
Abstract

Introduction
Various porous materials have been used for transpiration cooling experiments including ultra-high-temperature-ceramic (UHTCs) such as ZrB2 [1]. Thanks to their low thermal conductivity, high emissivity and ability to be formed into complex shapes, Al2O3 porous ceramics are good candidates for short-duration hypersonic wind tunnel testing [2] to mimic the porous structure of ZrB2 used for transpiration cooling in hypersonic flights at high temperatures [3]. Transpiration cooling technology is based on the introduction of a cool layer of gas between the component and the hot freestream flow to reduce the heat flux to the material in a hostile environment [4–9]. Different techniques can be used to obtain ceramic materials of complex shapes such as 3D printing which enables the creation of complex shapes layer by layer making it highly customisable, however, material choices might be limited in addition to the slip-casting process which involves pouring a ceramic slurry into a mould, making it suitable for complex shapes. It is more adapted for high-density ceramics and achieving uniform material distribution can be challenging. The process selected to prepare these porous samples is gel-casting which has rapidly evolved from a laboratory [10] invention to industrial applications in different sectors. Its great advantages [11] are that very complex shapes at different scales can be made with relative ease with high green strength, low organic content, easy binder removal performed during sintering and highly homogeneous material properties. Previously in gel-casting formulations, gelation was obtained through polymerisation of acrylamide monomers, which are classified as neuro-toxic, then, replaced by a non-toxic gel former such as gelatine [12].
This paper is dedicated to describing the different steps adopted and the challenges faced to prepare complex shapes of porous Al2O3 ceramics using gel-casting. The gel-cast parts are consisting of water deionised, powder, dispersant, anti-foaming agent, urea and gelation initiator and are obtained from a slurry that is cast, gelled, dried then sintered. The process has been optimised to satisfy the required specifications without damage or defect.
