
Abstract
Fused filament fabrication (FFF) is the most common and widespread additive manufacturing (AM) technique, but it requires the formation of filament. Fused granular fabrication (FGF), where plastic granules are directly three-dimensional (3D) printed, has become a promising technique for the AM technology. FGF could be a key driver to promote further greening of distributed recycling thanks to the reduced melt solidification steps and elimination of the filament extruder system. However, only large-scale FGF systems have been tested for technical and economic viability of recycling plastic materials. The objective of this work is to evaluate the performance of the FFF and FGF techniques in terms of technical and economical dimensions at the desktop 3D printing scale. Recycled and virgin polylactic acid material was studied by using five different types of recycling feedstocks: commercial filament, pellets, distributed filament, distributed pellets, and shredded waste. The results showed that the mechanical properties from the FGF technique using same configurations showed no statistical differences to FFF samples. Nevertheless, the granulometry could have an influence on the reproducibility of the samples, which explains that the critical factor in this technology is to assure the material input in the feeding system. In addition, FGF costs per kg of material were reduced to less than 1 €/kg compared with more than 20 €/kg for commercial recycled filament. These results are encouraging to foster FGF printer diffusion among heavy users of 3D printers because of reducing the cost associated to the filament fabrication while ensuring the technical quality. This indicates the possibility of a new type of 3D printing recycled plastic waste that is more likely to drive a circular economy and distributed recycling.
Introduction
Plastics are among the most abundant materials in our industrial environment and recycling has long been established as the optimum postconsumer treatment of plastic waste.
1
However, this valuable resource
2
is often wasted as only 9% of plastic waste generated has been recycled.
3
If current centralized plastic waste management trends continue,
Fortunately, the rise of economically competitive distributed manufacturing with three-dimensional (3D) printers6–10 offers the potential to manufacture products close to consumers and even in their own homes with reduced environmental impacts.11,12 The development of the open-source waste plastic extruder that produces filament for 3D printing (recyclebot) 13 offers the potential for distributed recycling 14 with an improved environmental11,15–17 as well as economic performance. 18 Due to the introduction of the open-source self-replicating rapid prototyper (RepRap),19–21 the dominant technology of 3D printing is fused filament fabrication (FFF) using polylactic acid (PLA). 22 Various forms of filament extrusion systems have proven effective at recycling PLA.14,23–26 However, PLA degrades with each cycle through the print/grind/extrude to filament/print loop.14,23,27 This issue can be partially controlled by adding virgin PLA to recycled PLA,14,23 coatings, 17 or carbon fiber reinforcement. 28
In addition, material extrusion 3D printers that can print directly from pellets of plastic have been developed29–33 and commercialized (e.g., David, Erecto-Struder, GigabotX, Cheetah Pro, Part Daddy). This type of 3D printer offers the potential to reduce the melt cycles in the fabrication of 3D-printed parts made from recycled plastic materials. In addition to pellets, a large-format prototype GigabotX 3D printer has printed from flakes of plastic, regrind, or shreds of recycled plastic (or polymer “particles”) (thus called fused particle fabrication) or fused granular fabrication (FGF). 24 This method of 3D printing not only supports direct recycling of waste but can also be economically competitive at the industrial machine distributed manufacturing level (e.g., at a fablab). 34 Some of the advantages of eliminating the use of filament are the reduction in the cost of materials, the increase in the number of types of polymers that can be recycled, the reduced embodied energy from eliminating a melt cycle, and the reduction in production time, eliminating the time required to manufacture filament.24,34,35
These direct waste commercial 3D print systems are all large and meant for localized (not home) distributed manufacturing. However, there have been several attempts at making small-scale pellet extruders36–38 and one company (Mahor XYZ) has begun to market kits 39 to convert conventional fused filament 3D printers to fused pellet machines. In this study, these kits are used to determine the technical viability of using direct material extrusion 3D printing on the small scale to recycle PLA (the most common desktop 3D-printed material). Specifically, the objective of this work was to evaluate and compare technical and economic aspects of two types of open-source 3D desktop printers: (1) an FFF and (2) an FGF using virgin and recycled PLA. The results are discussed to determine the potential for distributed recycling by using desktop 3D printers to manufacture products directly from recycled plastic waste materials.
Materials and Methods
The main goal of this study is to compare the performance of parts manufactured between FFF and FGF on desktop 3D printers. The three main criteria that are evaluated are: (1) printability, (2) material properties, and (3) economic performance. The global experimental framework is presented in Figure 1.
