
Abstract
Coal mine drainage (CMD) impairs tens of thousands of kilometers of U.S. waterways each year, in part with the leaching of low concentrations of rare earth elements (REEs). REEs are essential for modern technologies, yet economically viable natural deposits are geospatially limited, thus engendering geopolitical concerns, and their mining is energy intense and environmentally destructive. This work summarizes laboratory-scale experimental results of a trap-extract-precipitate (TEP) process and uses the mass and energy balances to estimate the economic costs and environmental impacts of the TEP. The TEP process uses the alkalinity and filtering capacity of stabilized flue gas desulfurization (sFGD) material or water treatment plant (WTP) sludge to remediate CMD waters and extract REEs. Passive treatment systems that use WTP sludge are cheaper than those that use sFGD material ($89,300/year or $86/gT-REE vs. $89,800/year or $278/gT-REE) and have improved environmental performance across all indicators from two different impact assessment methods. These differences are largely attributable to the larger neutralizing capacity of WTP sludge in the treatment application.
Introduction
Rare earth elements (REEs) are crucial for many technologies, including computers, smartphones, and batteries. In 2019, ∼210,000 tons of REE-oxide (REO) equivalents were produced worldwide (USGS, 2020). China supplied ∼80% of the United States’ demand for REEs between 2015 and 2018 (USGS, 2020); with increasing demand and reliance on imports from a few countries, there is greater importance on securing domestic sources of REEs (U.S. Federal Register, 2012). Yet mining REEs is energy and resource intense, and can have substantial environmental impacts (Koltun and Tharumarajah, 2014; Navarro and Zhao, 2014).
Coal mine drainage (CMD) can be another source of REEs; with a pH typically between 2 and 8, CMD contains large concentrations of metals (e.g., iron, lead) with REE concentrations of 568 ng/L to 2,580 μg/L or 4,000–80,000 pmol/L (Verplanck et al., 2001; Cravotta, 2008; Ayora et al., 2016; Soyol-Erdene et al., 2018). After mining has ceased (Ayora et al., 2016; Ziemkiewicz et al., 2016), pumps are removed, and water levels rise (Wu et al., 2010), a series of oxidation reactions occurs between the water, air, and exposed rock, and results in heavy metals and other elements in the rock leaching into the water. This CMD impairs ∼20,000 km of U.S. waterways (Skousen et al., 2000), and is a problematic legacy of mining (Office of Solid Waste, 1994).
The CMD waters can be remediated with active treatment systems, which typically use alkaline chemicals, or passive treatment systems, which often employ bacterial activity or geochemical methods (Johnson and Hallberg, 2005; Kefeni et al., 2017; Skousen et al., 2017, 2018). Passive treatments tend to require less resources and have fewer environmental impacts than active treatments (Hengen et al., 2014), and can cost $31–$408/ton of acid/year (Ziemkiewicz et al., 2001). Other work on remediating CMD and producing raw materials (salt crystals) estimated $100–200/tNaCl (Micari et al., 2020).
In this work, we summarize laboratory-scale experiments and results of a trap-extract-precipitate (TEP) process that can remediate CMD waters and recover REEs, and use the mass and energy balances as inputs to a technoeconomic assessment (TEA) to estimate levelized costs, and a process-based lifecycle assessment (LCA), to estimate net environmental consequences. The TEP process uses alkaline industrial byproducts—water treatment plant (WTP) sludge or stabilized flue gas desulfurization (sFGD) material—to treat CMD and capture REEs and then applies an extraction/precipitation procedure to produce a marketable feedstock of REOs.
The alkaline sFGD is a mixture of lime, coal ash, and calcium sulfite, from wet scrubbing to remove sulfur dioxide from the flue gas of coal-fired power plants. Approximately 3.7 Mt/year of sFGD material are used in products such as wall board or concrete (American Coal Ash Association, 2020), yet most sFGD material is landfilled. Like sFGD, WTP sludge is landfilled or stored in impoundments.
While, WTP sludge results from several water treatment methods, in this study, we focus on lime-softening WTP sludge that contains calcium carbonate and magnesium hydroxide, and other materials (U.S. EPA, 2011). This WTP sludge has a higher pH (>10.5), and may be suitable for remediating CMD waters (MRWA, 2020). The remediation of CMD with sFGD material or WTP sludge functions like a passive treatment approach, where CMD percolates by gravity through the fill material like an alkaline leech bed (Skousen et al., 2018). When the neutralizing capacity is exhausted, the spent sFGD material or WTP sludge can be used as a land amendment to reclaim abandoned minelands (Park et al., 2014; Cheng et al., 2016), and reduce the economic and environmental burdens from the landfilling (Raimi, 2017).
The combination of TEA and LCA results here provide fuller insight into the potential benefits and costs; the results can be used to project industrial-scale costs, to understand how these burdens may differ throughout the lifecycle of the product, design, or process (Curran, 2006), and for process optimization.
Materials and Methods
Summary of laboratory-scale experiments
The TEP process was investigated to: (1) neutralize CMD and retain REEs using alkaline industrial byproducts; (2) concentrate the retained REEs using a nonacid-based organic ligand extraction procedure; and (3) oxidize the lixiviant to form REE precipitates. The following subsections summarize the experimental procedures and results. Fuller exposition is available in Cheng et al. (2021).
Experimental methods
All materials were dried in an oven at 60°C before being crushed and sieved using a number 60 sieve. Five CMD samples were collected from Flint Run, a perennial CMD stream from the seepage discharge of a reclaimed abandoned surface mine (36.06170, −82.51139) in the U.S. state of Ohio. Each CMD sample (Appendix Table A1) was preserved at 4°C and purged with nitrogen to minimize oxidation.