Among these challenges, drying uniformly at the same rate remains one of the most critical. Indeed, porous materials with low loading powder and complex shapes are particularly difficult to properly dry without introducing internal stresses. Decreasing solid loading in the porous structure of the gel-cast part induces a higher water potential in addition to this, the low solid particle packing is equivalent to the low resistance of internal moisture diffusing to the surface of the gel-cast part. Besides, the shape complexity presents a nonuniform and differential drying, and so, mechanical stress apparition is caused by non-uniform shrinkage in the edges separating different parts with nonuniform thicknesses. Different solutions are proposed to obtain a sintered sample without damage [13–15].
Experimental
Gel-casting approach can be summarised in three states represented in Figure 1:
A fluid state (a) in which the suspension of ceramic powder is liquid, particles made to repel each other via surface charge or dispersant. A wet weak solid (b) in which the suspension of ceramic powder is gelled. The gelation of liquid freezes the entire system, and the fluid becomes solid. A dry rigid solid (c) in which ceramic particles are in contact. Drying removes the water and shrinks the body. Gel-casting principle.
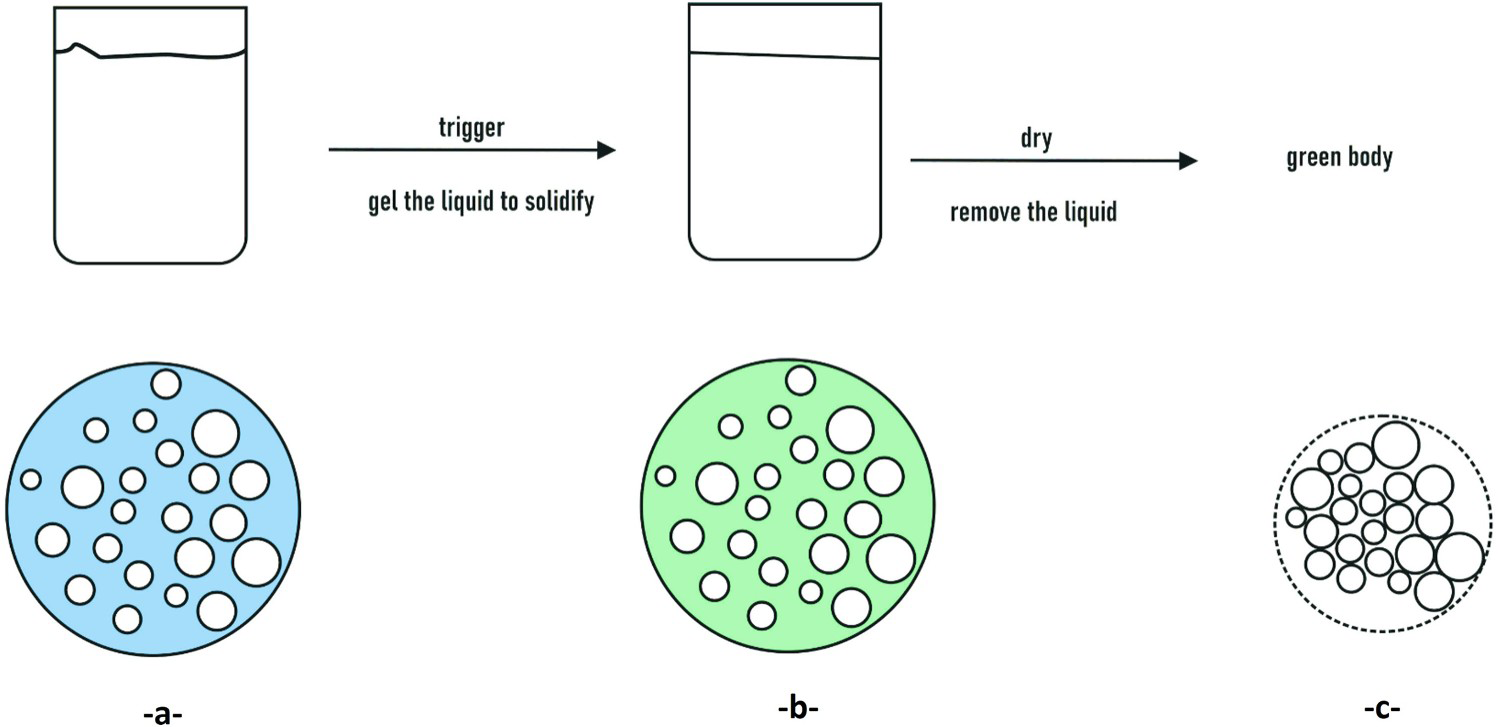
Figure 2 details the different steps of the process:
Different steps of the gel-casting process.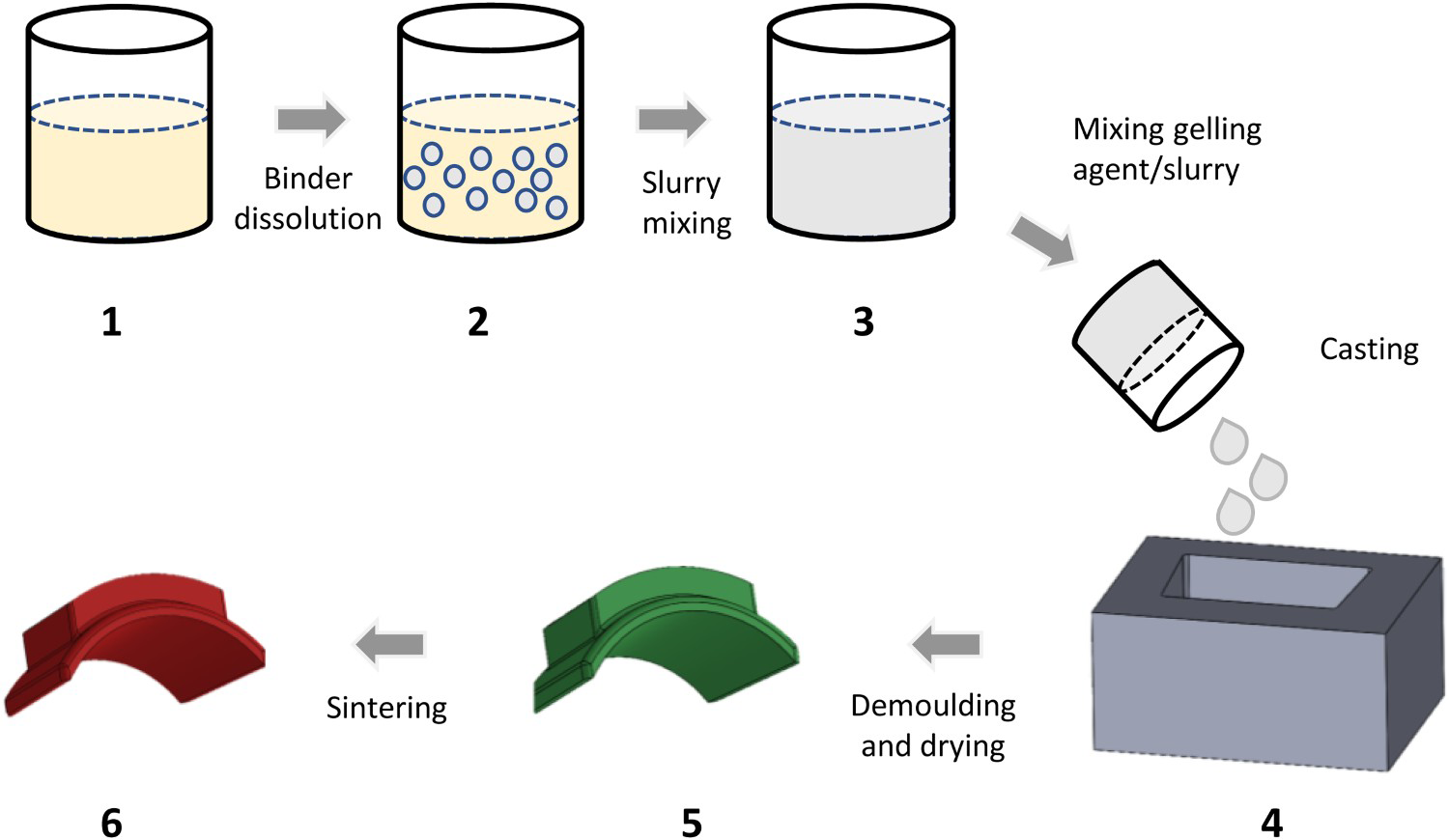
Solution preparation
Gelatine (3wt-%) from bovine skin (type B, powder) is dissolved with 15% wt of Urea (Sigma Altech) which is a waste product that the liver makes when it degrades proteins both from the diet and from tissue protein turnover. Gelatine has been used as a binder which has clear advantages over monomers in terms of toxicity [12]. Gelatine will remain in solution as individual long chains and the suspension will remain fluid as the addition of Urea avoids heating gelatine so it can be used at room temperature. Dispersant (Dolapix CE 64) is added (2 ml/100 g of powder) with an anti-foaming agent (Octanol) and 45%vol alumina powder (Almatis, d0.5 = 6.45um). The solution is homogenised by ball milling with alumina media for 24 h using normal rotation.
