
Abstract
Recycled needle punched jute fiber mats as a first natural fiber reinforcement system and these jute mats used as a core needle punched with recycled jute fabric cloths as skin layers as a second natural fiber reinforcement system were used for unsaturated polyester matrix composites via modifying the hand lay-up technique with resin preimpregnation into the jute fiber in vacuum. The effect of skin jute fabric on the tensile and bending properties of jute mat composites was investigated for different fiber weight contents. Moreover, the notch sensitivity of these composites was also compared by using the characteristic distance d o calculated by Finite Element Method (FEM). The results showed that the tensile and flexural properties of jute mat composites increased by increasing the fiber weight content and by adding the jute fabric as skin layers. On the other hand, by adding the skins, the characteristic distance decreased and, therefore, the notch sensitivity of the composites increased. The fracture behavior investigated by SEM showed that extensive fiber pull-out mechanism was revealed at the tension side of jute mat composites under the bending load and by adding the jute cloth, the failure mode of jute mat was changed to fiber bridge mechanism.
1. Introduction
In recent years, there has been an environmental awareness focused the attention to use the natural fibers as reinforcements for the polymeric matrix due to the environmental advantages. Ecological concern and global warming have initiated a considerable interest in using natural materials to produce green products and reduce anthropogenic carbon dioxide emissions by all possible means and as written in “Kyoto Protocol”, worldwide movement is turned to CO2 reduction [1]. Moreover, the strict environmental regulations have faced the composite industry to find alternatively ecofriendly reinforcements and resin systems to produce environmentally friendly composite materials. The application of natural composites is being targeted in various fields due to the environmental and economical benefits which could be used in automotive industry as interior parts and in constructions sector such as walls and roofs. Plant fibers are very attractive for composite materials due to the considerable characteristics of these fibers, such as biodegradability, abundance, renewability, low cost, low specific gravity, high specific strength, and so forth. However certain drawbacks, such as incompatibility with the hydrophobic polymer matrices, the tendency to form aggregates during processing, and poor resistance to moisture absorption, reduce significantly the mechanical properties of the natural fibers reinforced composite materials [2–4].
Among all the natural fibers, jute fiber appears to be a promising fiber and constitutes large area of investigation due to its good mechanical properties compared with other natural fibers, such as sisal, coir, and ramie [2]. Several authors have studied the continuous jute fiber composites from different aspects, for example, mechanical properties [5–10], the effect of fiber treatments on mechanical properties [7–10], dynamic mechanical properties [11], physical properties [6], and processing and microstructures [12]. Moreover, some authors have studied the mechanical properties, dynamic properties, and the effect of fiber treatments for short jute fiber reinforced thermoplastics matrices composite materials manufactured by injection molding technique [13–15] and by continuous extrusion compounding [16].
Despite the fact that natural fibers possess relatively good mechanical properties, their inherent variability, poor wet ability, and adhesion with many polymer matrices lead to composites whose mechanical properties are low if compared to synthetic fiber composites. However these drawbacks can be solved either by a proper combination of reinforcements, that is, hybridization [17, 18], or by physical and chemical treatments of the fibers as reported in the literature [9, 10].
Concern for the environment, both in terms of limiting the use of finite resources and the need to manage waste disposal, has led to increasing pressure to recycle materials at the end of their useful life. As well known, the jute bags at the end of their longevity will be as waste materials; moreover the remaining short slivers of jute fibers yielded from the jute cloth fabrication are not yet reused efficiently.
Therefore, in this research the used jute bags were recycled by mincing them and mingled with short jute slivers to produce jute mats. These jute mats were produced by applying slightly compressive load on short jute fibers to be packed together in the form of mat and then needle punched. These jute mats can also be used as a core and the skin is jute mat needle punched with recycled jute woven fabric cloths as natural hybrid reinforcements which can be called jute fabric/jute mat. This structure is sandwich structure whose skins are jute mat needle punched with recycled jute woven fabric cloths and jute mats were inserted in between to increase the fiber weight content of this structure.
Hand lay-up technique is the oldest and common technique for fabrication of fibers reinforced polymer composite materials. This is due to the good mechanical properties specifically the fatigue properties that can be obtained by this method [19–21]. However, according to the best knowledge of this paper’ authors, no research was reported about the fabrication of short jute fibers polymeric composites via the hand lay-up method. The entrapped air bubbles are too difficult to be removed from the jute mat during the conventional hand lay-up technique, because the jute mat is usually thick and incoherent.
In this research, a modified hand lay-up technique was introduced to the composites with the same fabrication procedure of the conventional hand lay-up technique being used after primary resin impregnation into the jute fabrics in vacuum conditions. The aim of the suggested simple modification is to improve the impregnation of resin throughout the jute and the suggested method is called preimpregnation hand lay-up technique. The effect of skin jute fabric on the tensile and bending properties of jute mat composites was investigated for different fiber weight contents. Moreover, drilled holes in composite structure are necessary to facilitate bolting or riveting to assemble the composite parts that constitute a mechanical structure. Thence, the notch sensitivity of these composites was also investigated by studying the effect of different ratios of the specimen width, W, to the notch diameter (D = 10.2 mm) with
2. Experimental Procedure
2.1. Materials
Two systems of reinforcements were prepared by Yano Co. LTD, Japan. The first one is needle punched jute fiber mats consisting of 50% jute slivers and 50% recycled jute as shown in Figure 1(a) and one jute mat layer represents the lowest fiber weight content which increases by adding another jute mat layer and so on. The second type of reinforcement is a sandwich structure whose skins are jute mat needle punched with recycled plain jute woven fabric cloths (1/1) and jute mats being inserted in between to increase the fiber weight content of this structure as shown in Figure 1(b). Unsaturated polyester, Rigorac, was obtained from Showa Denko K. K., Japan, and the curing agent is Methyl ethyl ketone peroxide (PERMEK N) obtained from NOF Corporation, Japan.