Retaining REEs: A series of column tests simulated the percolation of CMD for mitigation and REE recovery. The retention of REEs was also investigated by a series of batch experiments to simulate a completely mixed condition.
Extraction: The spent solids were air dried before extraction, and then mixed with the extraction solution at a ratio ranging from 1:10 to 1:40. The mixture was then heated in a hot block at 80°C. After heating for 15 min, the extract was separated from the suspension by filtration using a 0.45-mm filter and collected for chemical analysis. The extraction residues were then air dried for chemical analysis.
Precipitation: The REEs were separated from the lixiviants by promoting the formation of Na-REE-double sulfate precipitates (REE concentrate) through an oxidation process.
Experimental results
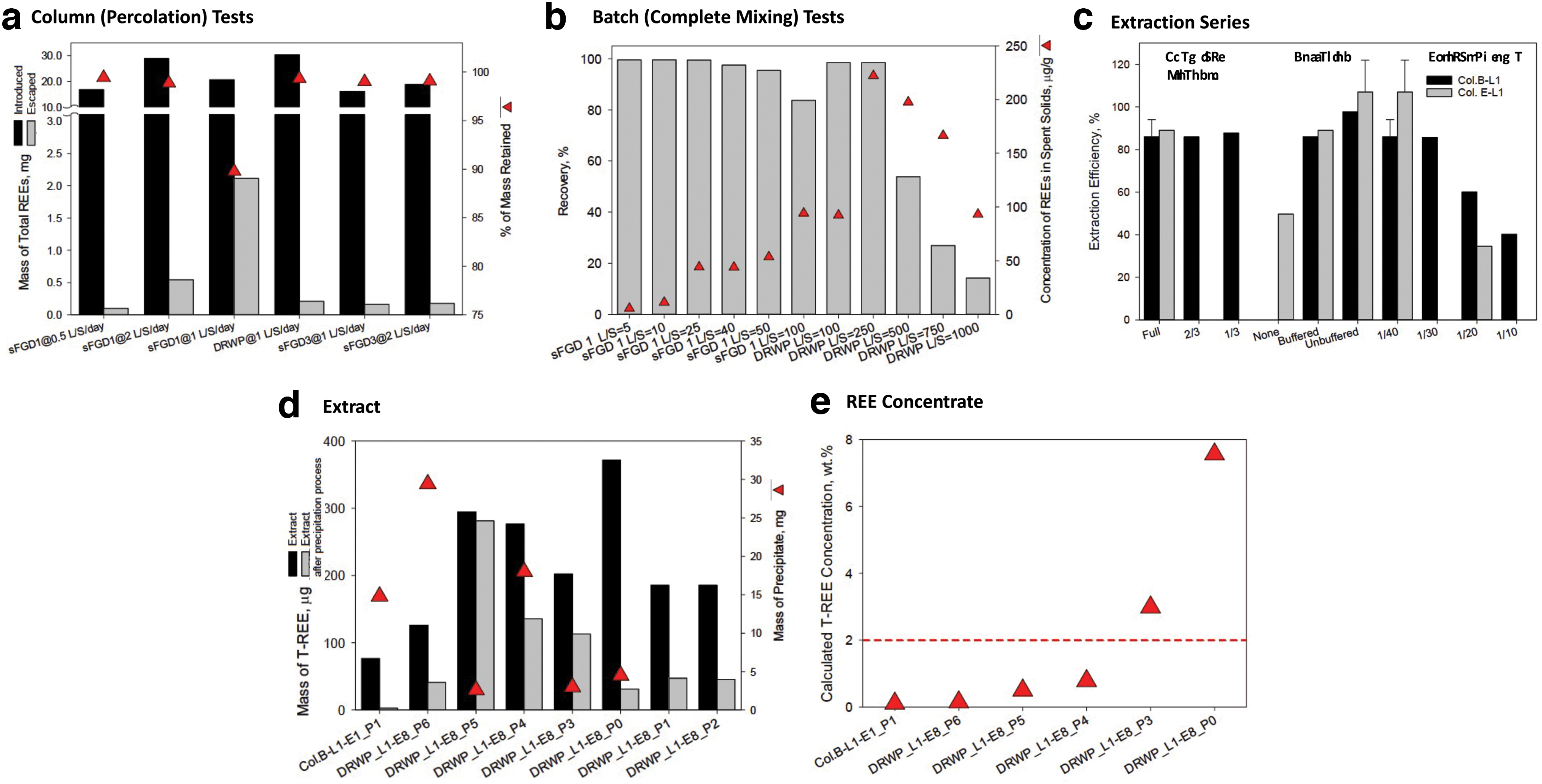
Over 98% of the REEs were recovered in the column (percolation) tests before the neutralization capacities of the solids were exhausted. (∼90% of REEs were retained in one test, which was due to a breakthrough.) The batch experiments simulated complete mixing by combining predetermined amounts of sFGD or WTP sludge with a specific amount of CMD to achieve desired liquid-to-solid (L/S) ratios, from 5 to 1,000.
sFGD: the retaining efficiency was >95% for L/S ≤50. At a higher L/S ratio of 100, although the retaining efficiency decreased to 83.8%, the concentration of total REEs (dry basis) in the spent solids was 94.2 mg/g (highest among the sFGD batches).