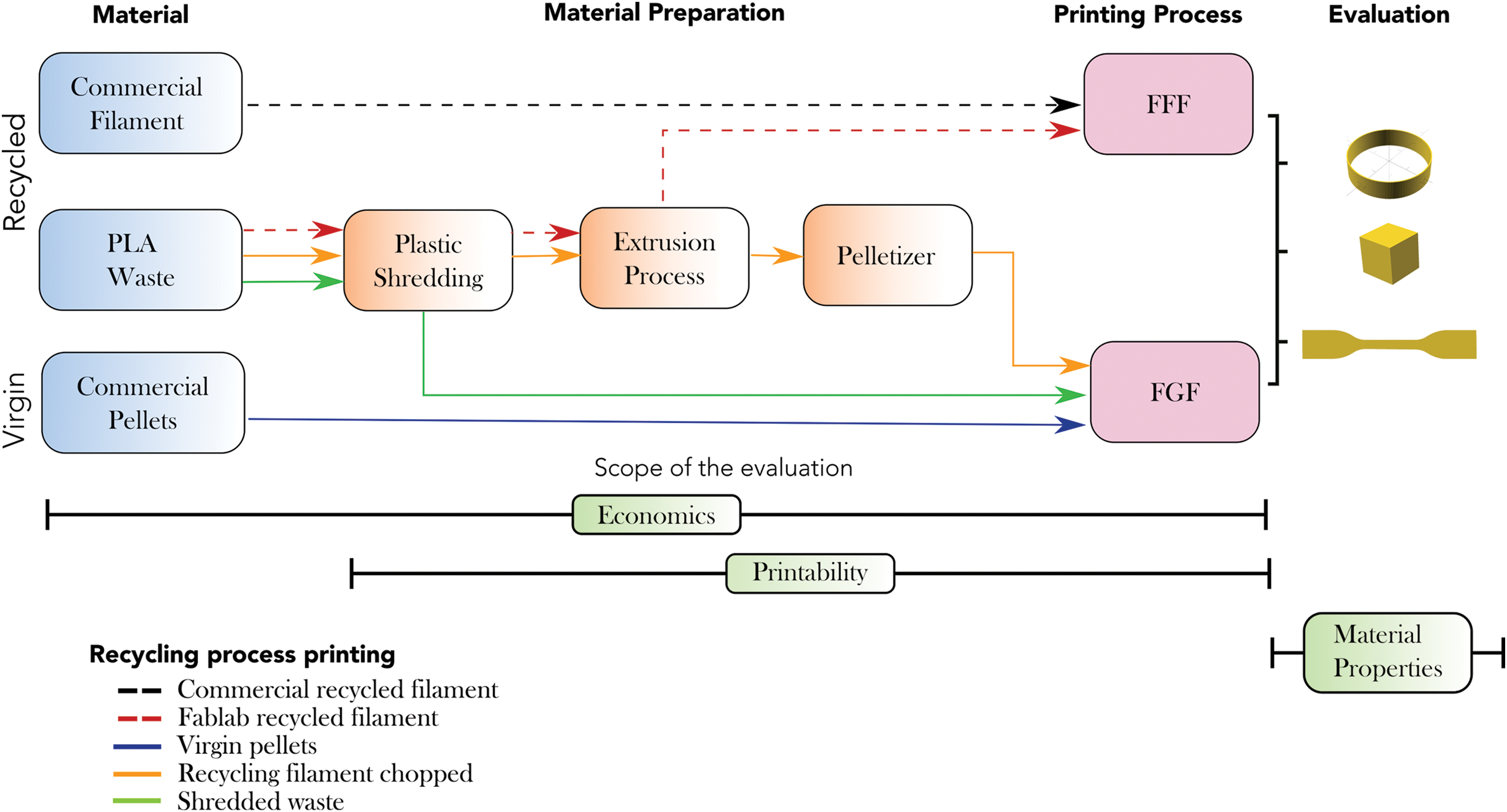
Global framework of the experimentation. FFF, fused filament fabrication; FGF, fused granular fabrication; PLA, polylactic acid. Color images are available online.
Materials
Virgin and four different types of recycled PLA were used in this study:
Commercial PLA type 4043D from NatureWorks supplied in pellet form by NaturePlast (Caen, France) was used as the virgin plastic control for FGF. Commercial recycled PLA filament was supplied by Formfutura
40
for recycled FFF. Recycled PLA filament was manufactured in situ in fablab conditions from PLA wastes by using a desktop extruder
41
for recycled FFF. Pelletized feedstock was made from the recycled filament for FGF. Finally, shredded PLA from 3D printing wastes was used directly for FGF.
Material preparation
In the material preparation phase, a professional cutting mill (Retsch SM 300) was used for the plastic shredding process. A single screw filament extruder (Noztek Xcalibur
42
) with a profile temperature of
Printing process: FFF and FGF
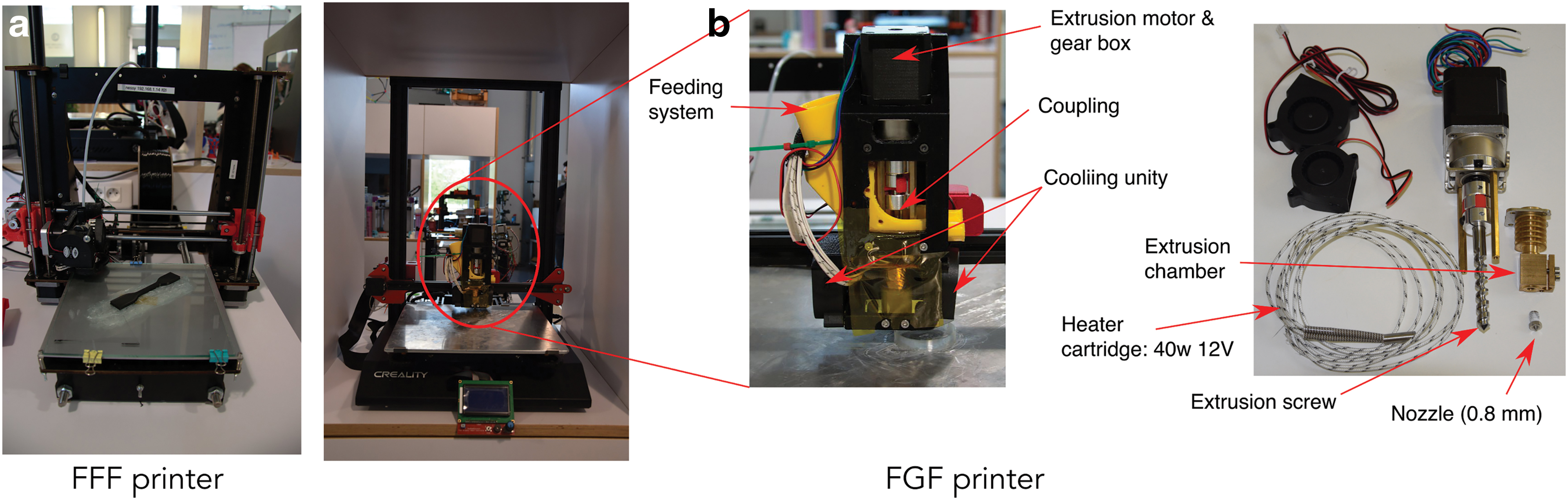
For the FFF system, a derivative version of the RepRap machine Prusa I3 running Marlin firmware v1.1.9 was selected for the printing process. This machine is representative of the open-source RepRap-class 3D printers that dominate the open-source community.45,46 In the FFF process using PLA recycled filaments, there has been characterization of the mechanical properties, including tensile, 14 flexural, 45 and rheological/thermal properties. 47 These studies proved the technical feasibility of using recycled PLA for FFF. Based on this literature, Table 1 presents the print settings used for both PLA recycled filaments.