Schematics of reinforcement systems (a) jute fiber mat and (b) jute fabric/jute mat.
2.2. Preparation of the Composite
Jute fabrics were dried for 6 h at 100°C and were completely submerged in unsaturated polyester resin. The next step which differentiates the modified technique over the conventional technique is that the jute fabrics were degassed in a vacuum for 20 minutes at room temperature to remove the entrapped air bubbles. After that, the jute fabrics were cured under a pressure of about 50 kg/cm2 at room temperature for 24 h with the presence of a 6 mm spacer to produce the composite on the same thickness for different fiber contents. The composite was then postcured at 100°C for 2 h and finally it was allowed to cool naturally to room temperature for about 30 minutes. Jute fabric/jute mat composite panels were prepared with different fiber weight contents (26, 36, and 46 wt%) and the specimens of required dimensions were cut and used for testing. For comparison, the same procedure was applied to fabricate the jute mat composites without skin layers with 11, 14, 22, and 32 wt%, and the details were mentioned in [22]. Fiber weight content was determined simply by determining the weight of the reinforcement after drying directly and the weight of the composites after postcure process and dividing the weight of reinforcement by the weight of the composites. The abbreviations of the two composite systems are JMC for jute mat composites and JFJMC for jute fabric/jute mat composites.
2.3. Mechanical Characterization
2.3.1. Tensile Test
Tensile properties were determined according to ASTM D 3093/D3039 M standard with sample dimensions of 250 × 25 × 6 mm using aluminum taps of 1 mm thickness to prevent gripping damage. The measurements were done using a universal Instron testing machine (Model 55 R 4206, Japan) at a crosshead speed of 1 mm/min. at room temperature.
2.3.2. Flexural Test
Three-point bending test was also done using the same machine according to ASTM D 790-03 at a crosshead speed of 1 mm/min, with sample dimensions of 140 × 18 × 6 mm and the span to depth ratio was 16 : 1 and three testing specimens were prepared for different fiber weight contents.
The flexural strength (σ f ) was calculated using

where P is the load (N), L is the length of support span (mm), b is the specimen width (mm), and d is the specimen thickness (mm). The flexural modulus (E f ) was calculated using

where m is the slope of the initial straight line portion of the load-deflection curve.
2.3.3. FEM Analysis
For the notched specimens, the hole diameter was D = 10.2 mm with different specimen widths with different W/D ratios (1.7, 2.3, and 3.0) and the drilling was carried out on wooden plates to avoid delamination during the drilling. The characteristic distance was calculated using the maximum load and the material constant, that is, the modulus, by using 2D plane element (Marc) for the analysis of the stress distribution around the hole assuming that the materials are isotropic with Poisson's ratio being equal to 0.3.
Three testing specimens were prepared for each test for different fiber weight contents and for the notched specimens and the fracture behavior of the composites for the different mechanical tests was studied using Scanning Electron Microscope (SEM) (JEOL-5200).
3. Results and Discussions
3.1. Tensile Properties of the Composites
Stress-strain curves for both types of the composites for different fiber weight contents compared to the neat resin are shown in Figure 2. It can be observed that JMC without the skin layers exhibit linear response as shown in Figure 2(a), while the composites with the skin layers exhibit linear at low strain and a change in slope is observed at high load as shown in Figure 2(b). During the initial loading, the jute fiber cloth as skin layers shares the load and so the stress-strain curves are linear at low strain and when the strain of the composites reaches the jute fiber mat failure strain, a change in slope takes place as shown in Figure 2(b) compared to Figure 2(a). Moreover, it can also be observed that as the fiber weight content increases, the tensile strength and young's modulus of the JMC increases and the improvement starts at 14 wt% compared to those of the neat resin as shown Table 1. The effect of fiber weight content on the tensile strength and young's modulus of JMC and JFJMC is indicated in Figures 3(a) and 3(b), respectively. It can be observed that the same trend for the relation between the fiber weight content and both the tensile strength and young's modulus of JMC as shown in Figures 3(a), and 3(b). A little drop of the tensile strength and young's modulus of JMC was observed due to the addition of 11 wt% jute fiber weight content and then they increase continuously for further addition of jute fiber. The tensile strength was decreased by 16% at 11 wt% fiber weight content, while the young's modulus was decreased by 15% compared to that of the neat resin. This is due to the poor dispersion of the jute fiber so that the stress transfer between the fiber and the matrix will not work properly; that is, when the volume fraction of the reinforcing fiber is lower than the critical quantity, the composite strength cannot be improved by addition of short fibers [23]. Such a drop in the tensile strength and modulus has been observed by other researchers [24], where the tensile strength and modulus of banana fiber reinforced polyester composites were decreased up to 10 wt% fiber weight content compared to those of neat resin. By increasing the fiber weight content to 22 wt%, the tensile strength and young's modulus were improved by 16% and 71% compared to those of the neat resin, respectively.
Summary of mechanical properties of jute fiber mat reinforced unsaturated polyester matrix composites.