WTP Sludge: >98% of the T-REE mass in CMD partitioned to solids with L/S < 250 and decreased with higher L/S ratios. The highest concentration of T-REEe in the spent solid after the reaction was ∼230 μg/g. To optimize the extraction process, different chemical doses, pH buffering conditions, and L/S ratios were tested.
The extraction efficiency did not depend on the chemical strength, increased slightly with buffering, had little effect on the pH change, and increased with solid-to-extractant (S/L) ratios of 1/40 and 1/30 and decreased with higher S/L ratios (Fig. 1c). Precipitates that formed during air purging the extracts with various flowrates and durations, were determined gravimetrically (Fig. 1d), and recovered by filtrating with a 0.45 μm filter and drying in 105°C oven. A mass balance to determine the concentration of T-REEs in the solids showed that >90% of the extracted REEs formed a REE concentrate with the T-REEe concentration ∼7.5% wt. (Fig. 1e). This concentrate can be used as the feedstock to produce a final REE product, but additional purification steps are needed.
Experimental results.
Operational elements of the TEP process
Figure 2 shows the system: (1) a CMD source, (2) a CMD treatment cell located adjacent to a CMD discharge, (3) an extraction reactor, (4) an aeration tank, and (5) a sedimentation tank.
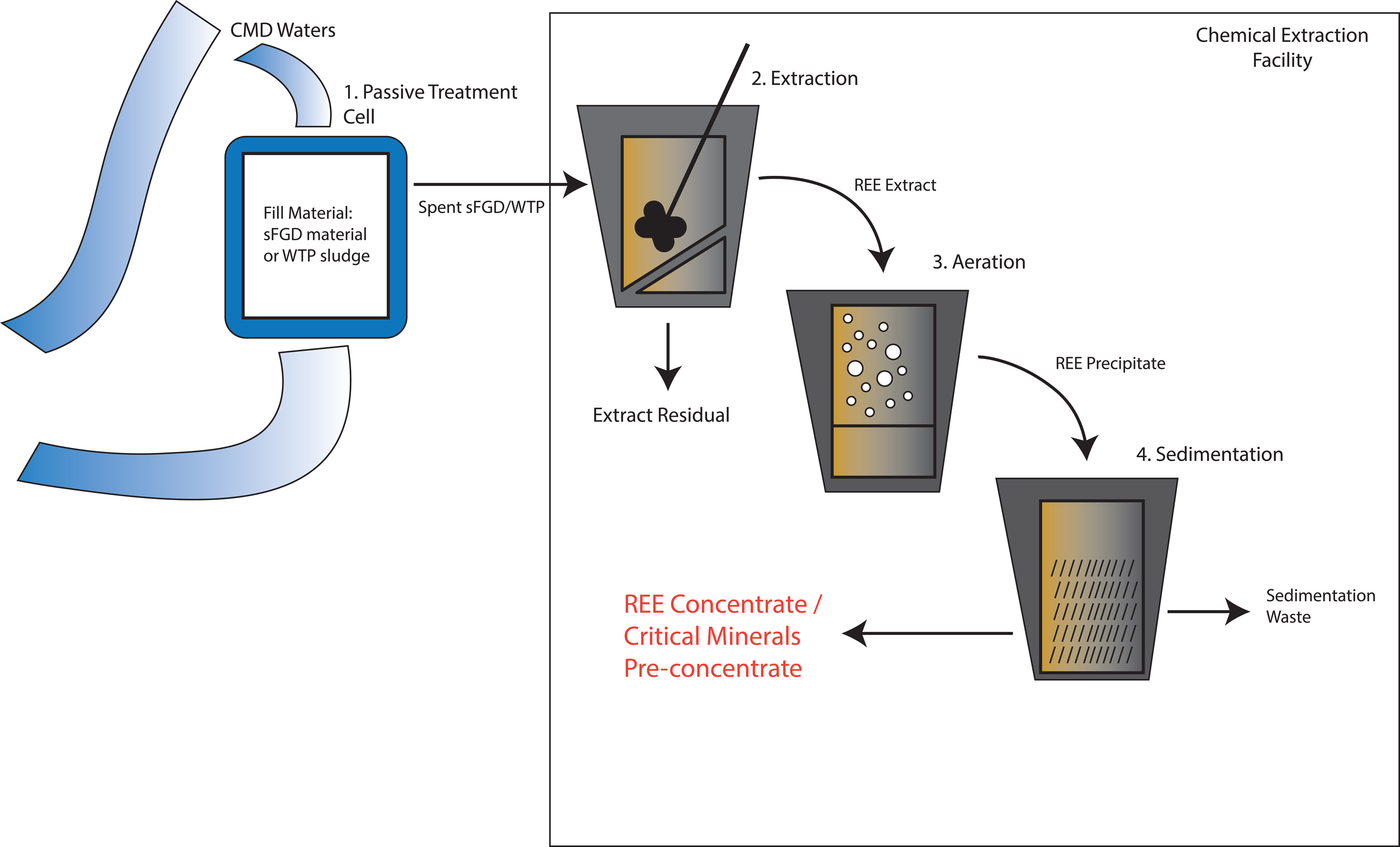
The TEP process to produce a REE feedstock while neutralizing CMD. CMD, coal mine drainage; TEP, trap-extract-precipitate.
Treatment cell
The treatment cell uses gravity to percolate CMD through the fill material. The neutralizing capacity of the fill material is exhausted when the pH of the treated CMD noticeably decreases, after which the spent material is removed and replaced. In a field setting, the treatment cell would have parallel sections to accommodate CMD flow variability, fill material clogging, and divert CMD from a section to replace spent fill material.