Fixed Three-Dimensional Printing Parameters for the Fused Filament Fabrication and Fused Granular Fabrication Printers
FFF, fused filament fabrication; FGF, fused granular fabrication.
The FGF printer comprised a pellet extruder kit
39
adapted to a commercial FFF printer (Créality CR-10S pro
48
) machine using a Marlin firmware v1.1.19. The pellet extrusion kit uses an auger screw with a diameter
Printing parameters for FFF are well known and defined for PLA. For the FGF printing, however, a detailed means of determining print parameters was followed. Each of the material pellets was loaded into the hopper, and the initial set temperature was the same for FFF. However, unlike the FFF machine where only the nozzle is heated to fuse the filament, the experimental set-up needed higher temperatures to obtain a homogeneous melt and a steady flow. Thus, the temperature was gradually raised in increments of
The experimental trials showed an important influence of the temperature in the printing process for the shredded material. In the transition state, the conduction heat through the extruder screw section did not affect the feeding of material. However, in steady state of the printing process, the temperature gradient between the nozzle and the entry of feeding systems caused lumps of melted particles, which blocked the feeding and generated defects in the printed objects. Also, due to the variability of form of the shredded material, the feeding process by only gravitational forces resulted in variations of the extruded material during the printing process. Therefore, experimental adjustments were made from the original kit extruder based on community improvements 49 to adapt a fan device at the beginning of the screw and insulate the heater chamber.
After appropriate cooling was enabled, an exploratory analysis using factors such as nozzle temperature, fan speed, and print speed were selected with different levels to print the recycled material by using the slicer to control the variables. The nozzle temperature was changed from 220°C to
Evaluation
Printability
The creation of index of “printability” (or “additive manufacturing index”) is one important research path to clarify the potential of a material to be used in the 3D printing technologies.
50
This index associates consideration such as the processability/formability as feedstock for specific additive manufacturing (AM) technology, final properties (mechanical, geometrical), and postprocessing requirements, which finally represent an aid-decision tool for practitioners of AM technologies. First, size distribution and diameter measurements of the feedstock materials were used to evaluate the quality of each feedstock. Next, an experimental screening was made to determine adequate printing temperature, the extrusion factor, and the fan's speed in the direct extrusion machine. Basic prints of a single-walled vase test and cube
24
objects were made to validate the printing parameters for each type of material granulometry. Digital calipers (
Material properties
Eight tensile test samples were printed for each type of material according to ASTM D638 Type IV to evaluate tensile strength, strain, and elastic modulus among the five material configurations. The weight and the cross-sectional dimensions of the sample were measured before the tensile test. An open-source slicer was used to obtain the G-code for each material by using a horizontal alignment configuration for the X-Y plane. The samples were printed indoors with a controlled temperature with 100% infill and a 0/90 pattern with respect to the long axis of the tensile bars.
51
The tests were performed on the ZWick 1476 machine by using an extensometer of
Economic performance
A comparison was made between the cost to print 1 kg of material (Uc) by the FGF and the FFF printers. The economic analysis was made considering the material acquisition costs (Mc) and the operating time and energy consumption (Ec) of each machine. The data related to energy consumption for each printing route were collected through a smart power plug device
52
(±0.001 kWh) where the consumption data are stored. The average consumption during the printing process of the mechanical was used in the analysis. Equation 1 was used to compute the cost of each 3D-printed product component Uc:
where the energy cost per kg (Ec) is calculated with Equation 2:
Here, Ep [€/kWh] represents the price of local energy and E [kWh/kg] represents the energy consumed. Equation 3 estimates the cost of preparation per kg of the shredded waste plastic
The cost of fabrication of recycled filament FF [€/kg] was considered as a function of the shredded waste cost
where the energy cost of the filament extruder machine per kg
Results
Printability
Figure 3 presents the quality of the feedstock material for both the FFF and FGF processes. The quality of the filament is observed to be an important factor in printing for FFF. 53 Figure 3a presents the diameter variation among the commercial recycled and fablab in situ manufactured filament. Figure 3b plots the digital image analysis of the size distributions for the three types of FGF materials: virgin pellets, pelletized recycled filament, and shredded PLA.