Standard deviation.
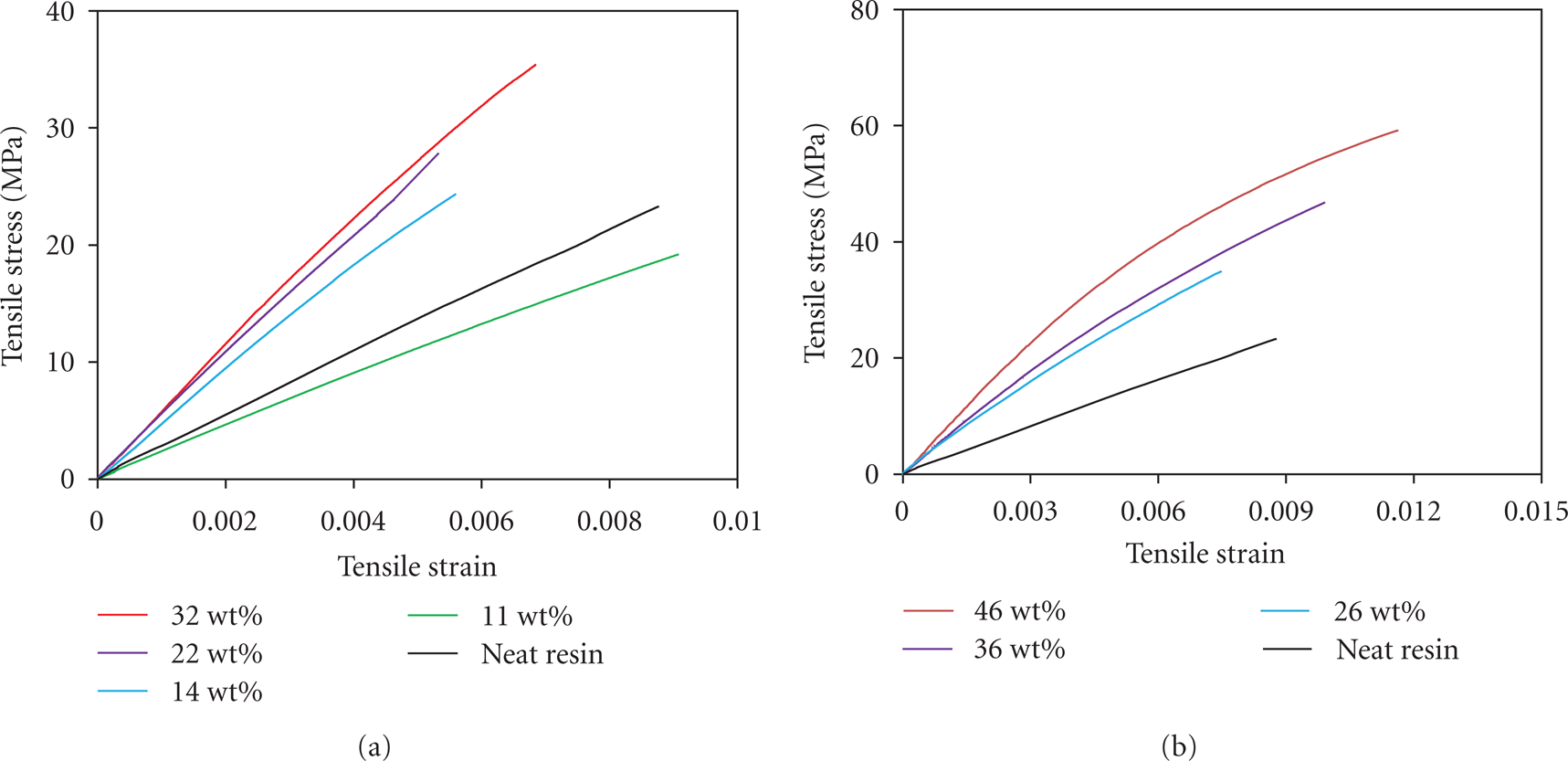
Tensile stress-strain curves of the composites (a) JMC (b) JFJMC at different fiber weight contents.