As a result of the column tests, the treatment capacities for the TEA and the LCA were conservatively set to L:S ratios of 50 (sFGD material) and 100 (WTP sludge). The sFGD material has less neutralizing capacity than WTP sludge, and thus sFGD material must be replaced twice as often as WTP sludge. With a percolation rate of 1 L/S per day, the treatment cell is designed for 1/5th of the fill material to be replaced every 50 days (with sFGD material) or 100 days (with WTP sludge).
Extraction reactor
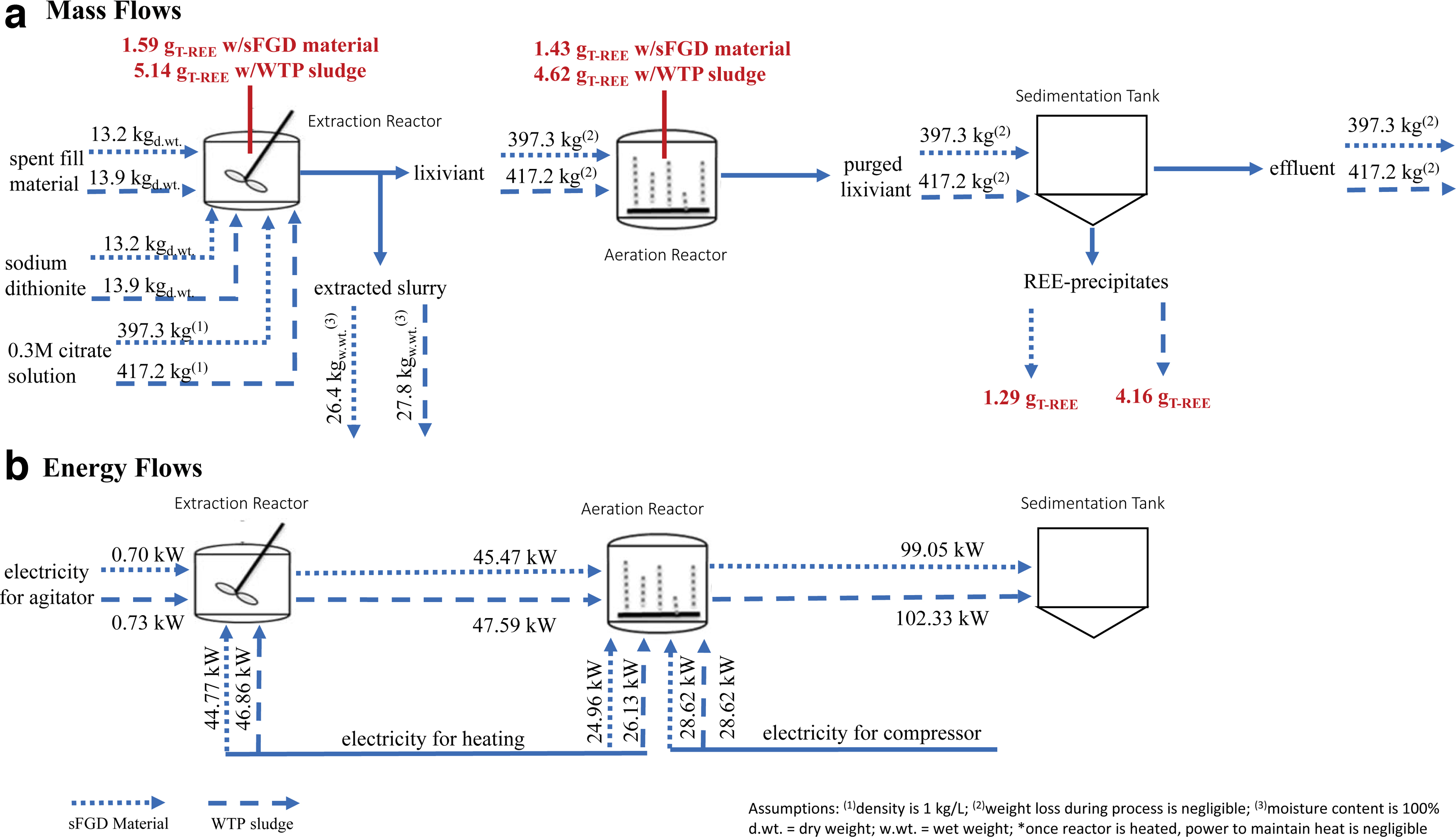
One gram of sodium dithionite (Na2S2O4) and 30 mL of 0.3 M sodium citrate (Na3C6H5O7) solution are used per gram of spent fill material, with operational parameters (e.g., reaction duration, temperature, chemical dose) based on the experimental results that also demonstrated that the required quantities of the reagents do not depend on the fill material. This material is introduced in four batches with a 6-h duration, including settling. These inputs are adjusted for the fill material and account for the annual operation of the TEP process (Tables 1 and 2 and Appendix Table A2).
Operational Elements Developed in This Study and Integrated into the Bench-Scale System
CMD, coal mine drainage; LCA, lifecycle assessment; REE, rare earth element; sFGD, stabilized flue gas desulfurization; TEA, technoeconomic assessment; TEP, trap-extract-precipitate; T-REEe, total REE concentration; WTP, water treatment plant.