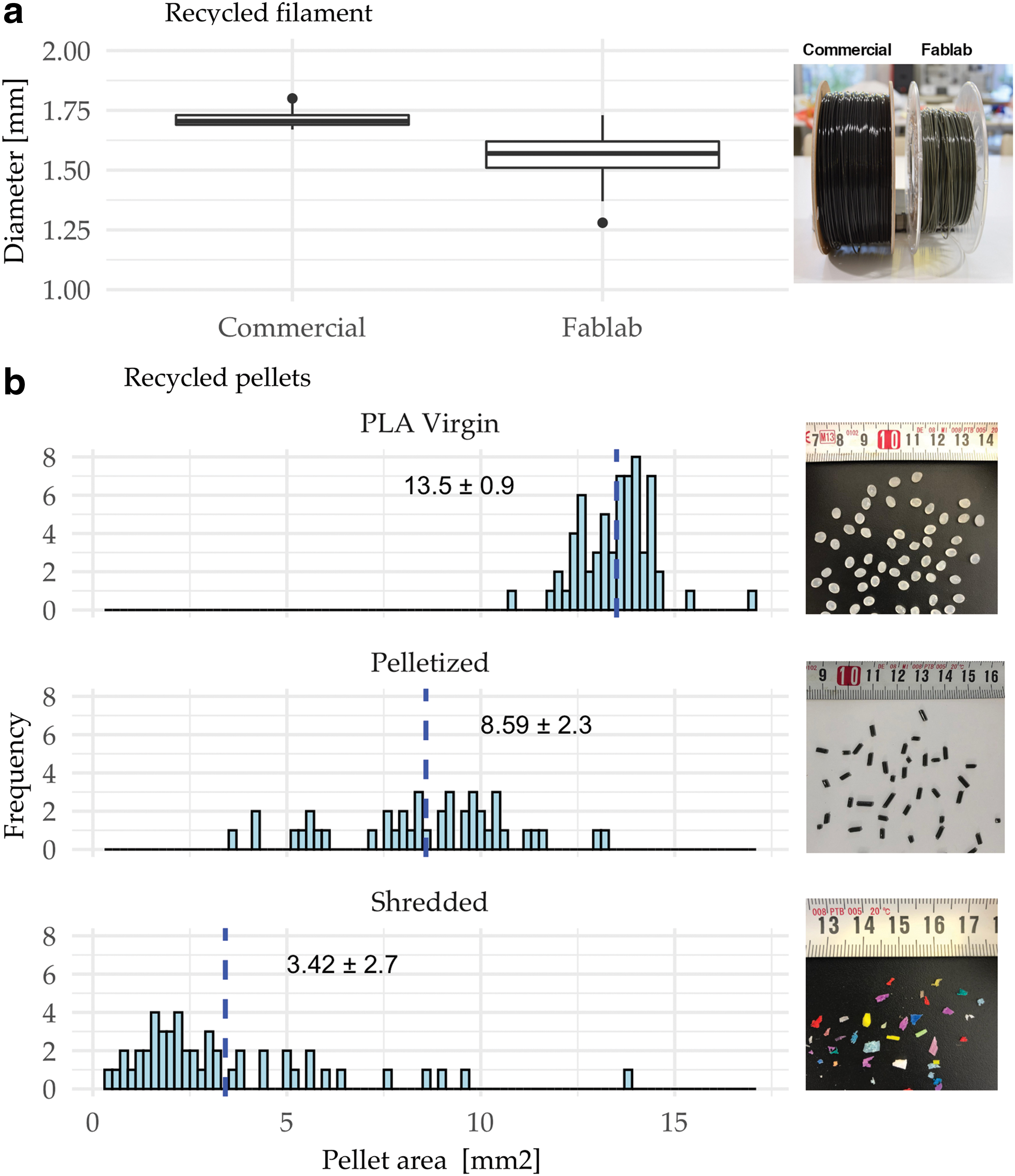
Feedstock analysis for FFF and FGF.
The commercial recycled filament presented a visibly more homogeneous composition (with fewer visible defects such as deformations and bubbles) and a more uniform diameter along the entire length
For FGF, the virgin PLA presented the largest and most uniform size distribution of
Once the clogging issues were reduced as described in the Materials and Methods section, Figure 4 presents the visual quality of the printed material by using different extruder motor steps-per-unit extrusion factors (from 700 to 1500) and the influence of the cooling system by using shredded materials, which was the most challenging.
