
Abstract
The renovation of biomass waste in the form of date seed waste into activated carbon and biofuel by fixed bed pyrolysis reactor has been focused in this study to obtain gaseous, liquid, and solid products. The date seed in particle form is pyrolysed in an externally heated fixed bed reactor with nitrogen as the carrier gas. The reactor is heated from 400°C to 600°C. A maximum liquid yield of 50 wt.% and char of 30 wt.% are obtained at a reactor bed temperature of 500°C with a running time of 120 minutes. The oil is found to possess favorable flash point and reasonable density and viscosity. The higher calorific value is found to be 28.636 MJ/kg which is significantly higher than other biomass derived. Decolonization of 85–97% is recorded for the textile effluent and 75–90% for the tannery effluent, in all cases decreasing with temperature increase. Good adsorption capacity of the prepared activated carbon in case of diluted textile and tannery effluent was found.
1. Introduction
Agricultural waste is one of the members of biomass, which is an attractive renewable energy resource because it is widely dispersed and could contribute zero net carbon dioxide emission to the atmosphere [1]. Biomass can be used as raw material for pyrolysis to generate liquid, gaseous, and solid fuels. Pyrolysis conversion technology for biomass has been investigated over the last three decades and is used commercially [2]. Pyrolysis produces gas, vapor that can be collected as liquid and solid char. The yields of each of these products depend on process conditions [3]. Solid char has a good gross calorific value (GCV) of 17–36 MJ/kg [4] and may be used to provide heat for pyrolysis process itself. Solid char can also be used as a fuel either directly as briquettes or as char-oil or char-water slurries, or it can be used as feedstocks to prepare activated carbon. The pyrolysis gas fraction contains high concentrations of CO2, CO, H2, CH4, C2H4, C3H6, and other hydrocarbons with a GCV of 6.4–9.8 MJ/kg and can be used to provide process heat, recirculated as an inert carrier gas or exported for applications such as feed drying. The usages of char and gas products in the pyrolysis process itself reduces production costs for the heating system. Bio-oil derived from agricultural wastes has moderate GCV ranging from 15 to 38 MJ/kg with some advantages in transportation, storage, combustion, retrofitting, and flexibility in production and marketing [5]. The liquid product, that is useful as a fuel, may be added to petroleum refinery feedstocks or upgraded by catalysts to produce petroleum grade refined fuels. The bio-oil is a mixture of about 300 types of major and minor organic compounds that belong to acids, alcohols, ketones, aldehydes, phenols, ethers, esters, sugars, furans, nitrogen compounds, and multifunctional compounds [6]. Bio-oil has several environmental advantages over fossil fuels as a clean fuel. It is CO2/GHG neutral. Therefore, bio-oil can generate carbon dioxide credits. No SOxemissions are generated, because plant biomass contains insignificant amounts of sulfur. Thus, bio-oil would not be subjected to SOx taxes. Bio-oil fuels generate more than 50% lower NOxemissions than diesel oil in a gas turbine. The agrobased biomass is usually produced in the rural area where a large-scale pyrolysis plant can be installed. Due to