Operational Conditions for Estimation of the Economic and Environmental Burdens
Extract aeration tank/sedimentation tank
After settling, the supernatant from the extraction tank (272.4 L for spent sFGD material or 136.2 L for spent WTP sludge) is discharged into the aeration tank, where air diffusors evenly distribute purified air. The purging flow rate and duration are based on the experiments (Tables 1 and 2). After purging, the solution is discharged to a batch sedimentation tank, where REE flocs formed during the aeration process are separated from the liquid phase, and concentrated. The thickened REE sludge is discharged and collected manually.
Mass and energy flows are shown in Fig. 3.
Techno-economic assessment
The TEA model follows U.S. Department of Energy guidelines for American Association of Cost Engineers Class 3 cost estimates (U.S. DOE, 2018, 2019). The model provides breakdowns of capital costs, operation and maintenance (O&M) costs, and financing assumptions to determine a levelized cost. The financing parameters and operational considerations are consistent with related work (Ziemkiewicz et al., 2001; Micari et al., 2020). To assess each material equally, reactor sizes and flowrates (∼13 kg of spent fill material per day) are held constant.
Process assumptions
The CMD treatment cell relies on natural CMD discharge and operates continuously. The capacity of the treatment cell is normalized to a half ton for both fill materials, and thus the sFGD material is replaced twice as often as the WTP sludge. We assume that there will be one chemical extraction facility per CMD treatment location, and that the facility batch processes the extraction, aeration, and sedimentation steps (Appendix Table A2).
Capital costs
The size of treatment cell, size of the equipment in the chemical extraction facility, and the retention times for the mass flows are determined by the experiments. We assess the infrastructure, equipment, and labor to build the treatment cell and the equipment needed in the chemical extraction process. We follow the approach for passive treatment systems, and assume that a variety of heavy equipment would be needed (Brodie et al., 1992; Nairn et al., 1992). Construction takes 1 week and uses standard equipment rental rates and hourly labor rates for the U.S. state of Ohio (Office of Equipment Management, 2018).
The chemical extraction process uses two jacketed reactors (one agitated for $26,000, one nonagitated for $4,000) (Milligan and Milligan, 2014), a 6.5 HP, 60-gallon, single-stage air compressor for the aeration basin, and a sedimentation basin, to dry the REE concentrate, altogether totaling $2,000 (Air Compressors Direct, 2021; United States Plastic Corporation, 2021).
The design uses established technologies, so we apply a 30% engineering cost factor (ECF) for design uncertainty (e.g., acquiring materials, labor) to total capital investments (TCI) to determine the Bare Erected Cost (BEC). We assume the cost of items, such as wiring, plumbing, and sensors for monitoring equipment, are negligible relative to the costs for the equipment and labor needed for construction. A 10% project/process contingency (a) is applied to the BEC (Towler and Sinnott, 2013). The total system cost (TSC) is:
Capital costs are annualized with a 10% interest rate and a 20-year financing lifetime (Ziemkiewicz et al., 2001), although the system would likely operate until the CMD discharge dissipates or there is a structural failure. (See Appendix for conversion to 2018USD.)
O&M costs
The treatment cell has only one operating activity: replacement of the fill material. We assume there are no maintenance expenses, and the treatment cell is inspected when the spent fill material is replaced and minor repairs are made. Since downstream water monitoring is expected, needs for maintenance or repair of the treatment cell could be identified by changes in water quality. These costs are covered under the contingencies.
A one-ton pickup costs $1.00/mile to transport the fill material to the treatment site. Since the chemical extraction occurs near the treatment cell, costs to transport the spent fill material are negligible (Office of Equipment Management, 2018). We also assume that the treatment is within 50 miles of the other facilities, and thus O&M costs for transportation are negligible.
Reagent prices are from commercial bulk pricing: $1.68/kg for sodium dithionite and $0.90/kg for citrate solution (Alibaba, 2021a, 2021b). Electricity is purchased at $0.07/kWh, the local business rate for Ohio (U.S. DOE EIA, 2019a). Due to the site-specific and small scale of the process, one full-time chemical plant operator and one maintenance person who works 10 h a week are employed. Administrative O&M costs for the chemical extraction facility (e.g., taxes, workers compensation, property insurance, general liability) are from average administrative fees for small businesses (Insureon, 2021; Progressive Commercial, 2021).
Life cycle assessment
The process-based LCA uses the Ecoinvent 2.2 database and the SimaPro 8.5.20 Ph.D. LCA software. We implement the ReCiPe Hierarchist and TRACI 2.1 impact assessment methods. The TRACI 2.1 method is developed by the U.S. Environmental Protection Agency and provides ten indicators that focus on the environmental impacts of chemicals and can better quantify the benefits to ecosystem and human health of removing elements from CMD, such as lead, arsenic, and mercury (Bare et al., 2012).
The ReCiPe Hierarchist method is a globally accepted approach that provides eighteen midpoint indicators that are aggregated into three endpoint indicators (human health, ecosystems, resource consumption), values environmental services and posits that some can be replaced by innovation, adopts a mid-term view of 100-year time horizons, and allows for more direct comparison of systems while balancing long- and short-term perspectives (Goedkoop et al., 2013; Simapro Database Manual, 2020).
Most results convert impacts into a base equivalent (e.g., impacts from methane emissions converted to CO2 equivalent). Impacts from toxicity to humans or the environment are in units of Comparative Toxic Unit (CTU), which indicate the expected increase in morbidity per unit mass of a chemical that is released.
Several assumptions are made to clarify the system boundary (Fig. 4): (1) fill material is produced regardless of treatment; (2) CMD waters are discharged regardless of remediation; (3) the amount of elements that are removed from the CMD waters are considered; (4) but not what remains to impact surrounding waterways (these elements would be present without treatment); (5) the production and operation of the equipment to construct the treatment cell are considered; and (6) the sedimentation tank does not require energy and thus does not incur environmental burdens after construction.