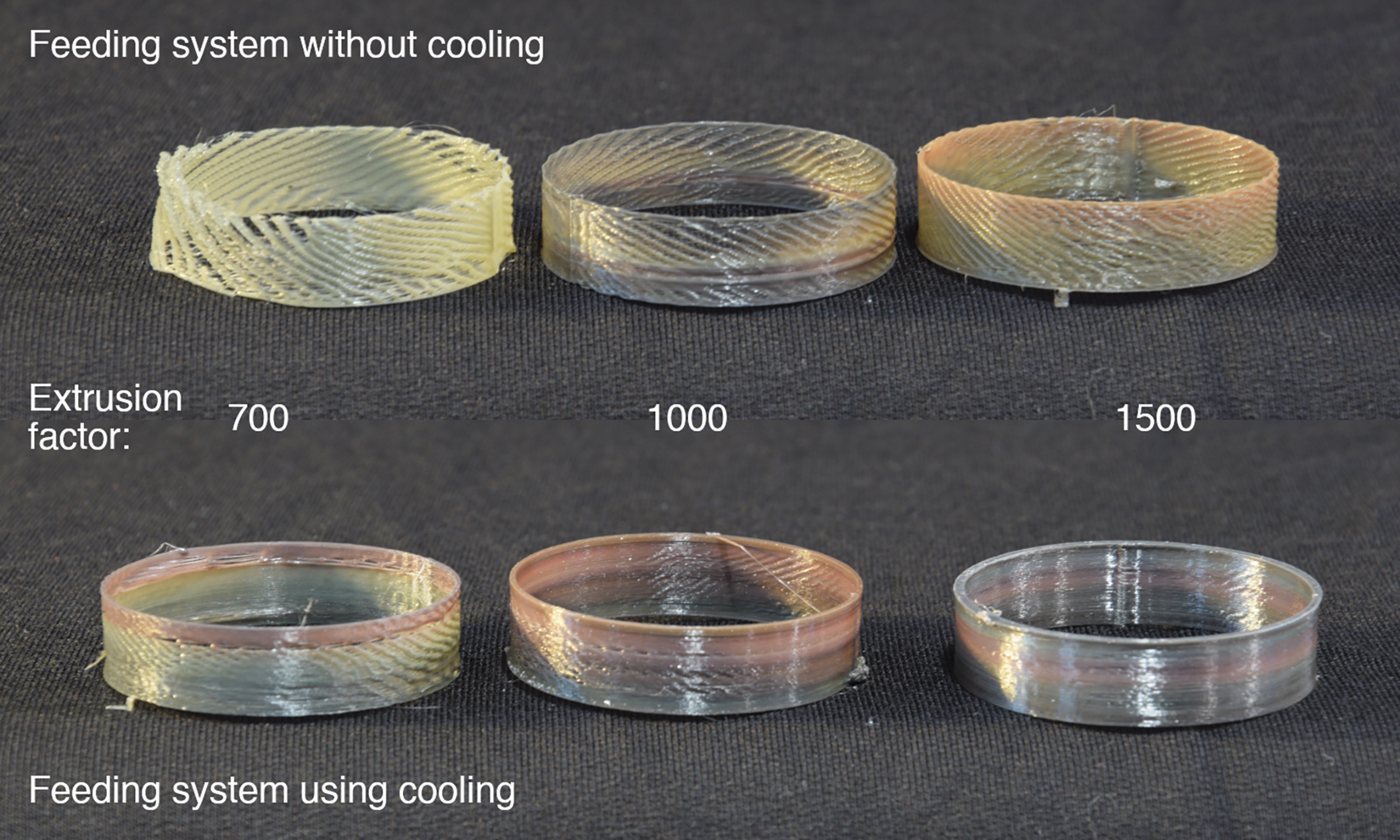
Printability of shredded PLA materials. Color images are available online.
The results of the exploratory analysis to find print parameters for the recycled material by using factors such as nozzle temperature, fan speed, and print speed is illustrated in Figure 5. For virgin material, the extrusion speed was the same as in FFF, giving an average deposition rate of about 0.33 gr/min. However, for pelletized and shredded material to reduce the probability of feeding issues even more, the extrusion speed factor was reduced to obtain approximative deposition rate values of about 0.31 and 0.26 gr/min, respectively.
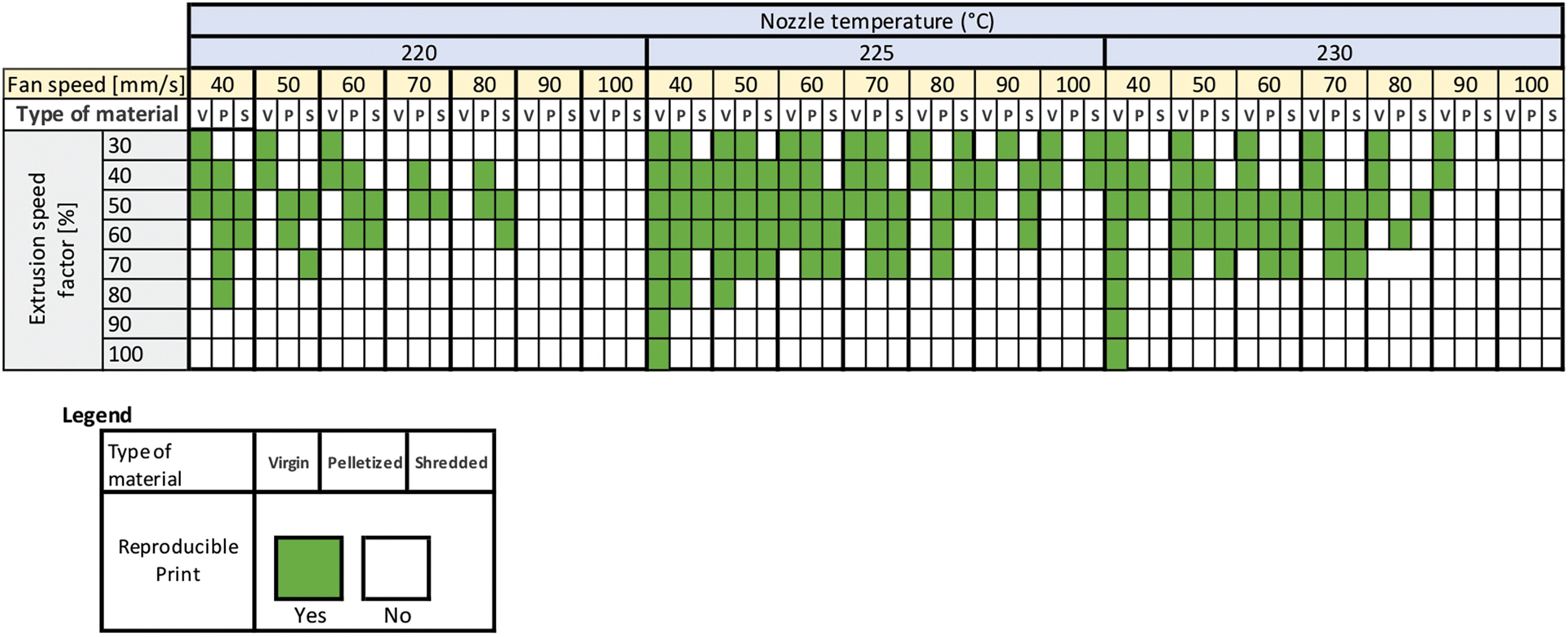
Determining print settings for FGF. Color images are available online.