the decoupling nature of the pyrolysis plant, the bio-oil-based small-scale power-generation plant can be installed in the remote area where the bio-oil can be supplied. Besides, commercial-activated carbon is a favored adsorbent for the elimination of micropollutants from the aqueous phase; however, its extensive use is restricted due to high associated costs. To reduce treatment costs, attempts have been made to find economical alternative activated carbon (AC) precursors, such as date seed waste. From the view point of energy transformation, pyrolysis is more attractive among various thermochemical conversion processes because of its simplicity and higher conversion capability of biomass and its solid wastes into liquid and solid product. Pyrolysis is generally described as the thermal decomposition of the organic components in biomass wastes in absence of oxygen at mediate temperature (about 500°C) to yield tar (bio-oil, biofuel, biocrude), char (activated carbon), and gaseous fractions (fuel gases). Pyrolysis may be either fixed bed pyrolysis or fluidized bed pyrolysis. In fixed bed pyrolysis, a fixed bed pyrolyser is used. The feed material in the reactor is fixed and heated at high temperature. As the feed is fixed in the reaction bed (reactor), it is called fixed bed pyrolysis. In this process, the feed material is fed into the reactor and heat is applied externally. Usually nitrogen is used as inert gas for making inert condition and for helping the gaseous mixture to dispose of the reactor. A possible pathway of pyrolysis process is shown in Figure 1. This technology is spreading with research and experimental work in many countries of the present world [7]. Energy is the major requirement of modern society, and its development and management carries a lot of significance in the economic development of any country. There is a close relationship between the level of energy consumption in a country and its economic development. The energy consumption in the world has been growing at an alarming rate. By the year 2100, the world population is expected to be more than 12 billion and it is estimated that the demand for energy would increase by five times the current demand [8]. Under such circumstances, man has to find out some sources of energy for his survival that would be able to meet considerable part of the energy demand in future. Several reviews on the subject are available, with applications including removal of heavy metals, organic compounds, and dyes [9]. Currently, there are many studies on the development of low-cost adsorbents, namely, by using waste materials for that purpose. Also, several reviews report a great deal of work done on their application for the removal of specific pollutants from aqueous phase, mainly heavy metals and dyes [10–12], presented are views on the use of saw dust for the removal of contaminants from water. Despite the satisfactory results obtained using some of these low-cost adsorbents, AC are known to be more efficient in adsorbing a greater amount of pollutants. ACs production costs can be reduced by either choosing a cheap raw material or by applying a proper production method [13]; nevertheless, it is still a challenge to prepare AC with very specific characteristics, such as a given pore size distribution and using low-cost raw materials processed at low temperature (less energy costs). Therefore, it is of extreme relevance to find suitable low-cost raw materials that are economically attractive and at the same time present similar or even better characteristics than the conventional ones. The use of waste materials for the preparation of AC is also very attractive from the point of view of their contribution to decrease the costs of waste disposal, therefore helping environmental protection. In this contest, fixed bed pyrolysis system from the date seed is one of the promising sources of energy. Dates are grown extensively in the whole world especially in Middle East and Asia. According to UN Food and Agriculture Organization in 2005, the top ten date producer countries produced 1.67 billion tons of dates. The seeds of these dates are almost unutilized. This waste may be used for energy recovery as fuel.
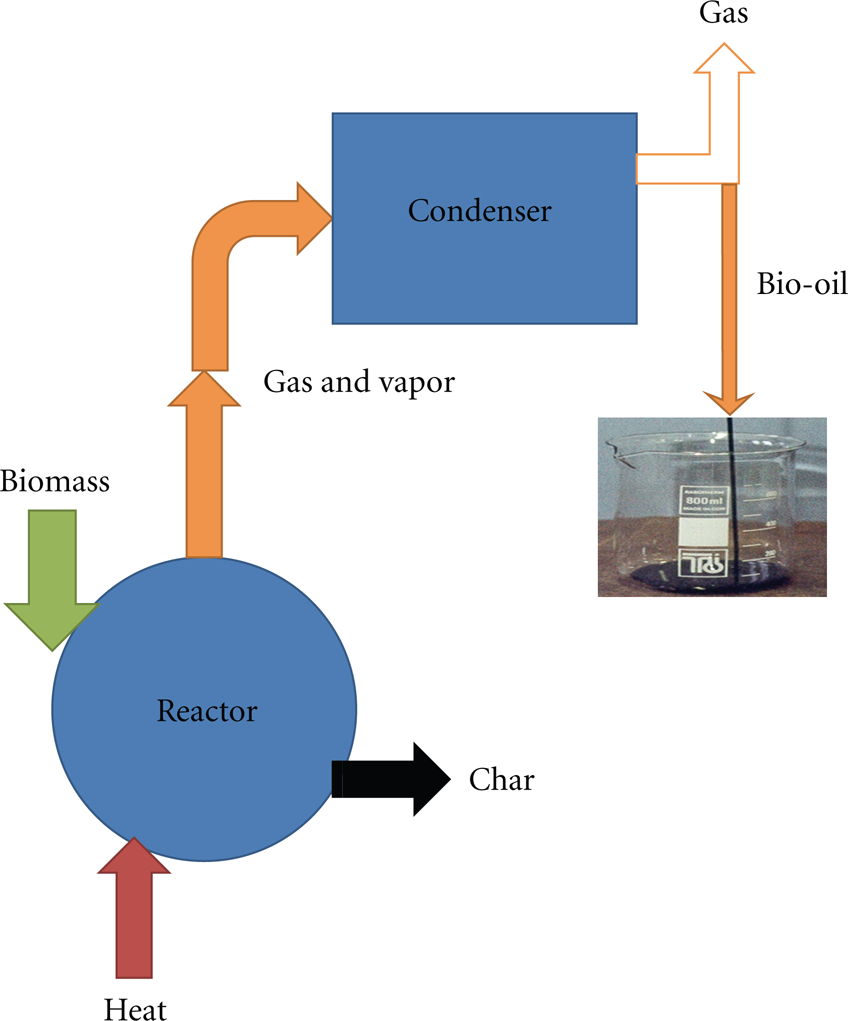
A possible pathway of pyrolysis of organic solid waste.
The pyrolysis oil is of moderate heating value, is easily transported, can be burnt directly in the thermal power plant, can possibly be injected into the flow of a conventional petroleum refinery, burnt in a gas turbine, or upgraded to obtain light hydrocarbons for transport fuel [14]. Besides these, there are scopes to upgrade the oil to obtain high-grade fuel and valuable chemicals.
2. Materials and Methods
2.1. Material
Date seed is collected locally in Rajshahi (Bangladesh). The feedstock is ground and cut into three different volume sizes and is finally oven-dried for 24 hours at 110°C prior to pyrolysis. The higher heating value of date seed is found to be 18.936 MJ/kg. The proximate analysis of date seed is presented in Table 1.
Higher heating value and proximate analysis of date seed [15].

2.2. Experimental Setup
Date seed is pyrolyzed in an externally heated stainless steel fixed bed reactor system. The main components of the system are fixed bed reactor, liquid condenser, and ice-cooled liquid collectors. The effective length of the reactor is 46 cm, and the diameter is 7.60 cm. The schematic diagram of the fixed bed pyrolysis system is shown in Figure 2. The reactor is heated externally by a biomass heater at different temperatures (400, 450, 500, 550, and 600°C), and this temperature is measured by means of a mercury thermometer. The biomass heater encloses the reactor throughout the height of it. In addition, rich husk has been used as the biomass to production of heat by burning it with the help of air blower that carry the required air to complete combustion of the biomass. To minimize heat loss from the heater to the surroundings, asbestoses were used. Nitrogen gas was supplied in order to maintain the inert atmosphere in the reactor and to dispose the pyrolyzed vapor products to the condenser. Pyrolysis vapor is condensed into liquid in the condenser and then was collected in the liquid collectors. The noncondensed gas is flared to the atmosphere.

Schematic diagram of fixed bed pyrolysis system.
3. Result and Discussion
3.1. Product Yield
The products obtained from the pyrolysis of date seed are liquid oil, solid char, and gas. At an operating temperature of 500°C for a feed size volume of 0.11–0.2 cm3 (quarter of date seed) at a gas flow rate of 5 L/min with a running time of 120 minute, liquid production is found to be the maximum (50 wt%) of the dry feedstock.
