
Abstract
Additive manufacturing (AM) process is an ideal way to rapidly prototype freeform optics. We present a new precision additive freeform optics manufacturing (AFOM) method using pulsed infrared laser to thermally cure optical silicones. To achieve the tight optical surface requirements, the curing volume pixel (voxel) of the AM process should be precisely controlled. We have developed an opto-thermal-chemical-coupled multiphysics model to simulate the curing process and predict the shape and size of cured polymer. Single-point curing experiments were conducted using a Q-switched fiber laser with an average power of 10 W and a repetition rate at 30 kHz. Numerical simulation shows a good agreement with the experiments, showing a path for a theoretically guided design of a high-precision AFOM process.

Introduction
Due to the nonrotational symmetry, a freeform optical surface provides more degrees of freedom than conventional optical surfaces, offering many potential advantages, including better performance, reduced component count, and even an entirely new optical functionality that will have a profound effect on the optical system.1–5 Despite numerous advantages, the fabrication of freeform optics is still a bottleneck, preventing it from rapid and wide commercialization. State-of-art manufacturing techniques, such as single-point diamond turning, ion-beam figuring, and magnetorheological finishing, are costly and time-consuming. Potentially additive manufacturing (AM) will be an effective and economic way to fabricate freeform optics if the high-precision surface shape and quality can be guaranteed.
Common AM methods capable of fabricating transparent polymer elements are as follows: multijet modeling (MJM), stereolithography (SLA), Printoptical technology by Luxexcel; and two-photon polymerization technique.6–13 The MJM method makes use of support structure of wax and a print head jetting material layer by layer, postpolishing is needed to smooth the printed surface. SLA uses an ultraviolet (UV) light source to cure the photopolymer resins layer by layer, similarly, postpolishing is needed. The Printoptical technology is a modified ink-jet printing technology that deposits microdroplets of polymethyl methacrylate-like UV-curable polymer layer by layer. Nanoscribe's technique uses the multiphoton polymerization method to realize femtosecond laser three-dimensional (3D) printing of freeform micro-optical elements. All those techniques are based on the UV curing method, and the printed lenses inevitably get yellowish after some time, impeding their application in visible spectrum. Notably, there has been increased research interest in using non-UV-based systems for polymerization. 14
Thermal curing of optical silicone is another method to fabricate optical elements using the AM approach. Compared with UV curable materials, thermally curable optical silicones have a number of advantages such as strong UV stability, nonyellowing, and high transmission making them particularly suitable for optical imaging applications. 15 Hence, lithographic, surface tension-driven, embossing hanging methods, and a confined sessile drop technique, have all been reported to fabricate optics from optical silicones.16–22 These methods have some common issues: (1) they are limited to simple, small-scale optics; (2) they are slow; and (3) they cannot control the freeform shape to meet specifications. Although a moving needle method was developed to partially change the lens shape, it still cannot control the lens shape accurately. 23 A printing approach using a passive droplet dispenser has been investigated to fabricate a lens from optical silicone, but the reported method cannot control the lens shape either. 24
We have proposed a precision additive freeform optics manufacturing (AFOM) method based on local thermal curing of optical silicones using pulsed infrared (IR) laser. 25 Generally speaking, our method belongs to vat polymerization printing, and a container filled with cell-hydrogel suspension is subjected to selective curing of polymer to form 3D structures. The special feature of our method is that the lens material is cured in an ultrashort time driven by the thermal acceleration on polymer crosslinking, 15 not the UV-curing photopolymerization mechanism. The polymer we used is optical silicone, such as polydimethylsiloxane (PDMS) and Dow Corning® MS-1002 Moldable Silicone. We focus the IR pulsed laser inside the mixed silicones. Due to the high-absorption coefficient (>55%) of silicones in the short-wave IR spectrum (1.95 μm), a localized ultrahigh temperature zone is formed by the irradiance energy to realize the instant polymerization or solidification within the optical voxel. With additional beam scan device, the focused laser is scanned invariably across the X–Y plane surface of the liquid resin in a particularly designed pattern so that the selective continuous region could be hardened and formed layer by layer. 26 The voxel size and shape determine the minimum geometric resolution of the 3D printing, and hence, the final surface precision of lens surface. 27 In our approach, the voxel is affected both by the photoenergy distribution and the thermal diffusion in liquid polymer due to the high temperature rise in the vicinity of laser spot. 28
Modeling thermal effects induced by pulsed laser has been investigated widely in multiple application fields. Laser-driven noncontact transfer printing has also been reported using the laser-induced impulsive heating to separate the stamp and printed material utilizing the mismatch in coefficients of thermal expansion. 29 Thermal effect in SLA using a carbon dioxide continuous wave (CW) laser has been simulated in ANSYS®. 30 Rapid curing of PDMS under femtosecond laser for building biomedical microdevices has been investigated as well. 31 The impact of heat accumulation on ablation quality with respect to scanning speed under picosecond laser was reported in 2015 (Ref. 32 ). Silicone surface heating mechanism in femtosecond laser processing has been numerically modeled, 33 and heat accumulation by subsequent pulses and scans has been found to reduce material surface processing quality.34,35
In this study, we present an opto-thermal-chemical-coupled multiphysics model to investigate the single-point curing mechanism, including the photon energy absorption effect, heat transfer, and chemical reaction of polymerization. Based on the parameters of the single-point curing experimental setup, we derive the close-form equations for the 3D spatial distribution of the heat source and the temporal modulation. Numerical simulations are performed and show good agreement with the experiment results. Our physical model provides an effective tool to predict the curing shape and size for the opto-thermal 3D printing AFOM process.
