained from experimental study was used to develop mathematical models.
The results show that all approaches are successful for prediction of EDM performances by learning complex relationship between the input and output parameters in terms of statistical parameters.
GEP model was less successful among others; however, it has a simple and explicit mathematical formulation.
The results produced by both ANN and ANFIS models also present relatively good level of accuracy. However, the ANFIS model is slightly more successful than the ANN model.
Modeling of R a is more efficient compared to other EDM performances.
Using of MLP with back-propagation learning algorithm (while it has one hidden layer, TanhAxon, and 5 neurons) is successful for modelling EDM performances.
Selection of gauss MFs type gives better results than the others MFs types for modelling of EDM performances by using ANFIS method.
Footnotes
Acknowledgment
The authors would like to thank the Scientific Research Projects (BAP) Unit of Gaziantep University for supporting this study.