3.2. Effect of Operating Temperature
The percentage yields of the pyrolysis products, liquids, solid char, and gases obtained at a temperature range between 400 and 600°C gas flow rate of 6 L/min are presented in Figure 3. The figure shows that when the temperature increased from 400 to 575°C, the yield of liquid increased first to a maximum value at 500°C and then decreased to a minimum value at 600°C. The gas yield increased over the whole temperature range, while char yield decreased over the whole temperature range. It is apparent that a fairly sharp temperature optimum exists at which maximum yield of liquid was achieved probably due to strong cracking of the selected crushed coconut shells at this temperature. The date seed sample was not totally decomposed at a temperature less than 500°C. The thermal decomposition of the sample increased (i.e., solid yield decreased) up to a temperature of 500°C and hence increased the liquid and gas yields. Solid char consists of a small amount of volatile hydrocarbons, solid hydrocarbons, and inorganic compounds. Therefore, there is no obvious mechanism for char loss with increasing temperature; only higher temperatures volatilize some of the solid hydrocarbons of the char. In competition with char loss reactions, a certain amount of char- or coke-like carbonaceous material is formed due to secondary reactions among the polymeric compounds, derived primarily from depolymerization and fragmentation reactions of three key biomass building blocks: cellulose, hemicellulose, and lignin [16]. The decrease in liquid yields and increase in gas yields above a temperature of 500°C is probably due to decomposition of some oil vapors into permanent gases and secondary carbonization reactions of oil hydrocarbons into char.

Effect of operation temperature on product yield.
The increase in gas yields at higher temperatures is also caused by char loss reactions. Thus, at higher temperatures, the gas yields gradually dominated; however, 500°C seems to be the optimum temperature to obtain liquid products from thermochemical conversion of solid coconut shell by pyrolysis, since decomposition is complete and liquid yields become maximized. Pyrolysis product yields and their distributions over the whole range of temperature depend not only on feedstock composition and operating temperature but also on the specific characteristics of the system used, such as size and type of reactor, efficiency of heat transfer from the hot reactor surface to and within the biomass, feed particle size, and vapor residence time. Therefore, results from different studies are difficult to compare. Studies on fluidized beds and fixed beds [17] resulted in product distributions similar to those of the presented study. Solid yield decreased, and gas and liquid yields increased up to an intermediate temperature. At increasing temperatures, solid yields remained almost constant, gas yields increased, and liquid yield decreased. The liquid yields obtained in the presented study are slightly lower, and char yields are higher compared to those of previous studies [18]. These variations are mainly due to compositional differences (moisture, volatile, fixed carbon, and ash content) in biomass feeds and quality of pyrolytic product liquids. A higher volatile content of feedstock with lower amounts of fixed carbon and ash is desirable for higher percentage of liquid yields in the pyrolysis process. Higher amount of fixed carbon and ash content of a feedstock contribute to char formation. Moreover, water in bio-oils originates from the original moisture in the feedstocks and dehydration reactions occurring during pyrolysis [1]. Feedstock used in the presented study was of a lower volatile and moisture and a higher fixed carbon and ash content compared to that used in earlier studies.
3.3. Effect of Feed Particle Size
The effect of feed size on product yields under optimum reactor temperature and for a N2 gas flow rate of 6 L/min is presented in Figure 4. The figure shows that liquid yield first increased up to a maximum value for feed sizes of 0.6 mm and then decreased for larger feed size, while the char yield increased and gas yield decreased for all particle sizes above 0.2 cm3. The thermal conductivity of biomass is very poor (0.1 W/m2°C along the grain, 0.05 W/m2°C cross grain), and, hence, biomass particles have to be very small to allow rapid heating to achieve high liquid yields. Theoretically, particle size has a great effect on pyrolysis product yields.

Effect of feed particle size on product yields.
It is generally assumed that a decrease in particle size will tend to generate higher liquid product yields [19]. During pyrolysis, a high heating rate (up to 1000°C/s) may be achieved with a thin reaction layer but the lower thermal conductivity of biomass prevents such a heating rate through the whole particle. Smaller feed sizes provide more reaction surface and allow a high heating rate, but the decomposition of the biomass feed occurs too quickly. There is sufficient time for secondary reactions in the oil vapors, and, consequently, gas yields increase and liquid and char yields decrease. In contrast, the heating rate in larger feed particles is low due to their lower thermal conductivity, and heat can flow only to a certain depth in the available pyrolysis time. Thus, the cores of the larger particles become carbonized and/or cannot be decomposed completely resulting in an increase in char yield and a decrease in liquid and gas yields. Pyrolysis experiments performed by Pütün et al. [19] in a fixed-bed reactor suggested that particle size had little effect on product yields. In our study, we observed the same. For particle size less than 0.2 cm3, decomposition proceeds to completion and there is less of a chance for secondary cracking at the optimum reactor temperature and a gas flow rate.