Experimental Setup
The layout of the AFOM system is shown in Figure 1a. An 8-mm-diameter collimated laser beam from a Q-switched fiber laser (AP-QS1-MOD; AdValue Photonics, Inc.) is focused to a small spot by a 0.2 numerical aperture (NA) objective to solidify the liquid resin. The laser has a center wavelength of 1.95 μm, a spectral width of 100 nm, an average power of 10 W, a repetition rate of 30 kHz, a pulse energy of 333 μJ, a pulse period of
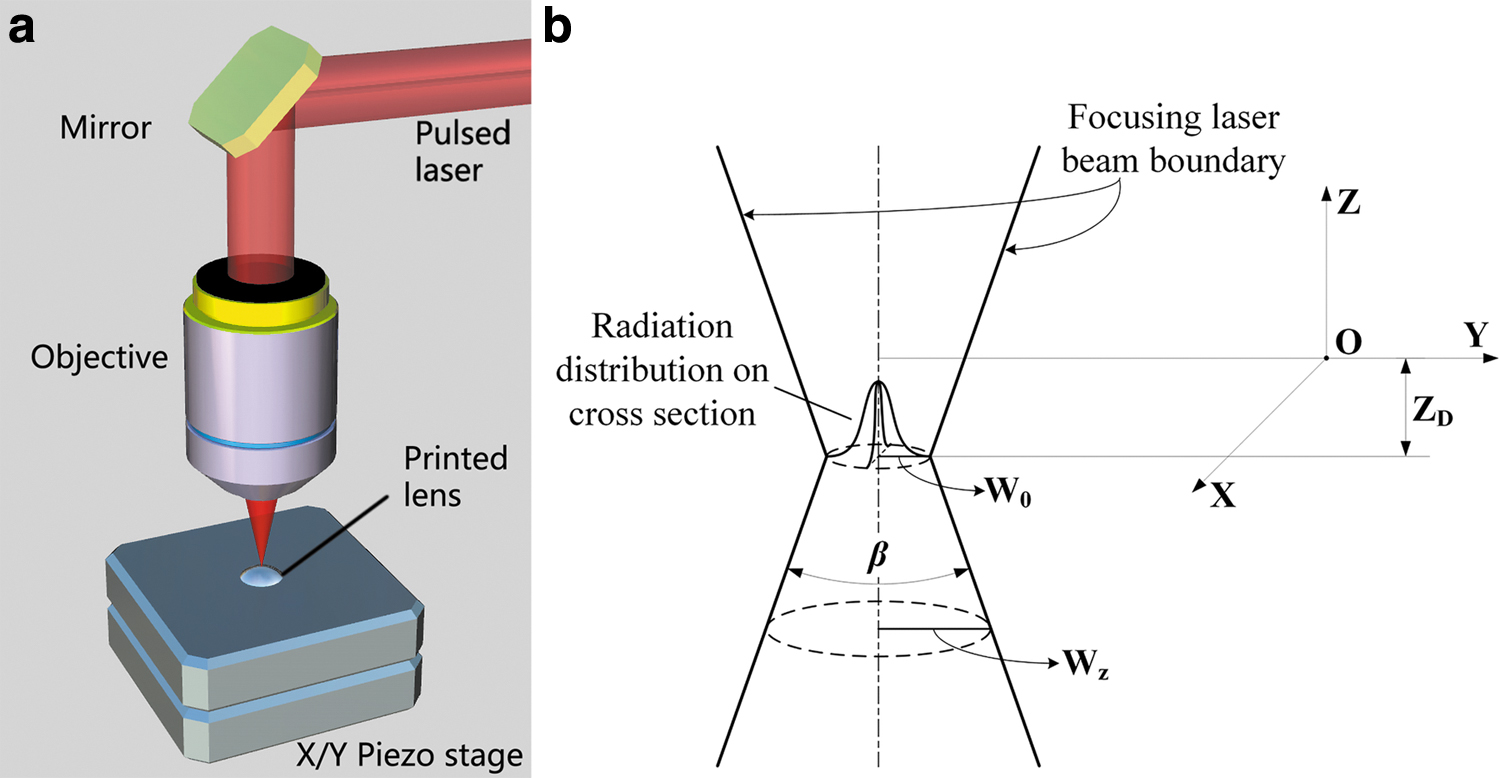
Layout of the AFOM system.
Figure 1b is the diagram of the focused laser spot in the Cartesian coordinate system whose origin is at the liquid surface. In Figure 1b, W0 is the radius of laser beam waist,
Analytical Physical Model of Single-Point Curing Reaction
As shown in Figure 1b, the laser beam radiation distribution is a Gaussian function in any cross section that is perpendicular to the beam axis. The Gaussian beam width Wz at the depth of z is given by the following:
where λ is the wavelength of laser.
In our model, the focused pulsed laser can be considered a CW laser in such a way that its irradiance is modulated both spatially and temporally. The analytical close-form equation of the time-varying heat source distribution can be derived.
Spatial modulation on laser amplitude
The focused pulsed laser energy incident on the air/liquid interface is split into two parts: a small portion is reflected by the interface and the rest propagates into the liquid. The laser is absorbed following the Beer–Lambert law as it propagates inside the liquid. Under this circumstance, when a laser with an instantaneous power PI heating the liquid resin, the power in a plane with a depth of z under the liquid surface is determined by the Beer–Lambert law
36
:
where RC is the reflectance of the air/resin interface at 1950 nm, AC is the absorption coefficient of liquid resin at1950 nm, and
The total absorbed laser power by resin from the top surface to a plane at depth z is as follows:
The absorbed power by a thin layer of liquid resin at a depth of z with a thickness dz is as follows:
Dividing Eq. (4) by the volume
The laser power distribution in any cross-sectional plane perpendicular to the z axis is a Gaussian distribution. For any Gaussian laser at a depth z0, the power distribution is given as follows:
where  Gaussian half-width.
38
Note that when
Gaussian half-width.