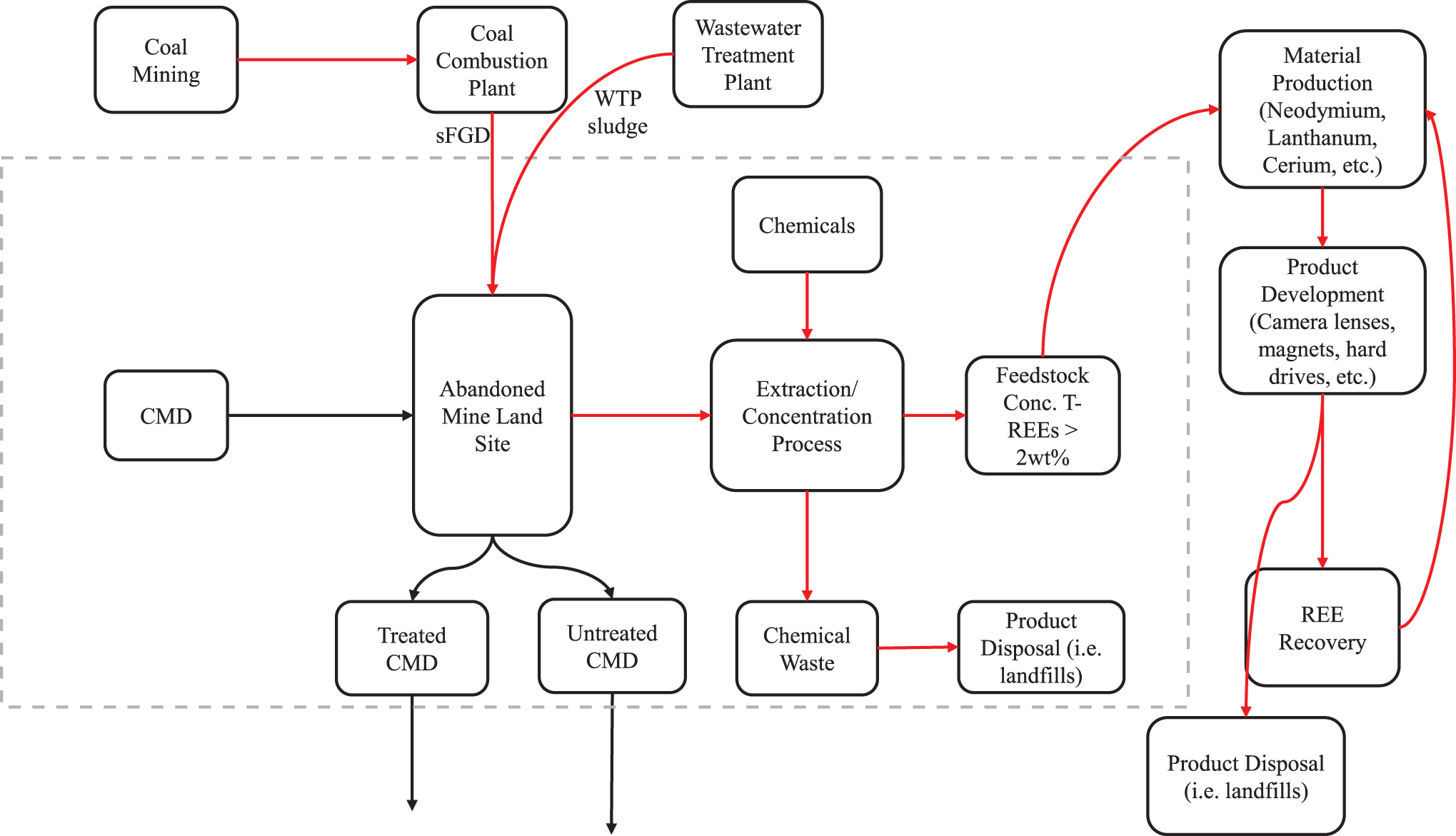
Processes for the lifecycle assessment of the treatment of, and REE extraction from, CMD. System boundary (dashed line), transportation (red lines).
Existing processes in EcoInvent with U.S. environmental burdens are used for construction of the treatment cell and the transportation of materials. The production and transportation of reagents for chemical extraction are considered. We use an existing process in EcoInvent for the production of sodium dithionite and create a pseudo process for the 0.3 M sodium citrate for two ways to produce it, using existing processes in EcoInvent for sodium hydroxide, and (1) citric acid (Holton, 1939) and (2) soda ash. The construction of the facility is based on Heravi et al. (2016) and Shrivastava and Chini (2011).
The REE extraction requires energy; the daily energy requirements for the extraction and aeration basins are calculated and are based on the electricity mix in Ohio (U.S. DOE EIA, 2019b). The EcoInvent datasets are provided in Appendix Table A3.
The removal of harmful constituents from the CMD waters, which can be a challenge in an LCA (because of the focus on environment impacts), is addressed by using the “products avoided” feature in SimaPro. The experiments facilitate determination of the average amount of constituents that are removed (Appendix Table A1). These values are scaled linearly to the amount of CMD that is remediated and added to the “products avoided” category for water pollution. This approach accounts for the environmental benefits without implying that the process provides services that it does not provide.