Table 2 presents the percentage error by using three repetitions for each object and material for the experiments used to determine the printing parameters for the FGF PLA feedstocks.
Percentage Error in the Printing Tests for Fused Granular Fabrication Materials
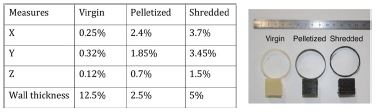
Color images are available online.
Mechanical testing results
Figure 6 shows the comparison of mechanical properties for the FFF and FGF process. The mean average of the tensile strength for the FFF technique was
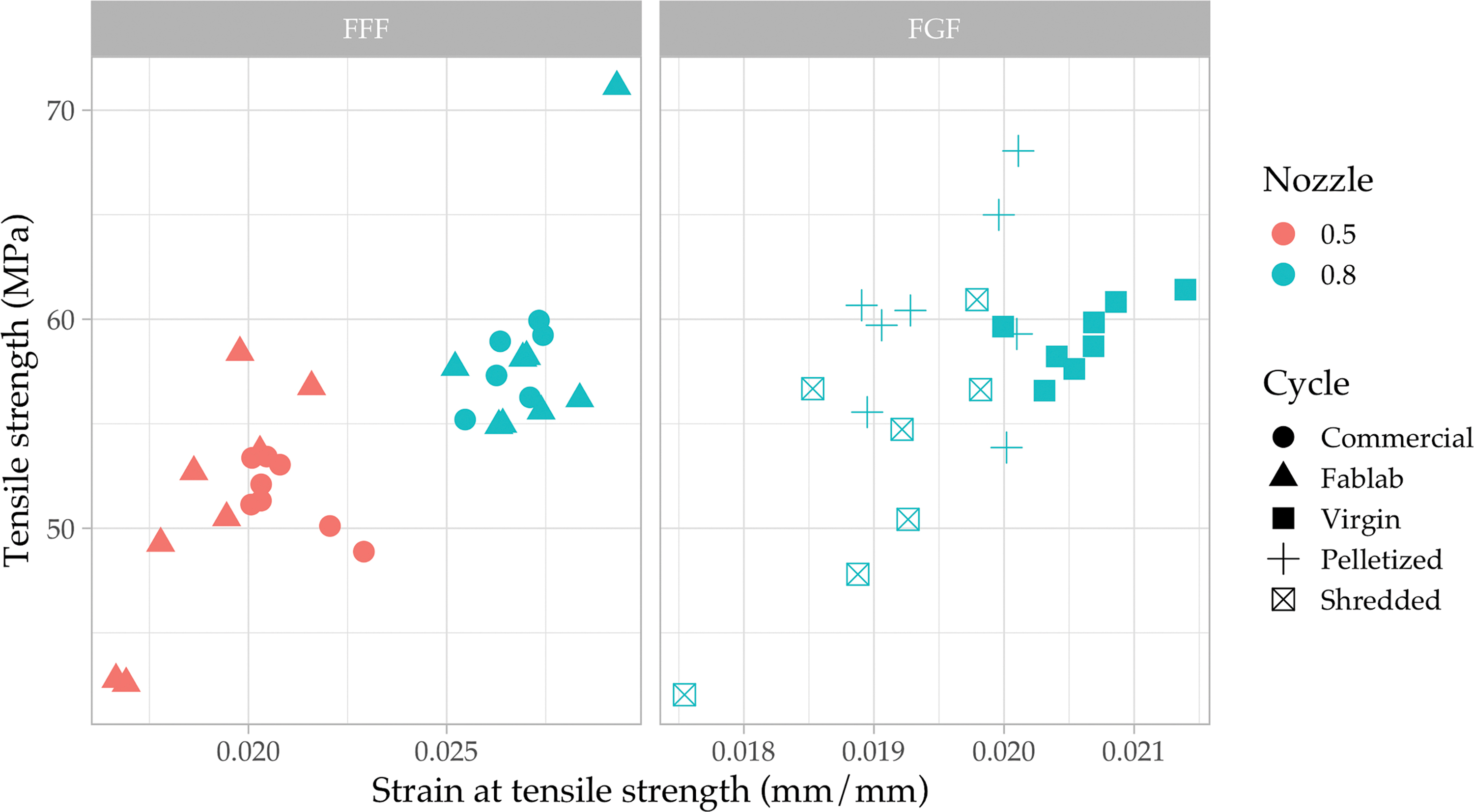
Tensile strength versus strain at tensile strength of the recycled printed samples using FFF and FGF. Color images are available online.