38
Note that when
Consider the plane at depth z, the integral of the surface irradiance over the entire x–y plane from
where
We know that the energy density on the plane is
Combining Eqs. (8) and (9):
Then the 3D distribution of laser power is given by the following:
where
Temporal modulation on laser amplitude
The instantaneous output power function of a laser pulse is a series of Gaussian function pulses in time domain with respect to the time variable t. The normalized periodical Gaussian function is given by the following:
where t is the time variable,
Chemical reaction equation
PDMS prepolymer is a viscous liquid at room temperature. The prepolymer has a siloxane backbone, with alternating silicon and oxygen atoms. The silicon atoms are connected with
where np is the crosslinking density at the degree of
where  is the curing rate with respect to time, k0 is the frequency factor constant, E is the activation energy, R is the gas constant, T is temperature, and m and n are the orders of reaction and they are empirical constants used to calibrate the equation. When the curing process happens at a higher temperature as described in this study, the curing completes sooner.
is the curing rate with respect to time, k0 is the frequency factor constant, E is the activation energy, R is the gas constant, T is temperature, and m and n are the orders of reaction and they are empirical constants used to calibrate the equation. When the curing process happens at a higher temperature as described in this study, the curing completes sooner.
The exothermic effect of the polymer cure reaction is represented by the internal heat consumption sink term  . Ignoring the effect of polymer flow in the material, the term can be directly related to the rate of cure degree
. Ignoring the effect of polymer flow in the material, the term can be directly related to the rate of cure degree  by the following equation.42,43
by the following equation.42,43
where
Coupled governing equation of heat transfer
The transient process of heat transfer is governed by the partial differential equation below:
where
Numerical Simulation
To investigate the validation of governing Eqs. (16) and (17), a series of numerical simulations have been performed. The commercial finite element analysis (FEA) software COMSOL® has been used as a solver to execute the numerical computation. The temperature evolution and cure boundary were simulated using the mathematical models in the Analytical Physical Model of Single-Point Curing Reaction section. The parameters that depict the laser processing conditions are listed in Table 1.
Thermophysical Parameters of Polydimethylsiloxane and Pulsed Laser
FWHM, full width half maximum; PDMS, polydimethylsiloxane.
An axial-symmetry FEA model was built in COMSOL, representing the precured polymer in container. Thermal convection and advection are neglected because the corresponding time duration is so long compared with the short pulsed laser period. The simulated temperature spatial distribution after the irradiance of 100 laser pulses is shown in Figure 2a. The temperature contour is illustrated in a plane symmetry model for better visual effect. Red color means high temperature, while blue means room temperature (293.15 K). In this case, laser is focused right on the interface between PDMS and air. The predicted surface temperature evolution for the experimental laser curing process is shown in Figure 2b. The curves in Figure 2b correspond to six locations: the point at the laser spot center (0 mm), and the points on the interface with multiple distances to the spot center. The one-dimensional cure degree distributions along X direction with respect to the curing time are illustrated in Figure 2c. With increasing curing time, which means more incident pulse numbers and thermal energy, the cured boundary tends to extend away from the spot center.
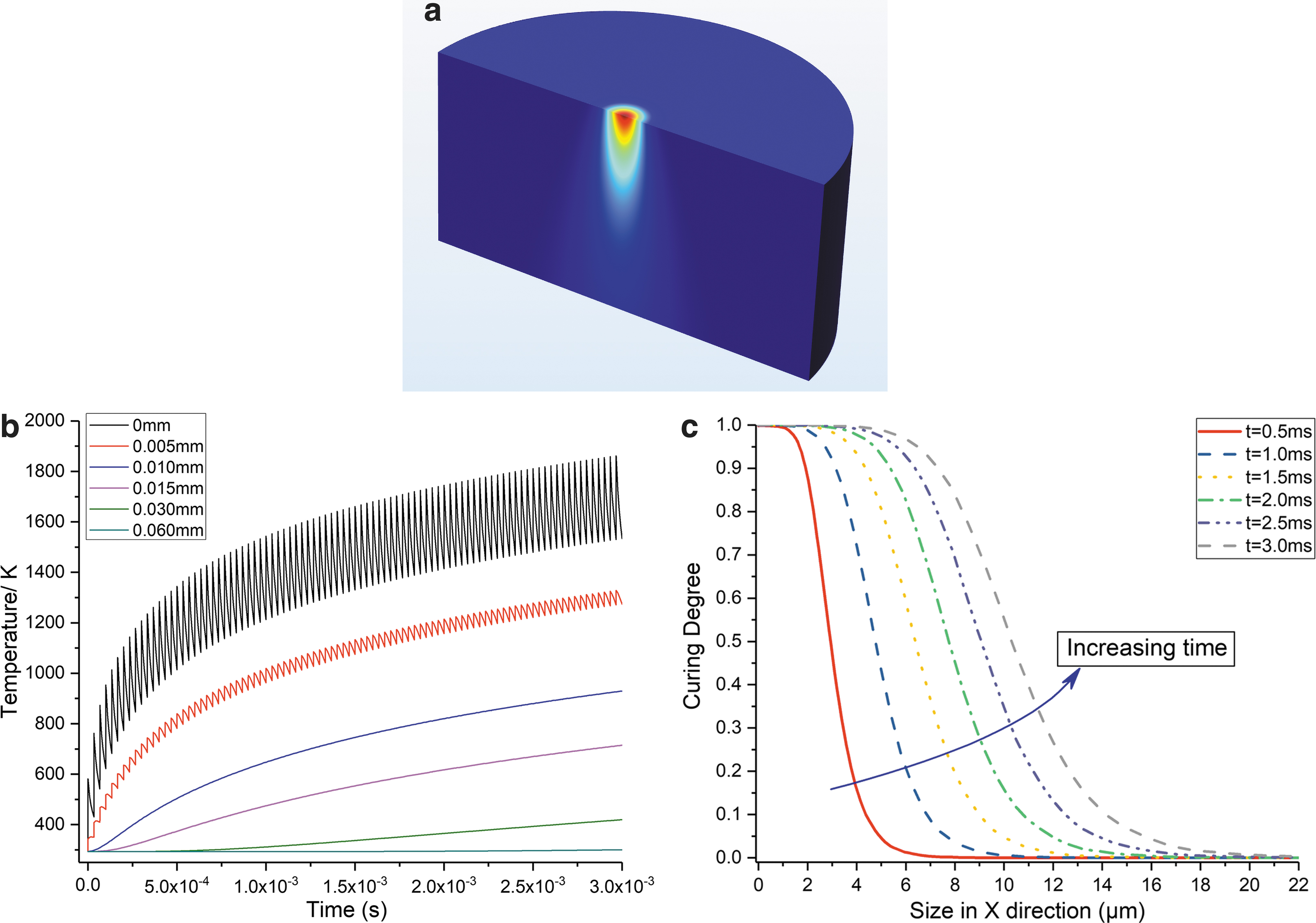
Spatial and temporal evolution of laser curing process.