Results
Estimated economic costs
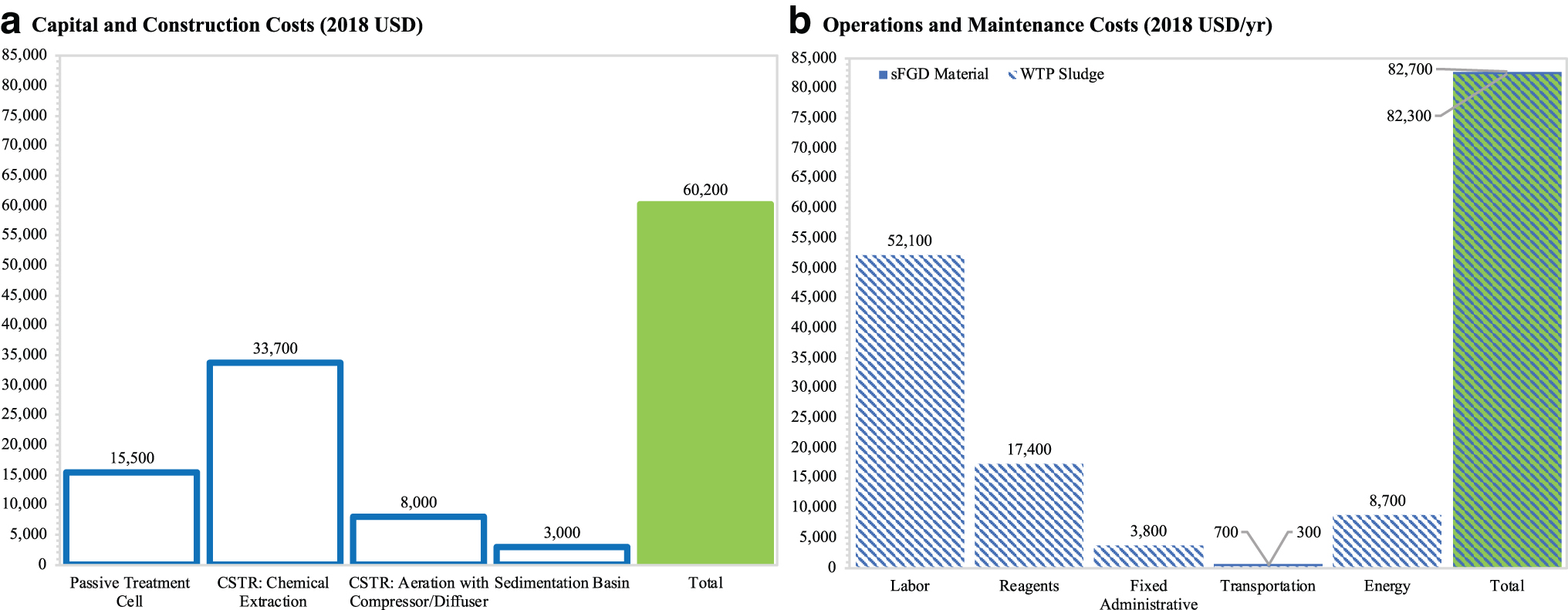
The estimated capital cost for the TEP process is $60,200 (Fig. 5a). The capital costs for the chemical extraction equipment do not depend on the fill material. The equipment size depends on the rate of the material that is processed.
Estimated economic costs from the technoeconomic assessment.
The total O&M costs are estimated to be $82,800/year for an sFGD-based system and $82,300/year for a WTP sludge system (Fig. 5b). The O&M costs differ due to the transportation of the fill material from different locations. These results suggest that collocating the source of the fill material with the location of the treatment cell and chemical extraction would yield minor reductions in cost.
The O&M costs and annualized capital costs total $89,300/year for a WTP sludge system and $89,800/year for an sFGD material system, for unsubsidized levelized costs of $86/gT-REE and $278/gT-REE, respectively. Despite having lower O&M costs, the levelized cost of an sFGD system is higher than a WTP sludge system because the sFGD material has a lower treatment capacity and must be replaced twice as often.
Estimated environmental effects from the life cycle assessment
With the treatment cell, most impacts occur during construction due to the use of equipment and transportation of material to the site, but benefits appear when the treatment cell begins operation; the removal of harmful elements from CMD waters yields negative impact values. In the Tool for the Reduction and Assessment of Chemical and other environmental Impacts (TRACI) method, the negative contributions indicate offsets of carcinogenic and ecotoxicity damages, and complete mitigation in the noncarcinogenic impacts.
In the ReCiPe Heirarchist method, improved water quality yields a human health endpoint indicator of −2.0 × 10−3 disability-adjusted life years (DALY), an ecosystems impact of −5 × 10−6 species/year, and a resource impact of ∼55 USD2018 (2013USD is escalated with CPI inflation, 1.5%/year, to 2018USD to be consistent with the TEA). The negative impact values for human health and ecosystems suggest that operating the treatment cell offsets impacts from its construction.
The energy- and reagent-intensive extraction and aeration steps offset the benefits from the treatment cell. The three largest impacts to human health are from the electricity (0.15 DALY); production of sodium citrate, which has less impacts using sodium hydroxide than soda ash (0.07 DALY vs. 0.11 DALY); and production of sodium dithionite (0.34 DALY). These processes also have the most impact on ecosystems: 45%, 21%, and 33% of species loss/year, respectively. The spent sFGD material from the treatment cell has a negative impact, but due to the large impacts from reagent production and electricity use, the effect is a loss of 1.15 × 10−3 species/year for the extraction process.