Effect of fiber weight content on (a) the tensile strength and (b) young's modulus of the different composites.
Increasing the fiber weight content to 32 wt%, an additional upgrading of tensile strength and young's modulus had occurred by 48% and 106%, respectively, with respect to those of the neat resin. Specifically, the tensile strength increases to 35.4 MPa at 32 wt%, as shown in Table 1, which is the same value reported by [25], where the tensile strength of raw short jute reinforced polypropylene fabricated by injection molding was between 33 and 36 MPa at 30–60 wt% fiber weight content. In addition, it is higher than [26], where the tensile strength of raw jute fiber reinforced polypropylene matrix composites fabricated by film stacking method is 28.4 MPa at 37 wt% fiber weight content. Moreover, increasing the fiber weight content to 32 wt%, the young's modulus increases to 5.8 GPa which is higher than that documented by [25] where the young's modulus of raw short jute reinforced polypropylene matrix composites fabricated by injection molding was around 4.7 GPa at 30 wt% fiber weight content.
By adding the jute cloth as skin layers to the jute mat for different fiber weight contents, the fiber weight content increases and, therefore, the tensile strength and the young's modulus were improved compared to those of neat resin and the jute mat composites as shown in Figures 2(a) and 2(b). It can also be seen that the same trend for the relation between the fiber weight content and both the tensile strength and young's modulus of JFJMC as shown in Figures 3(a) and 3(b), respectively.
Many researchers studied the mechanical properties of hybrid composites; Park and Jang [27] found that the stacking pattern of the different components in hybrid laminated composite plays an important role in influencing the mechanical properties (flexural strength and modulus) of the hybrid composites. Idicula et al. [28, 29], Aabdul Khalil et al. [30] reported that layering pattern of the fibers in hybrid composite affects the tensile strength and modulus of these composites. Various researchers carried out in depth investigation about the synthetic fiber/natural fiber based hybrid composite but natural fiber/natural fiber based hybrid composites are recent research phenomena due to the ecological concerns. Study of tensile properties of sisal/silk by [31] and sisal/banana hybrid composites by [28, 29] reported that natural fiber hybridization improved the mechanical properties of natural hybrid composites compared to individual fiber composites.
The results of the tensile properties (tensile strength and modulus) of hybrid JFJMC are shown in Table 2. By comparing Tables 1 and 2, it can be observed that when the jute plain woven cloth fibers were placed at the skin of JMC, the fiber weight content increases and therefore the tensile strength and modulus were improved compared to those of the neat resin and JMC without the skin layers as shown in Figures 3(a) and 3(b), respectively. The tensile strength and modulus of the composites will be higher when the higher strength material is used as the skin [32] and the skin is plain woven jute cloth which is the main load bearing component in the tensile measurements having higher strength than short random jute fiber. Jawaid et al. [32] carried out the similar study on jute and oil palm fiber hybrid composites and reported that the tensile strength will be higher when the jute fiber was used as the skin layer. Moreover, Idicula et al. [28, 29] concluded that sisal/banana/sisal show slightly lower tensile strength compared to banana/sisal/banana hybrid composites because low strength sisal fiber was used as a skin layer.
Summary of mechanical properties of hybrid jute fabric/mat reinforced unsaturated polyester matrix composites.

Standard deviation.
The ability of the interfaces to transfer stresses from the matrix to the fiber plays an important role in determining the mechanical properties of fiber reinforced composites [18]. Figures 4(a) and 4(b) show selected scanning electron micrograph of the tensile fracture surface for JMC with 32 wt% of jute fiber and hybrid JFJMC at 36 wt% of jute fiber, respectively, as an example to explain the tensile fracture behavior. It can be observed that more extensive fiber pullout in the jute cloth skin layers compared to the jute mat core which exhibits plastic deformation to the hybrid JFJMC compared to JMC as was also revealed from stress-strain curves of both types of composites as shown in Figure 2(b) compared to Figure 2(a). Additionally, fiber-matrix debonding, matrix crack, and fiber pullout are more evident in JMC compared to hybrid JFJMC as indicated in Figure 4(a) compared to Figure 4(b). Moreover, extensive fiber pullout can be observed in JMC compared to the jute mat in JFJMC. The high tensile strength of plain woven jute fibers at the outer skin layer is able to withstand the tensile stress while the jute mat core absorbs the stresses and distributes them evenly in the composites and this explained why hybrid JFJMC showed higher tensile strength and modulus compared to those of the JMC.