The maximum temperature achieved in the laser curing process occurs at the center of laser spot corresponding to the peak energy deposition by the Gaussian laser irradiance. Also noted in Figure 2b is that there is a dramatic gradient change for the temperature distribution. The predicted center temperature may quickly exceed 1000 K, which is far beyond the degradation point, but only in an infinite small zone and extreme short time. 44 At the spot center, each pulse leads to an instantaneous temperature rise followed by the decay caused by thermal diffusion or conduction. This area inside the focal spot is highly affected by the temporal modulation of laser heating. In contrast, as shown in Figure 2b, the further from the spot center, the less pulse effect on the temperature rise. Thermal conduction is playing an important role.
Since all thermophysical parameters are determined by the material, the variables in the 3D printing process are the focused laser parameters. In this study, we investigate their impact on temperature ascension of PDMS: NA, focal depth, repetition rate, and wavelength. All the initial parameters are listed in Table 1. The varied parameters and impacts on the curing process are described in the following sections.
Numerical aperture
By keeping the laser pulse repetition rate, average power, and all other parameters unchanged, the temperature was simulated as a function of NA from 0.1 to 0.6 with an increment 0.1. The strict definition for NA is the sine of the maximum angle of an incident beam of optical system, thus  , where w is the diameter of the incident collimated laser beam while f is the effective focal length of the focusing lens, shown in Figure 3a. The temperature evolutions at the spot center are shown in Figure 3b.
, where w is the diameter of the incident collimated laser beam while f is the effective focal length of the focusing lens, shown in Figure 3a. The temperature evolutions at the spot center are shown in Figure 3b.
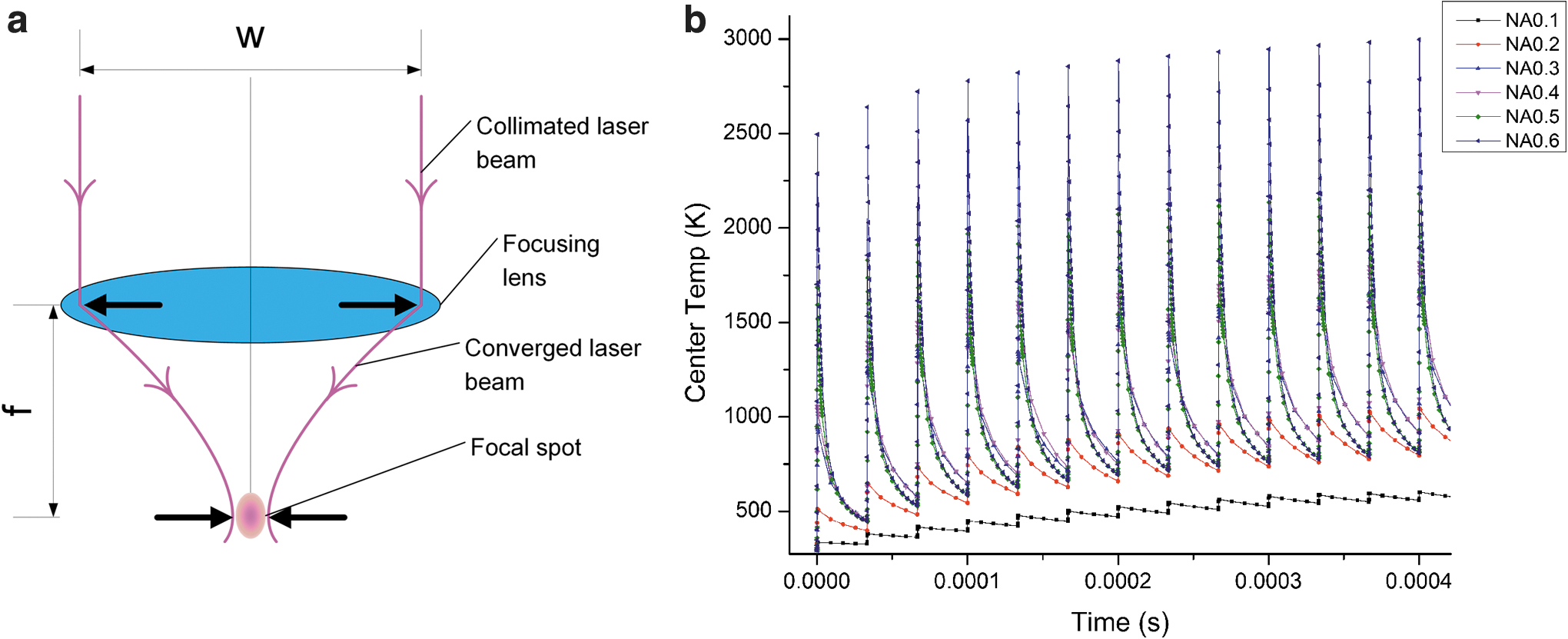
Figure 3b shows that the peak value of temperature due to laser pulse is strongly and positively correlated with NA. A large NA value would lead to an extremely high temperature in PDMS, which may cause a conspicuous degradation and depolymerization. In the single-point curing experiments, we choose a relatively small NA, which is 0.2, to avoid the instantaneous conspicuous degradation of polymer.