3.4. Effect of Running Time on Product Yield
The variation of product yields with respect to running time at optimum reactor temperature 450°C for feed particle of size are shown in Figure 4. The maximum liquid product is 50 wt% of biomass feed, while the solid char product is 32 wt% for running time 100 minutes. It is observed that, for running time less than that of 100 minutes, the liquid yield is not optimum that may be due to incomplete pyrolysis reaction of the whole feed. For the running time above 100 minute, the liquid yield is almost constant with slight increase in gases and decreases char yield.
Thus, it may be concluded that the pyrolysis of solid biomass feed is completed within 120 minute of running time. Through the experimental investigation, it is found from paper waste fixed bed pyrolysis for bed temperature 450°C, feedstock size of 2–3 cm with a running time of 45 min, the maximum liquid yield was 54 wt% of solid feedstock. A number of research works [16] have been carried out for running time on product yields, and their results are approximately similar to those of the presented study (see Figure 5).

Effect of running time on product yield.
3.5. Adsorption Capacity
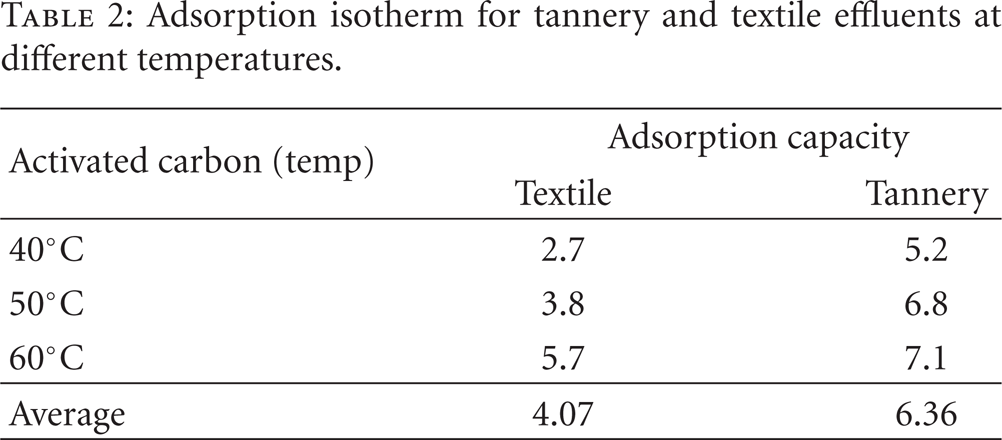
To evaluate the effect of particle size on the adsorption process, the activated carbon was ground and sieved into different size fractions. It is clear that MB uptake increased with the decrease in particle size, due to the corresponding increase in surface area and better accessibility to pores. According to [20], breaking of large particles into smaller ones can also open some tiny sealed channels, which might then become available for adsorption. Based on the results, the remaining experiments were conducted employing the smaller particle size activated carbon. Activated capacity of date seed is found from research works [21] that have been carried out for the 500ìm particle size that was selected for this experiment based on the outcome of the previous experiment. Different sets of concentrations (V/V) of the effluent were made in deionizer water in a total volume of 5.0 mL. ACZN (when 500 g of carbonized seeds are soaked in 1 : 1, 1 M ZnCl2 overnight. The activated carbon is filtered, washed several times, and dried in an oven at 100°C for 4 hrs. This activated carbon is designated ACZN) of 0.5 g was placed in two sets of the effluent solutions. A set of each series was placed in a water bath (whose temperature was controlled by a thermostat) and heat-treated for 4 hr, with the rack containing the test tubes shaken at intervals. The heat treatment temperatures were 40, 50, and 60°C, respectively. The isotherms were computed based on the following assumptions. From Beer and Lambert's law, where A is the optical density or absorbance, k is the product of the extinction coefficient of the solution and the path length of the cuvette and c is the concentration of the effluent. Since k is a constant, the optical density (A) was used instead of concentration and called the “absorbance unit” (AU). The results are shown in Table 2.