SEM micrographs of selected tensile fracture surface of the composites (a) JMC (32 wt%) and (b) JFJMC (36 wt%).
3.2. Flexural Properties of the Composites
Stress-displacement curves for both types of the composites for different fiber weight contents compared to the neat resin are shown in Figure 5. It can be observed that as the fiber weight content increases, the flexural strength and flexural modulus increase and the hybrid JFJMC exhibits a nonlinear response compared to the linear response of JMC for different fiber weight contents due to the effect of the plain woven jute cloths as skin layers as shown in Figure 5(b) compared to Figure 5(a). The effect of fiber weight content on the flexural strength and modulus of JMC and JFJMC is displayed in Figures 6(a) and 6(b), respectively. It can be observed that as the fiber content increases, the flexural strength and modulus of JMC increase. The flexural strength was decreased by 34% and 21% at the lower fiber contents 11 and 14 wt% compared to the value of neat resin, whereas the enhancement for the flexural modulus had occurred at the same fiber weight contents, which was enhanced by 29% and 44% compared to that of the neat resin. By increasing the fiber content to 22 wt%, the improvement of the flexural modulus is 54%, while the flexural strength was decreased 17% regarding to that of neat resin as shown in Table 1. This behavior was also observed in [33, 34], where the flexural strength of straw-polyester composites and coir-polyester composites, respectively, was decreased up to a volume fraction of 0.21 compared to that of neat resin.
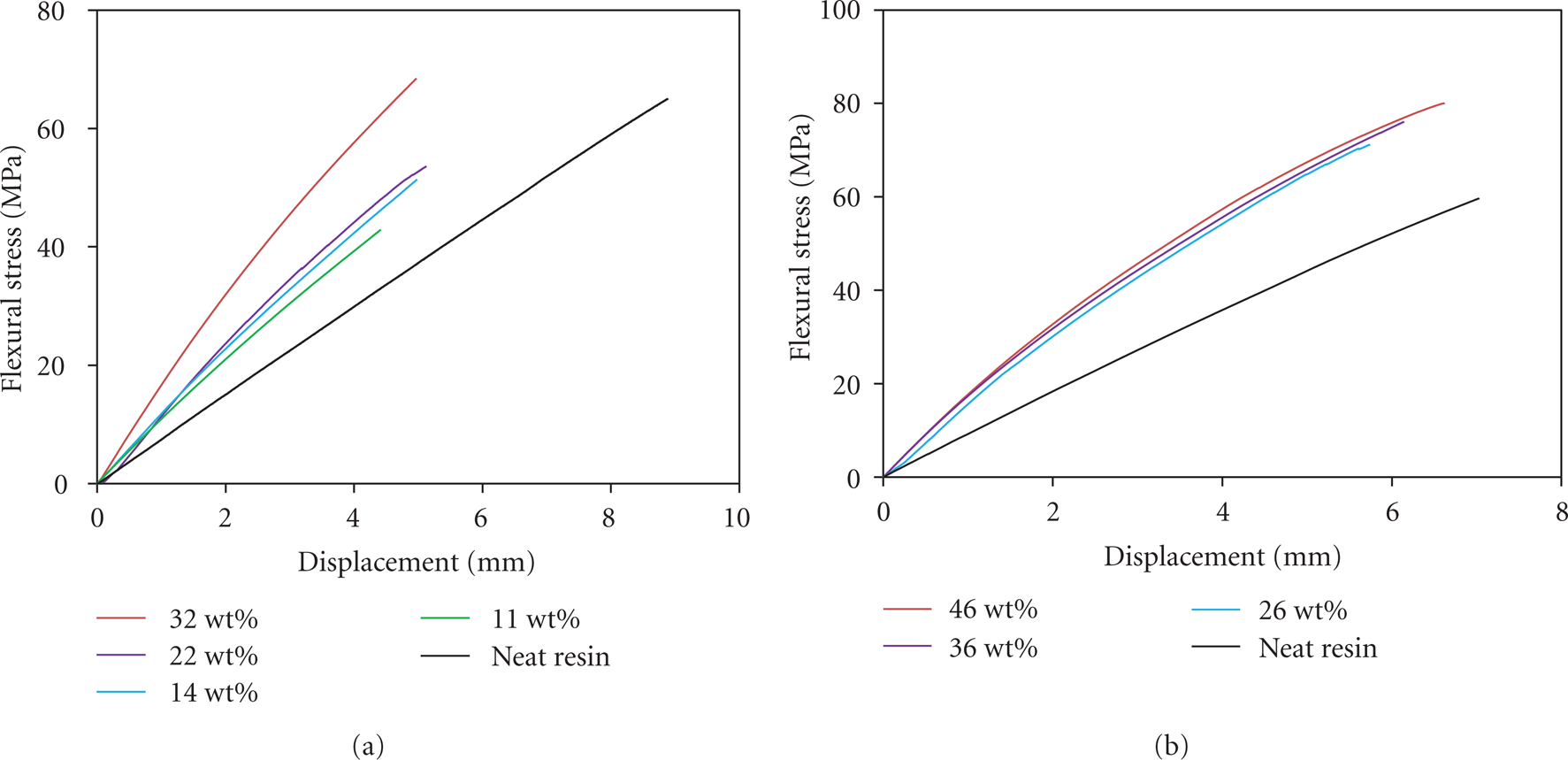
Flexural stress-displacement curves of for the composites (a) JMC and (b) JFJMC at different fiber weight contents.