Repetition rate
The repetition rate impacts the polymer exposure region by effectively changing the average incident irradiance energy because the average incident power correlates with the repetition rate linearly. The repetition rate varied from 5 to 30 kHz with an increment of 5 kHz in our simulation, while all other parameters remain unchanged. The temperature evolutions as a function of time for different repetition rates are shown in Figure 4. The peak values due to laser pulses in temperature evolution also show a linear correlation to the repetition rate.
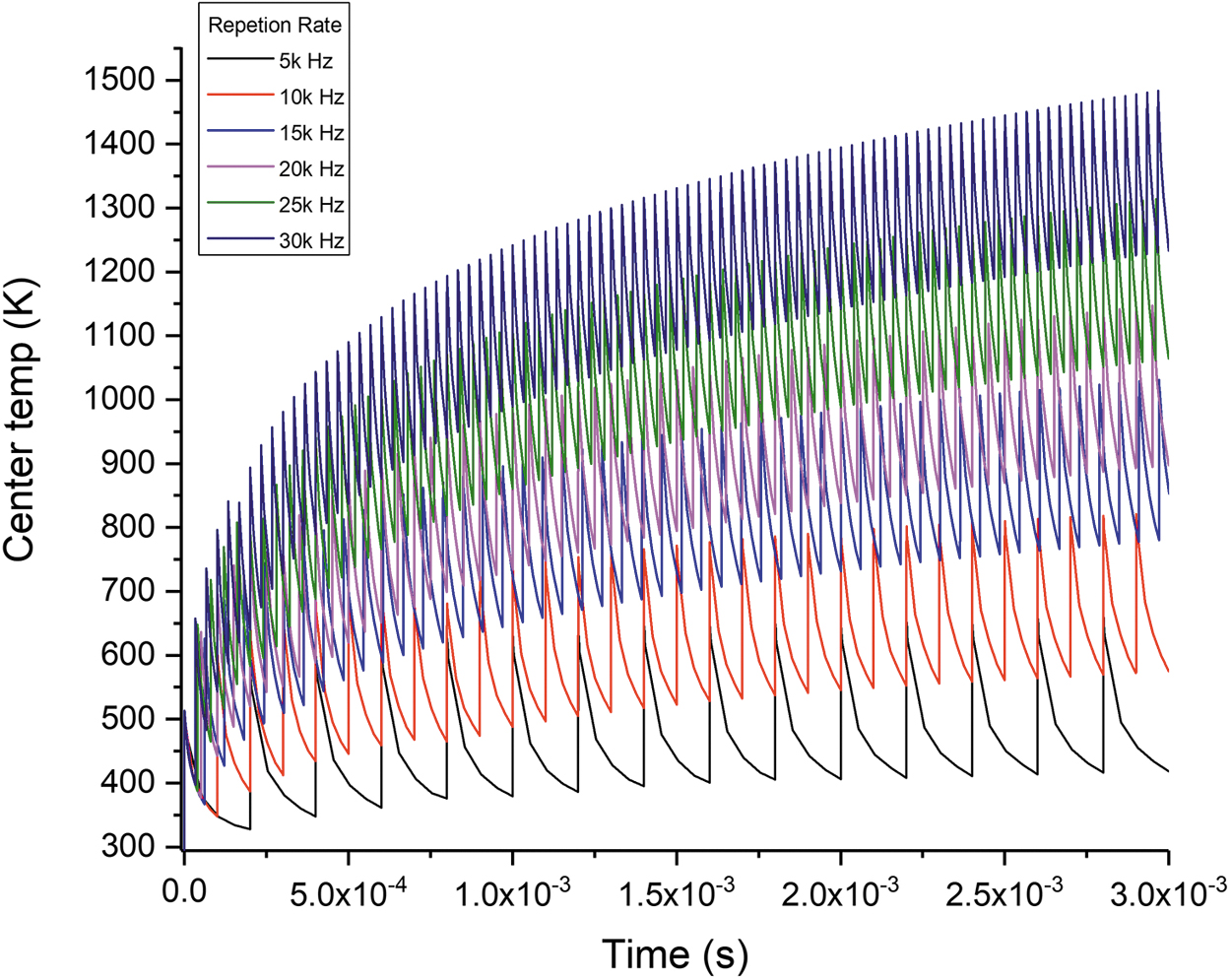
Temperature evolutions at the spot center for different repetition rates.