A WTP sludge system has lower environmental impacts than an sFGD material system (Tables 3 and 4). The WTP sludge design uses about one-third the resources of a sFGD material system, which is likely due to the higher neutralizing capacity and longer residence time of WTP sludge in the treatment cell. Furthermore, WTP sludge results in impacts of 0.18 DALY versus 0.56 DALY for sFGD material. A WTP sludge system also consistently has smaller impacts in midpoint indicators than SFGD material systems. For example, indicators of terrestrial acidification suggest that WTP sludge contributes 620 kg of SO2e, whereas the sFGD material system produces 1,908 kg of SO2e and loses 4.06 × 10−5 species/year. Similarly, terrestrial ecotoxicity impacts are 3.92 × 10−6 species/year from WTP sludge systems, which is approximately one-third the impact of sFGD material systems.
Midpoint Indicators per kg Rare Earth Element for the Treatment-Extraction-Precipitate Process
Environmental effects vary by the fill material in the treatment cell. Results of sodium citrate produced by citric acid and sodium hydroxide.
CTUe, comparative toxic units ecotoxicity; CTUh, comparative toxic unit for human; DALY, disability-adjusted life years; TRACI, tool for the reduction and assessment of chemical and other environmental impacts.
Endpoint Indicators of Environmental Effects of Treatment-Extraction-Precipitate System (ReCiPe Hierarchy Method)
Environmental effects vary by the fill material in the treatment cell.
Discussion and Conclusions
The TEP process uses industrial byproducts (sFGD material or WTP sludge) to treat CMD, mitigate its environmental impacts, and extract REEs. WTP sludge is a preferred fill material over sFGD because it has a higher neutralizing capacity and more efficiently extracts REEs. These characteristics reduce costs, and yield ∼3 × less environmental burdens. Prior LCAs on active and passive CMD treatment systems estimated small environmental burdens: human health impacts from 1.41 × 10−4 DALY (Bioreactor with modified transport [P-BMT] passive treatment) to 8.71 × 10−3 DALY (lime-slaking active treatment), ecosystem impacts from 7.97 × 10−7 species/year (P-BMT passive treatment) to 4.20 × 10−5 species/year (lime-slaking active treatment), and resource consumption from $769 (passive bioreactor) to $14,057 (lime-slaking active treatment) (Hengen et al., 2014).
In contrast, our results for CMD treatment suggest improvement in environmental consequences. Yet we caution about direct comparison of our LCA results with those from other studies because our integrated CMD treatment/REE extraction system does not focus only on CMD treatment, and system boundaries that define the scope of a LCA assessment may also differ.
The estimated cost of the TEP process (i.e., $86/T-REE) is a couple orders of magnitude above the market price for REEs, which can fluctuate widely over time. Direct comparisons with related cost estimates, such as those for CMD treatment (Ziemkiewicz et al., 2001; Micari et al., 2020) are difficult because doing so requires consistent economic assumptions (e.g., discount rate, lifetime), currencies, base years, and units (e.g., per kg REE, per L CMD). Yet there are various ways to reduce costs and more completely value the TEP process that can be fodder for future research:
Optimize process
For example, sodium citrate and sodium dithionite comprise ∼21% of the total O&M costs and these chemical reagents contribute large shares of the total impacts to human health, ecosystems, and resource consumption. More broadly, the efficiency of the TEP process could be improved in several ways, including: (1) some constituents of the CMD are released only in the first flush; (2) leveraging biogeochemical changes that occur with respect to the CMD precipitates; and (3) monitoring pore pressure to selectively identify and remove clogged fill material, which should contain high concentrations of REEs coprecipitated with iron, aluminum, and magnesium.
Investigate industrial scale operation
To avoid introducing general assumptions, which may provide optimistic but uncertain results, this study did not implement power equations with scaling exponents (often between 0.5 and 0.9) that are often used to extrapolate costs from experimental results to commercial scale production (James et al., 2019). Industrial scale operation may also reduce labor costs, which comprise ∼63% of the O&M costs in this study.
Leverage economies of scale
Legacies of coal production (i.e., CMD) and coal-fired electricity generation (i.e., sFGD) suggest many potential locations for treatment cells, and the spent solids could be transported to a centralized TEP process facility. Centralizing REE extraction could reduce total and levelized costs through economies of scale and increasing the amount of REEs recovered per unit of CMD, sFGD material, or WTP sludge.
Value services provided
Using sFGD material or WTP sludge avoids landfilling and other disposal options, the spent material can be used as a land amendment, and remediating CMD improves water quality and promotes ecosystem restoration.
Industrial scale operation will likely rely on the demand of the REO feedstock, geopolitical and environmental concerns about CMD and sourcing and mining REEs, and valuing the benefits of improved water quality and ecosystem services that result (Keeler et al., 2012). This study highlights the need to consider both economic costs and environmental effects in decision making. Economic costs promote comparison of CMD treatment and REE extraction from financial perspectives, and environmental effects facilitate comparison of CMD treatment systems. Future policy could be informed by work to integrate LCA with TEA and internalize the value of the ecosystem services to more thoroughly estimate the value that the TEP process provides in improving the environmental legacy of coal reliance and production of valuable REEs.
Footnotes
Acknowledgments
The authors acknowledge support from The Ohio State University for a University Fellowship and a Graduate Enrichment Fellowship to Miranda, who also acknowledges support from an Environmental Research Education Foundation scholarship.
Author Disclosure Statement
The TEP process has been submitted for an international patent, which at the time of this submission, application number PCT/US2020/043532, is pending.
Funding Information
This work was supported by the U.S. Department of Energy grant DE-FOA-0001718.