Regarding the FGF process, one main conclusion is that the tensile strength value for FGF using the recycled material has comparable performance to the traditional FFF technique. Indeed, one interesting result is that the values were about 10% on average higher than the FFF printer using the
However, it is clearly observed that the size particle variation causes a greater variation of material deposited during printing and the resultant mechanical properties of the printed object. A laboratory weighing balance was used to take the weight measurements of the tensile samples to evaluate whether the printed sample corresponds to the theoretical weight (
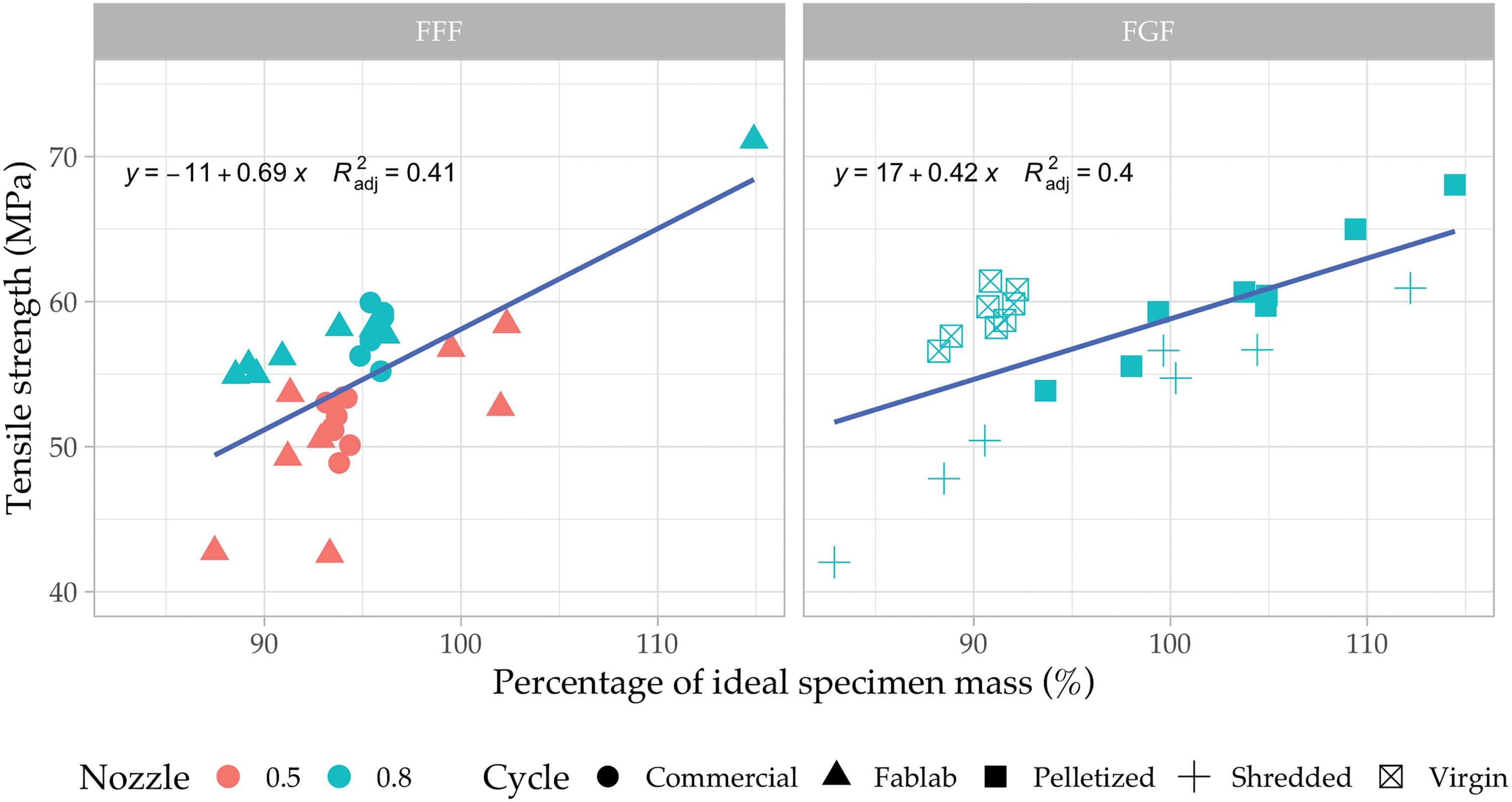
Tensile strength as a function of sample mass percentage for FFF and FGF mechanical samples. Color images are available online.