Working wavelength
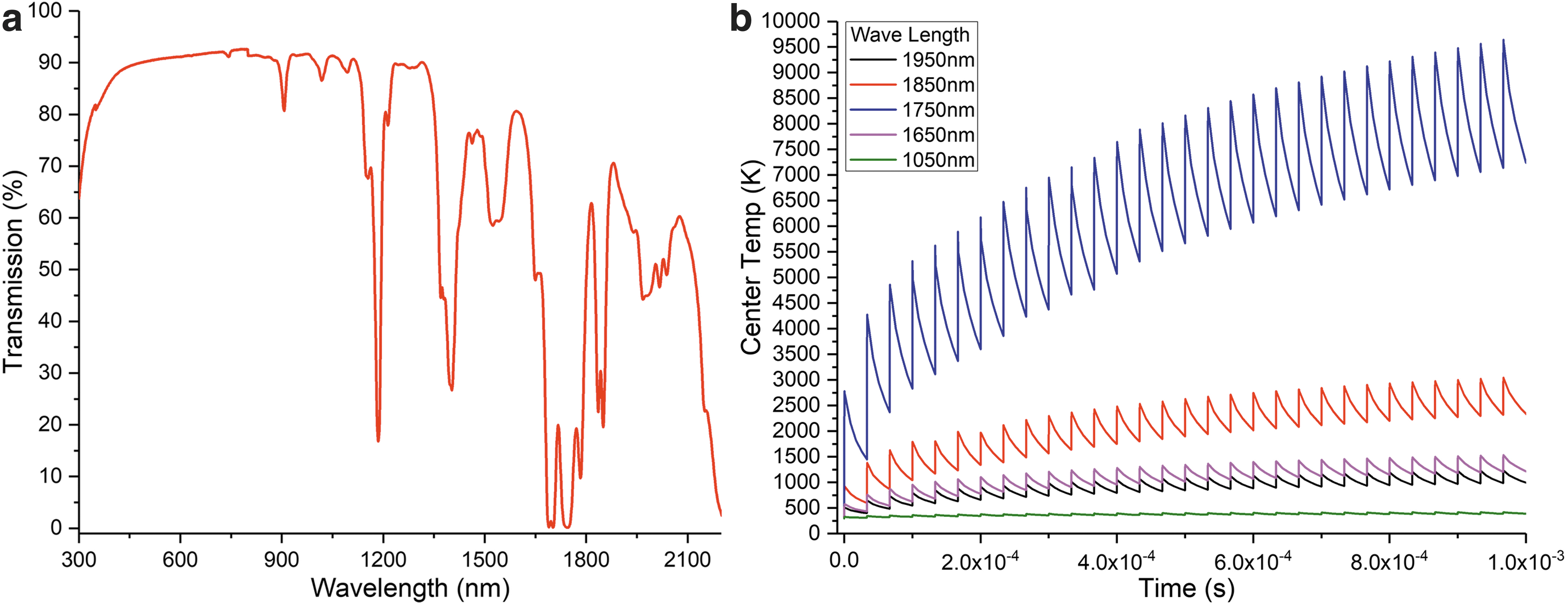
Polymers, such as PDMS, experience an absorption loss, mainly caused by the vibrational overtone and combination bands of the CH3-groups of the polymer. The transmission spectrum of the Sylgard 184 PDMS is shown in Figure 5a. The transmission valleys denote the strong absorption of the incident energy at the corresponding wavelengths. The impact on temperature evolution of several typical wavelengths was studied and is shown in Figure 5b. The temperature rise shows a strong nonlinear correlation to the transmission at different wavelengths. At 1750 nm, where the transmission is almost 0, the peak value of temperature evolution at spot center ascends dramatically to over 10000 K after 30 pulses, while the curve corresponding to 1950 nm (the working wavelength of laser in our experiment) keeps on a reasonable low level.
Experiments
To validate the analytic physical model that we derived in the Analytical Physical Model of Single-Point Curing Reaction section, single-point curing experiments were performed to investigate the correlation and consistency between the geometric size and shape of cured polymer and predicted by simulation under multiple laser pulses. The experimental layout is discussed in the Experimental Setup section and the parameters are listed in Table 1. Three different pulse numbers were simulated: 500 pulses, 800 pulses, and 1100 pulses. The laser was focused on the surface of the PDMS. The cured polymer voxel under the three circumstances is shown in Figure 6. The actual dimension of cross section for each curing voxel is plotted in Figure 7.
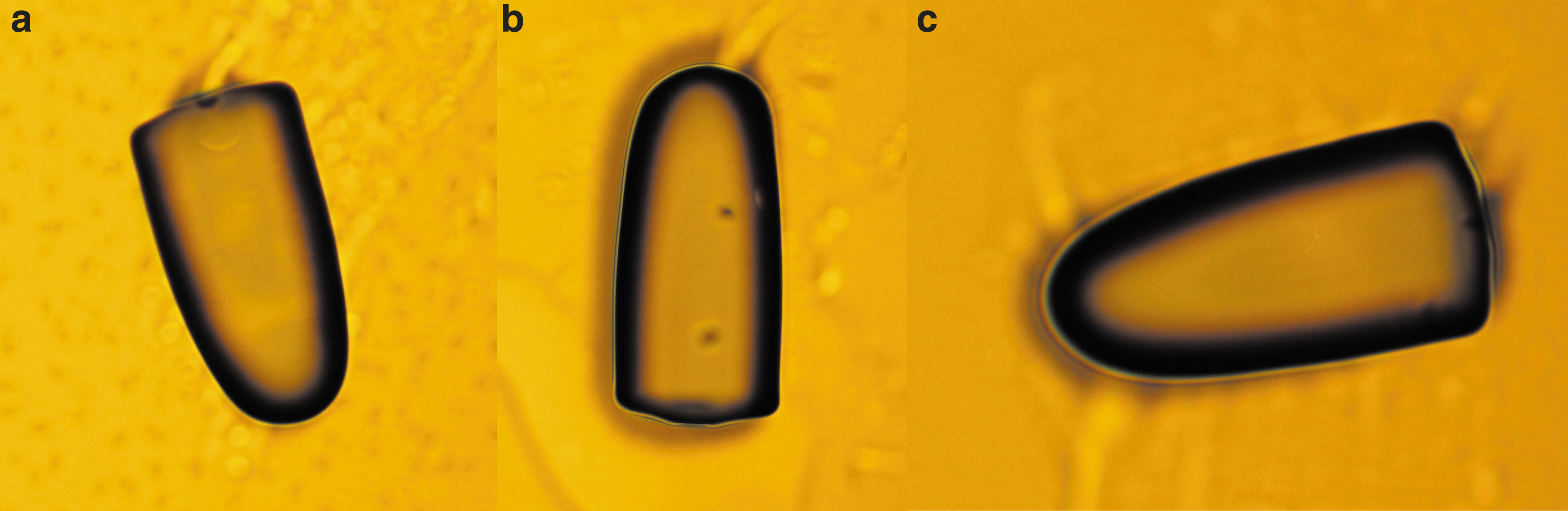
Cured polymer voxels by single-point heating of pulsed laser:
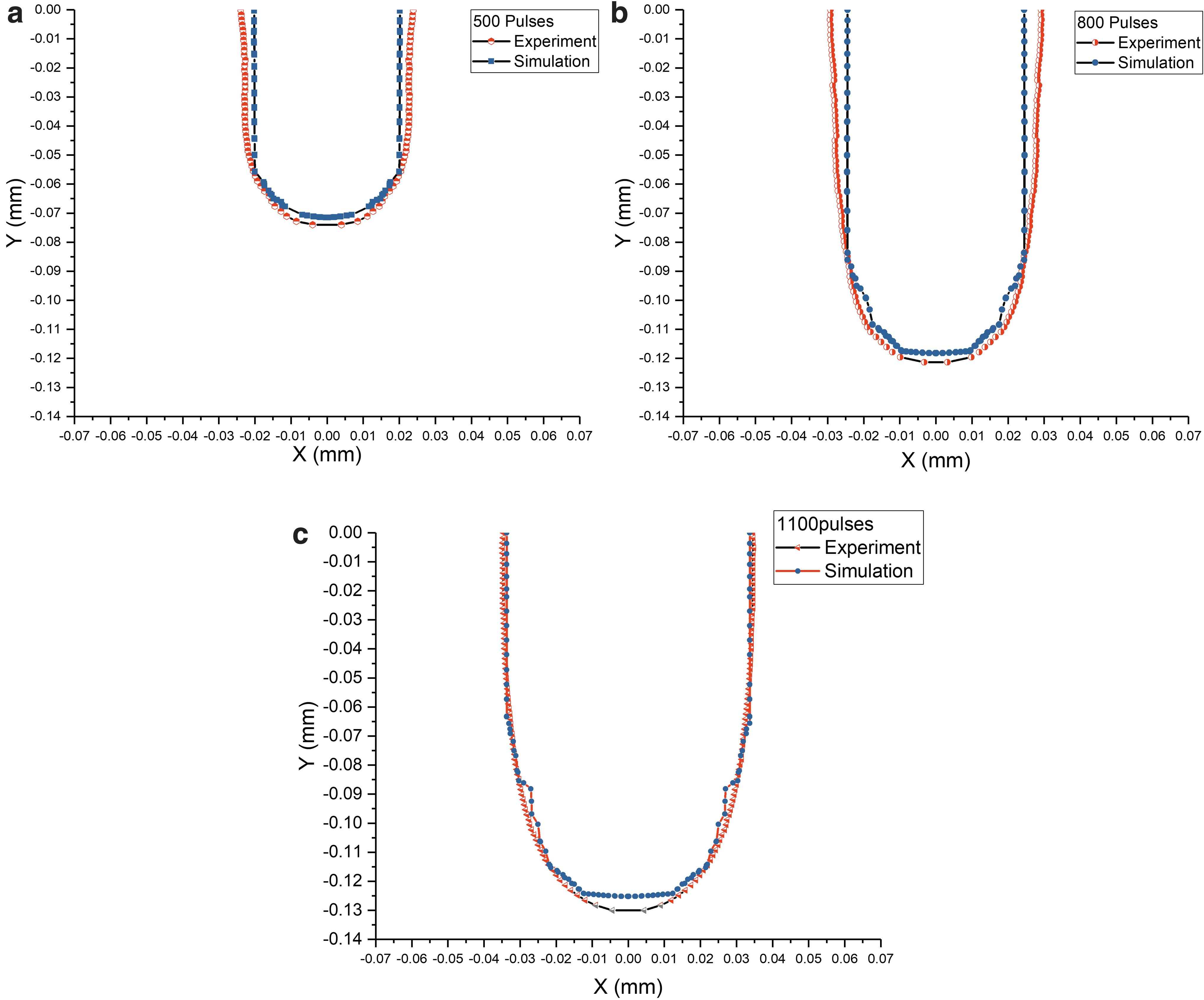
Comparison of single-point polymer curing between simulation and experimental results:
Figure 7 compares the simulated shape of cured voxel and the experimental results. The relative errors of the cured size between the simulation and experimental results are 10.3% maximum in diameter and 16.1% maximum in depth. Several factors may impact the simulation accuracy, such as thermal convection, mass transfer, Marangoni effect, refractive index change with temperature, refractive index change during curing, and thermal lens effects. Those factors were not considered in the simulation to establish a close-form analytical model and obtain the numerical solution. More work is needed to improve the accuracy, including model revision, which will modify the parameters used in the simulation model. Based on the physical model and simulation method, we could provide an effective way to predict the size and shape of cured polymer under pulsed laser heating in a 3D printing process for fabricating a freeform lens.
A complete AFOM process by laser SLA is based on the point-wise solidification of resin polymerization, utilizing a laser scanning exposure apparatus (galvo scanner or X/Y translation stage). Precision modeling for the single-point curing process of AFOM is a critical step for the follow-up line scanning and overlapping among lines. 45 SLA processes try to realize the solidification of a layer with a row of single consolidations, so-called voxels. The transient-state geometry of the voxels is given by the multiphysics model presented in this study. In practice, the tuning of laser power, pulse rate, working wavelength, pulse energy, beam parameters (such as NA), scan speed, and material parameters determine whether a voxel structure actually arises in the layer or whether virtually continuous paths are written, which is beyond the scope of this study.