Adsorption isotherm for tannery and textile effluents at different temperatures.
4. Analysis of Products Yield
Products have been analyzed to obtain different physical properties. Pyrolytic liquids obtained under the maximum liquid yield conditions were well mixed and homogenized prior to analysis being made. Some physical properties of pyrolytic liquids including density, viscosity, flash point, pour point, and GCV were determined by using the standard methods ASTM D189, ASTM D445, ASTM D92, ASTM D97, and ASTM D240, respectively.
4.1. Physical Property Analysis of Pyrolysis Oil
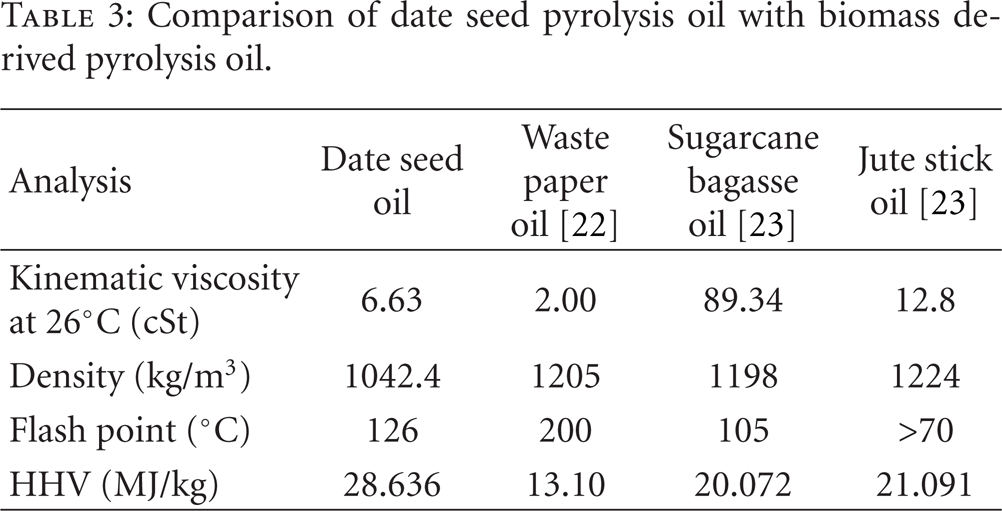
The energy content of the oil is 28.636 MJ/kg. The oil is found to be slightly heavier than water with a density of 1042.4 kg/m3 at 26°C. The flash point of the oil is 126°C, and, hence, precautions are not required in handling and storage at normal atmosphere. The low viscosity of the oil of 6.63 cSt at 26°C is a favorable feature in the handling and transportation.
4.2. Comparison with Other Biomass-Derived Oil and Diesel Fuel
Tables 3 and 4 show the characteristics of the pyrolysis oil derived from date seed in comparison with other biomass derived oils and diesel fuel. It is evident that the density and viscosity of date seed oil are favorable than other pyrolysis oils and very much closer to diesel. The higher heating value of date seed oil is found to be higher than other biomass-derived oil.
Comparison of date seed pyrolysis oil with biomass derived pyrolysis oil.
Comparison of date seed pyrolysis oil with diesel fuel.

Note: #at 50°Cand ∗at 20°C.
5. Conclusion
The biomass solid waste in the form of date seed is successfully converted into liquid, char, and gas by fixed bed pyrolysis system. The heating value of the pyrolysis oil is found to be 28.64 MJ/kg, which is higher than other biomass-derived pyrolysis oils and also significantly higher than that of solid date seed waste. The maximum liquid yield is found to be 50 wt% of dry biomass feedstock at the temperature range of 500°C. The density and viscosity of the liquid are greater than that of diesel. However, the oil from the date seed may be considered as an important candidate of potential source of alternative fuel.