Economic results
Acquisition cost
The cost of the FFF derivative version of the RepRap machine Prusa I357 was €190.00, with some modifications adding to a total of €230.00. For the FGF prototype, the Creality CR-10S pro 48 was priced at €539.10 plus the pellet extruder kit 39 with a cost of €289.00, leading to a total cost of €828.10. It should be noted that the Prusa I3 clone was a DIY considerably more challenging to build compared with the Creality printer requiring a time investment of ∼24 h for one person with technical competence to assemble. In addition, the working volumes (220 × 220 × 180 mm and 300 × 300 250) and the materials of the framework (Laser-cur MDF board and aluminium) for Prusa and Creality, respectively, make the differences in the cost of the equipment. Thus, for the experimental systems used here, the capital investment for the FGF 3D printer was 3.6 × the cost of the FFF; however, for comparable 3D printers, it would have been about 1.5 × .
Raw materials cost
Five types of materials were used to make the objects in mechanical tests and their costs result from the formulas presented in Economic performance:
The cost for the recycled commercial filament was 24.96 €/kg. 58
For the acquisition of virgin PLA pellets the cost was 8.50 €/kg. 59
For the shredded waste the cost was calculated considering the free purchase of raw material (garbage already sorted and cleaned from Fablab), and free labor at Fablab. The use of energy by the machine to grind the material (
The cost of the filament at fablab conditions considered the same cost of shredded material adding the energy cost of the filament manufacturing. Experimental tests estimated the extrusion capacity
This value of 0.0404 €/kg was also taken for the pelletized filament under fablab conditions.
Three-dimensional printers energy cost
The cost of 3D printing is directly linked to the time and energy consumed by the printer. For the FFF printer, the energy use was calculated at 0.096 kWh per hour of printing. For the FGF, to maintain print quality, the time has varied according to the material, consuming an average of 0.12 kWh per hour of printing.
Table 3 was constructed to summarize the cost/kg and display a projection of the quantities produced to clarify the economics of the different material choices.
Analysis Cost for 1 kg of Recycled Material
Does not include the capital costs of the recyclebot machine that vary widely from commercial systems to DIY and even three-dimensional printable systems. 61
NA, not applicable.
Table 3 shows that for the 3D printers used in this experiment making recycled filament as a user immediately reduces the costs of printing per kg by about 26 €, which is nearly the cost of the recycled commercial filament. Note: the capital cost of the recyclebot was not taken into account. The difference in the capital costs of the FGF compared with the FFF indicated that for printing pellets 34 kg of printing would need to occur to offset the machine costs as used here. This was reduced to 23 kg for the direct extrusion materials. If a similar machine was used, these print paybacks were reduced further to 16 and 11 kg, respectively.
Discussion
The main goal of this work is to compare the technical feasibility of printing recycled material by using FFF and FGF techniques. The results of recycled FFF technique were considered as a base reference. There have been several studies using FGF to print recycled materials with large FGF machines. 62 Here, a small printer was tested that could be an additional option to the well-established FFF general consumer market.
Considering the printability aspect, recent research starts exploring the modeling of the printing process in FGF. 63 However, the development of methodologies to establish optimal parameter conditions for FGF technology correlating material type, size distribution, and printing conditions is a major path in the development and spread of this manufacturing technique. In the FFF technique, the liquifier dynamics 64 enables researchers to understand the major parameters related to the deposition of the extruded lines. For FGF, there is not a clear methodology to establish and this is an important aspect to understand the influence of the parameters in the printing process.
Considering the material properties, one important result is that the FGF approach would not compromise the mechanical resistance of the recycled printed parts. On the contrary, the experimental results shown here provided small improved properties at a lower cost. Regarding the economic aspect, using the FGF printer with virgin PLA pellets, there is a 65% reduction in printing cost per kilogram and a shorter production time compared with recycled commercial filaments, which is a non-negligible option. The results show that the main cost in 3D FFF printing is in the acquisition of filaments. However, the acquisition of recycled material filaments reduces the cost in relation to the acquisition of virgin material filaments, providing a reduction in the use of virgin raw material in 3D printing. The capital cost differences show that the reduced material costs from FGF are most attractive to heavy AM users (e.g., small- and medium-sized enterprises, fablabs, makerspaces, schools, libraries, etc.). It also appears clear from the results in Table 3 that the differences in the costs of and FFF and FGF will need to be reduced to accelerate the adoption of FGF for the smaller volume/year printing of the prosumer market.
These results suggest that an exploratory path regarding the plastic recycling with FGF is technically possible. There is a reduction in terms of process steps to treat waste material. However, the FGF process is not a mature technology. The development of this extrusion systems requires further study in terms of influence of the granulometry (size and form) in the printing process. These systems are designed for spherical and uniform shapes, which made the use of shredded waste material difficult. Opportunities arise in the possibility of using other types of recycled waste, including flexible and composite (plastic/plastic) materials as has been done on larger systems. Also, main factors such as polymer viscosity, which need to be controlled in the FGF process, are needed.
Conclusions
The results showed that the small FGF-printed components presented comparable mechanical performance, a time gain and significant economic savings over the FFF printing process. The use of virgin material on the FGF printer is an economic advantage regarding the traditional FFF technique, but to make up for the additional capital costs several kg of material must be printed. Moreover, the mechanical performance of directly shredded and printed material was shown to be comparable to FFF. These results are an important step to facilitate the distributing recycling approach, where prosumers themselves use their own recycled waste to fabricate their own products. The evaluation of geometric performance to analyze the accuracy of this technology is a relevant future research work.
Funding Information
This work was supported partly by the French PIA project “Lorraine Université d'Excellence” reference ANR-15-IDEX-04-LUE.
Footnotes
Author Disclosure Statement
No competing financial interests exist.