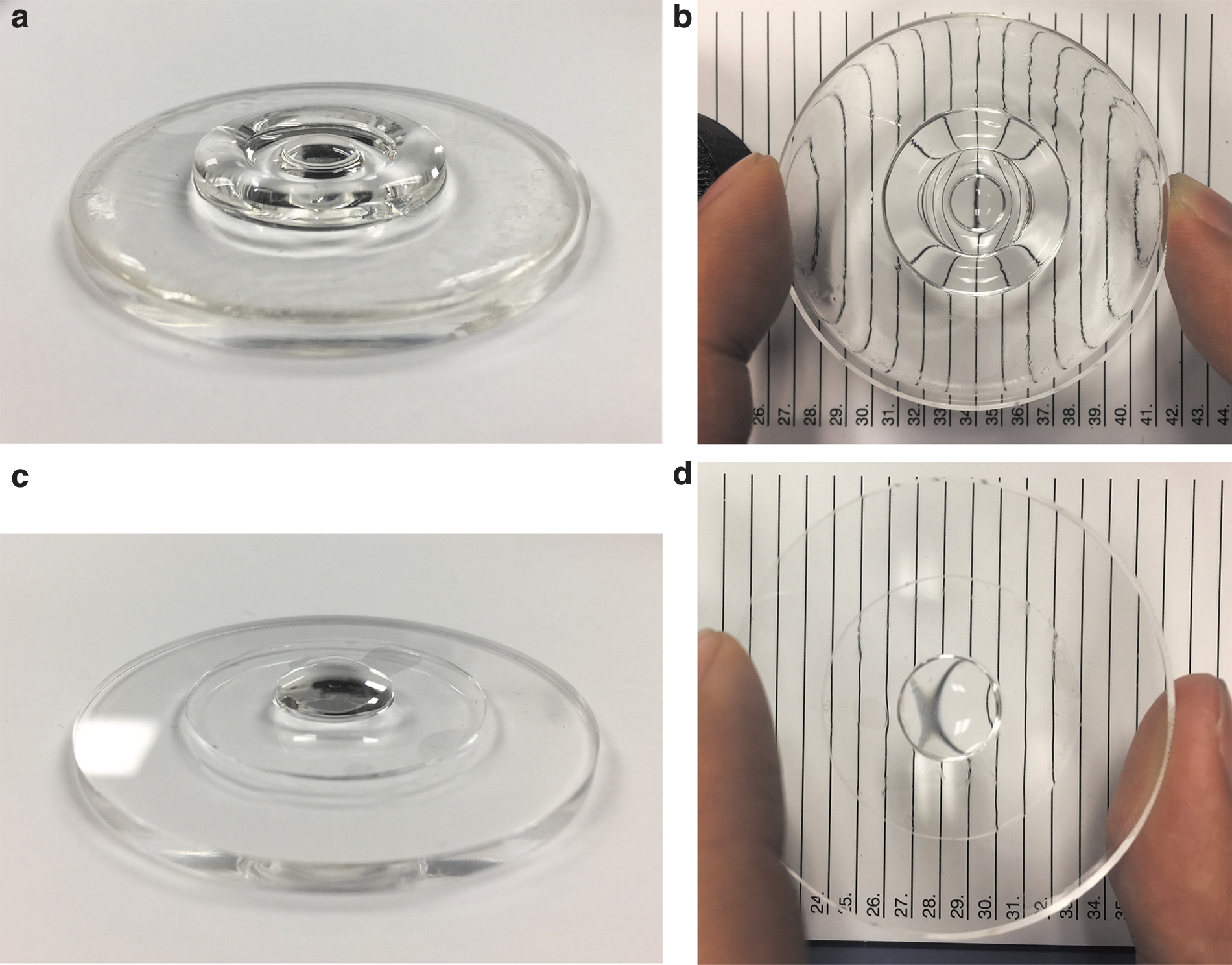
To further demonstrate the capability of the proposed AFOM process, we printed a freeform donut lens in Figure 8a. The diameter of the lens is 25 mm and the thickness is 4.5 mm. This donut lens can focus the light to a ring pattern as shown in Figure 8b, revealing its unique capability of optical ray bending. The nonaxially symmetry freeform lens with a diameter of 12 mm in Figure 8c and d is another printed freeform optic that leads credence to the fully developed AFOM method being able to control the freeform lens shape. Compared with the yellowish UV light-cured lenses reported in various publications, the lenses in Figure 8 are optically clear, not showing any yellowness, much more preferable for imaging applications.
Example of the printed nonaxially symmetrical PDMS lens.
Conclusion
The curing mechanism and thermal effect in the single-point curing have been investigated. Based on the Gaussian beam theory and Beer–Lambert law, the close-form analytical model of thermal source induced by pulsed laser irradiance has been constructed to predict the spatial and temporal distribution of temperature and cure degree in printing polymer. The numerical solution of opto-thermal-chemical-coupled multiphysics governing equation has been solved. Sensitivity analysis shows that the NA, repetition rate, and working wavelength strongly affect the temperature evolution during pulsed laser heating process. Experiments have been conducted to investigate the single-point curing of polymer. Three different pulse numbers have been applied to the curing process and the cured polymer voxels have been measured using the photogrammetric method. The maximum relative errors between experimental and simulation results are 10.3% in diameter and 16.1% in depth. The printed voxel shapes showed consistency with the simulated curing distribution. The presented method and physical model can be readily used to predict the shape and size of thermally cured polymer in pulsed IR laser-assisted 3D printing of optics.
Footnotes
Author Disclosure Statement
No competing financial interests exist.
Funding Information
Jilin Provincial Scientific and Technological Development Program, China (Grant No. 20180414066GH).