Effect of fiber weight content on (a) the flexural strength and (b) flexural modulus of the different composites.
The flexural strength and modulus of JMC were improved by 5% and 76%, respectively, by increasing the fiber weight content to 32 wt% with respect to the similar values of neat resin as was also revealed from Table 1. Specifically, the flexural strength increases to 68.5 MPa at 32 wt% as shown in Table 1, which is higher than the value reported by [25] where the flexural strength of raw short jute reinforced polypropylene matrix composites fabricated by injection molding was between 56 to 61 MPa at 30–60 wt% fiber weight contents. In addition, it is also higher than [26], where the flexural strength of raw jute fiber reinforced polypropylene matrix composites fabricated by film stacking method is 35.1 MPa at 37 wt% fiber weight content. Moreover, increasing the fiber weight content to 32 wt%, the flexural modulus increases to 5.3 GPa which is higher than that documented by [25], where the flexural modulus of raw short jute reinforced polypropylene matrix composites fabricated by injection molding was around 4.6 GPa at 30 wt% fiber weight content.
By adding the jute cloth as skin layers to the jute mat for different fiber weight contents, the fiber weight content increases and, therefore, the flexural strength and modulus were improved compared to those of neat resin and JMC as shown in Figures 6(a) and 6(b), respectively. The results of the flexural strength and modulus of hybrid JFJMC are shown in Table 2. By comparing Tables 1 and 2, it can be observed that by the addition of jute cloth at the skin of JMC, the fiber weight content increases and therefore the flexural strength and modulus were improved compared to those of the neat resin and JMC without the skin layers. The flexural strength of JFJMC was improved by 13% at 26 wt% compared to the value of neat resin, whereas the improvement for the flexural modulus is 102% compared to that of the neat resin. By increasing the fiber weight content to 36 wt%, the improvement of the flexural strength is 19%, while the flexural modulus was improved by 105% regarding to that of neat resin. The flexural strength and modulus were improved by 23% and 124%, respectively, by increasing the fiber weight content to 46 wt% with respect to the value of neat resin.
During flexural fracture behavior, the crack always initiates on the tension side of the specimen and slowly propagates in an upward direction through the thickness towards the compression side until the failure of the composites occurs and so the bending properties depend on the strength of the tension surface which is the main load bearing component. Figures 7(a) and 7(b) show selected scanning electron micrograph of the flexural fracture surface through the thickness at the tension side for JMC with 22 wt% jute fiber and hybrid JFJMC with 36 wt% of jute fiber, respectively, as an example to explain the flexural fracture behavior. It can be observed that the direction of the propagation of the crack is changed with an inclination to the surface by adding the jute cloth as skin layers which exhibits plastic deformation to the hybrid JFJMC compared to JMC as was also revealed from comparing the stress-displacement curves of JFJMC with those of JMC as shown in Figure 5(b) compared to Figure 5(a).

SEM micrographs of selected fracture surface under bending load at the tension side for (a) JMC (22 wt%) and (b) JFJMC (36 wt%).
It can also be observed that extensive fiber pullout is the failure mode at the tension side of flexural fracture surface of JMC and no evidence or traces of matrix resin adhering to the fiber is an indication of poor fiber-matrix adhesion as shown in Figure 7(a). Moreover, the fracture surface of JMC was fully fractured at the tension side which indicates that the tension surface of JMC is very weak under the bending loading and therefore the bending strength of JMC is lower than that of neat resin up to 22 wt% jute fiber weight content. On the other hand, the fracture surface of JFJMC at the tension side was not fully fractured at the skin layers due to the high strength of the jute cloth as cloth skin layers with no delamination occurred between the skin layers and the jute mat as a core as shown in Figure 7(b) and this explains that the crack initiates at the jute mat core and spreads out through the jute cloth skin layers.
Figures 8(a) and 8(b) show selected scanning electron micrograph of the flexural fracture surface through the thickness near the compression side in jute mat region for JMC and JFJMC, respectively. It can be seen that fiber microbuckling mechanism is the failure mode occurred of the JMC, while by adding the jute cloth, the failure mode of jute mat was changed to fiber bridge mechanism with a lower degree of jute fiber buckling compared to JMC. This fiber bridge mechanism exhibits plastic deformation to the hybrid JFJMC compared to JMC as was also revealed from the nonlinear response of stress displacement of the hybrid JFJMC compared to the linear response of stress-displacement curves of JMC as shown in Figure 5(b) compared to Figure 5(a), respectively. These previous explanations explained that hybrid JFJMC showed higher flexural strength and modulus compared to those of JMC. Microbuckling mechanism behavior depends on number of variables such as fiber undulation and fiber-matrix bonding which is not in the purview of this paper. In order to get more insight to fracture behavior mechanism, more extensive research experimentally and mathematically is needed as a future work to fully understand the microbuckling behavior of jute mat composites with and without skin layers near the compression side under bending load.

SEM micrographs of selected fracture surface under bending load near the compression side for (a) JMC (22 wt%) and (b) JFJMC (36 wt%).
3.3. Notch Sensitivity of the Composites
The tensile strength of notched composites σ n can be determined from the following equation:

where P max is the maximum load (N), W is the specimen width (mm), D is the notch diameter, and t is the specimen thickness (mm) as shown in Figure 9(a).

(a) Dimension of the notched specimen. (b) A schematic of stress distribution for a circular hole.
The characteristic distance was calculated using the maximum load and the material constant, that is, the modulus, by using 2D plane element (Marc) for the analysis of the stress distribution around the hole assuming that the materials are isotropic with Poisson's ratio being equal to 0.3. The meshing process was modeled with boundary condition with displacement equaling zero in x direction and 1 mm in y direction which is the direction of loading as shown in Figure 9(a). The element type is mechanical as plain strain solid and entirely elastic. The reinforcement in JMC is random short fibers so JMC composites are assumed as isotropic material and JFGFJMC composites were modeled as jute mat as a core needled punched with jute cloth as skin layers together as isotropic material due to the effect of needling.
The characteristic distance d
o
according the the point stress criterion is the distance where the failure occurs when the stress σ
y
over some distance d
o
away from the discontinuity is equal to or greater than the strength of the unnotched material σ
o
[35] as shown in Figure 9(b)

The characteristic distance can be used as a measure of the notch sensitivity; the higher d o indicates the lower notch sensitivity. Figures 10(a) and 10(b) shows the calculated stress distribution for a hole of JMC and JFJMC for different W/D ratios, respectively. It can be observed that as W/D ratio increases, the stress concentration is less localized to the hole for JMC and JFJMC composites and therefore the characteristic distance increases and the sensitivity of the composites decreases by increasing W/D ratio. Moreover, the stress concentration is more localized for JFJMC compared to JMC for different W/D ratios and, therefore, the characteristic distance d o for JFJMC is lower than the characteristic distance of JMC and therefore the sensitivity of JMC to the notch increases by adding the jute cloth as skin layers for different W/D ratio.
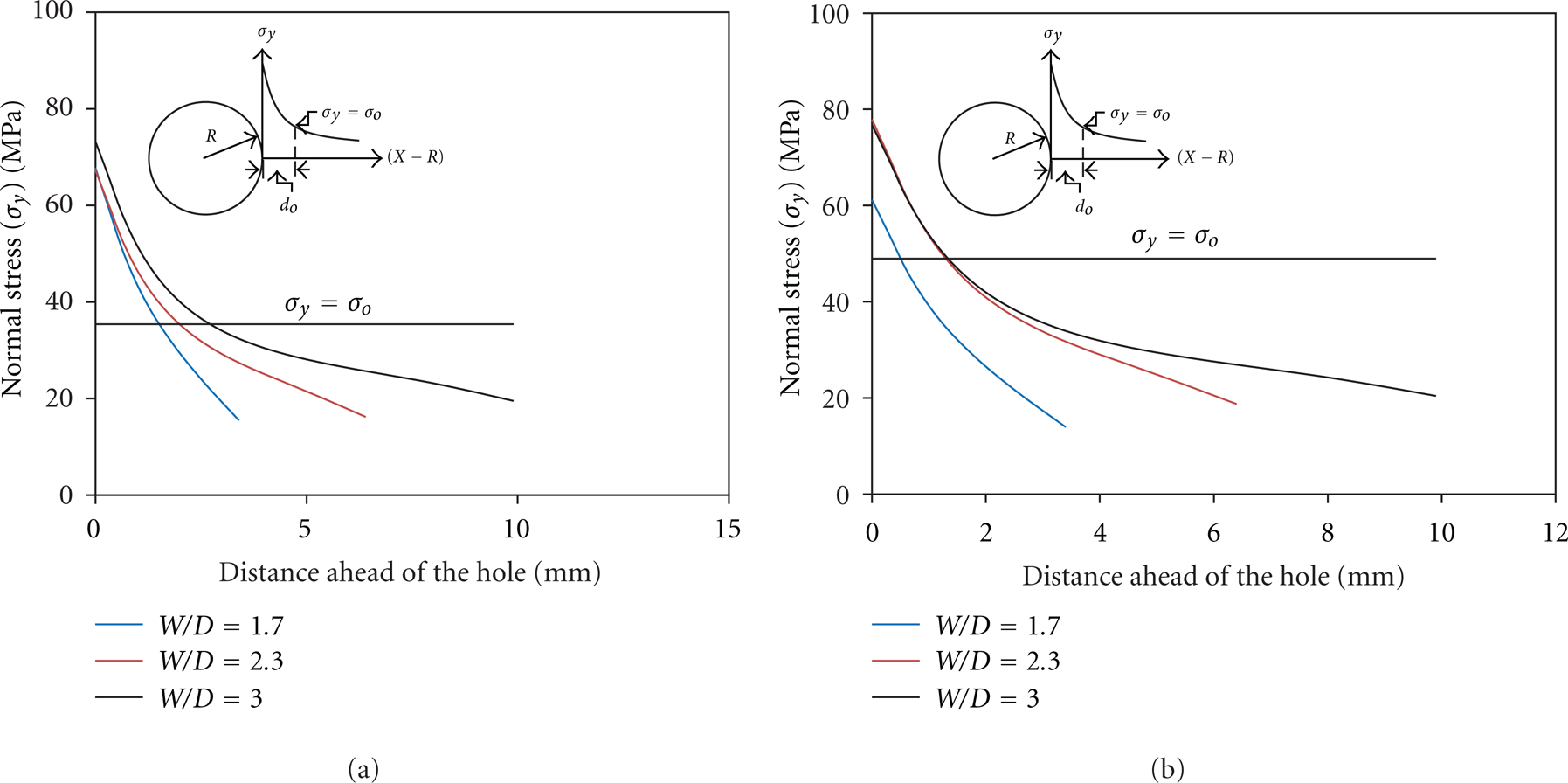
Stress distribution at failure around the hole for (a) JMC and (b) JFJMC for different W/D ratios.
The effect of the ratio (W/D) on the average characteristic distance d
o
for different composites is shown in Figure 11(a). It can be observed that as W/D ratio increases, the characteristic distance increase and so the sensitivity of the composites decreases for both JMC and JFJMC composites. Moreover the characteristic distance d
o
for JFJMC is lower than the characteristic distance of JMC and therefore the sensitivity of JMC to the notch increases by adding the jute cloth as skin layers. The relation of the residual tensile strength (

The effect of W/D ratio on (a) the average characteristic distance d
o
and (b) the relation of the ratio of notched to unnotched tensile strength (
The problem of the stress distribution around a circular hole in a composite plate and the associated failure criteria have been the subject of extensive research. Eriksson and Aronsson [36] developed a closed form solution called the Damage Zone Criterion, based on the assumption that a homogeneous damage zone grows from a hole, perpendicular to the direction of loading. The projected damage zone length is determined empirically, and the model was seen to be slightly better at predicting notched strength than the point stress criterion in the cases reported. The projected damage zone length was also close in value to the characteristic distance of the point stress criterion. Subsequent work in the field, some of the earliest of which was reported by Kortschot and Beaumont [37], focused on understanding the subcritical damage that was occurring, and how it affected the notched strength of composites. The damage was found to take the form of matrix cracking in the off-axis plies, delamination, and axial-splitting in the 0° plies. It is this damage occurring at the notch, especially the 0° splits, which redistributes the stress concentration and thus delays the onset of failure.
Feraboli et al. [38, 39] investigated the notched failure response of oriented strand board (OSB) in the form of wood composite and carbon fiber/epoxy composites, in particular the tensile strength of specimens containing circular holes of a various dimensions, and the influence of specimen size and scaling on the measured strength and the characteristic distance. They concluded that OSB and carbon fiber/epoxy composites are notch insensitive due to the internal stress concentration arising from the heterogeneous nature of the substructure.
Shembekar and Naik [40] reported that the stacking sequence has a significant effect on the notched and unnotched tensile strength of woven fabric composite laminates and the fabric structure governs the failure modes of woven fabric composites. It is interesting to note that by adding the woven jute cloth as skin layers to JMC, the sensitivity of the composites to the notch increases and as was mentioned and concluded from the above the first part of the discussion the tensile strength of the composites depends on the strength of skin layers which withstand most of the tensile stresses. Therefore, as the skin layers withstand most of the tensile stresses, more localized concentrated residual stresses result around the hole or the notch in the hybrid JFJMC due to the discontinuity of the plain woven jute skin layers compared to those of JMC as was also revealed from comparing Figure 10(b) with Figure 10(a). This was validated from Figures 12(a) and 12(b) which indicate the stress distribution around the hole calculated by FEM for JMC and JFJMC, respectively, at W/D ratio equaling 3.0 as an example. It can be seen that the stress concentration increases by adding jute cloths as skin layers to JMC and this explained why hybrid JFJMC showed lower residual tensile strengths (

The stress distribution around the hole for (a) JMC and (b) JFJMC at W/D = 3.0.
The average calculated characteristic distances of JMC are 1.5, 2.0, and 2.8 mm for W/D ratios equal to 1.7, 2.3, and 3.0, respectively, as indicated in Figure 11(a). These values are higher compared to the characteristic distance of glass mat reinforced unsaturated polyester matrix composites reported by Zhang et al. [41], which indicates that the sensitivity of jute mat composites to the notch is lower compared to the glass mat composites. By adding the jute cloth as skin layers to JMC, the characteristic distance d o decreased to 0.5, 1.26, and 1.34 for W/D ratios equaling 1.7, 2.3, and 3.0, respectively, as shown in Figure 11(a). As a result of that, the sensitivity of JMC is lower compared to JFJMC by comparing the characteristic distance values and the residual tensile strength values and this validates that adding the jute cloth as skin layers to the jute mat composites enhances the sensitivity of the composites to the notch.
4. Conclusions
The effect of fiber weight contents and skin jute fabrics on the tensile and bending properties of JMC was investigated for different fiber weight contents and the notch sensitivity of these composites was also investigated. The tensile and flexural properties were increased by increasing the fiber weight content, and adding the jute fabric as skins has improved the tensile and bending properties with respect to those of JMC. On the other hand, by adding the skins to JMC, the characteristic distance decreased and, therefore, the residual tensile strength (
Footnotes
Acknowledgments
The authors would like to acknowledge the help provided by YANO Co. Ltd., Japan, for preparing and supplying the needed jute fabrics. Moreover, the authors thank Showa Denko K. K., Japan, for providing unsaturated polyester, Rigorac, and NOF Corporation, Japan, for providing the curing agent Methyl ethyl ketone peroxide (PERMEK N). Special thanks to the government of Arab Republic of Egypt and Assiut University for supplying a scholarship for the first author to get the Doctor degree. The authors declare that there is no existence of any possible conflict of interests.