Gel-casting initiation
Urease (Canavalia ensiformis) is added which is an enzyme that catalyses urea hydrolysis (5U/mmol of urea). Urease initiates the gelation process and is an enzyme that catalyses urea hydrolysis, forming carbon dioxide and ammonia as described in the Equation (1):
The solution is mixed slowly for 1 h using ball milling before casting
Casting
The slurry is cast in the mould. The mould was prepared using DLP (Digital Light Printing) and CNC machining. A spray WD40 was used for an easy demould before casting. Casting is coupled with vibration to avoid the presence of air trapped inside the slurry. The sample is kept for the gelation step for 24–48 h inside the mould depending on sample geometry.
Drying and sintering
The sample is demoulded and dried. The green body is sintered with slow heating (3°C/min) with 1 h dwell time at 350°C for the elimination and the burnout of the binders and 3 h dwell time at 1500°C.
Results
Case of study 1: Al2O3 cones with different nose tip diameter
Two conical porous Al2O3 ceramics are elaborated using the process of gel-casting. Both shapes contain a central conical hole with a base diameter of 5 mm:
The mould (Figure 3(a)) is conceived using DLP. To generate the internal hole, needles are designed, printed using DLP and introduced into the gel after casting, then removed before sintering. The sample is partially dried in the mould after removing the needle (Figure 3(b)) in the air. After demoulding, it was noticed that while free drying in the air or the dryer (80°C), cracks are initiated and propagated inducing sample damage. This can be justified by the low content of ceramic powder and the different thicknesses of the geometry which induces a nonuniform and differential drying generating structural and residual stresses.
Al2O3 cones elaboration.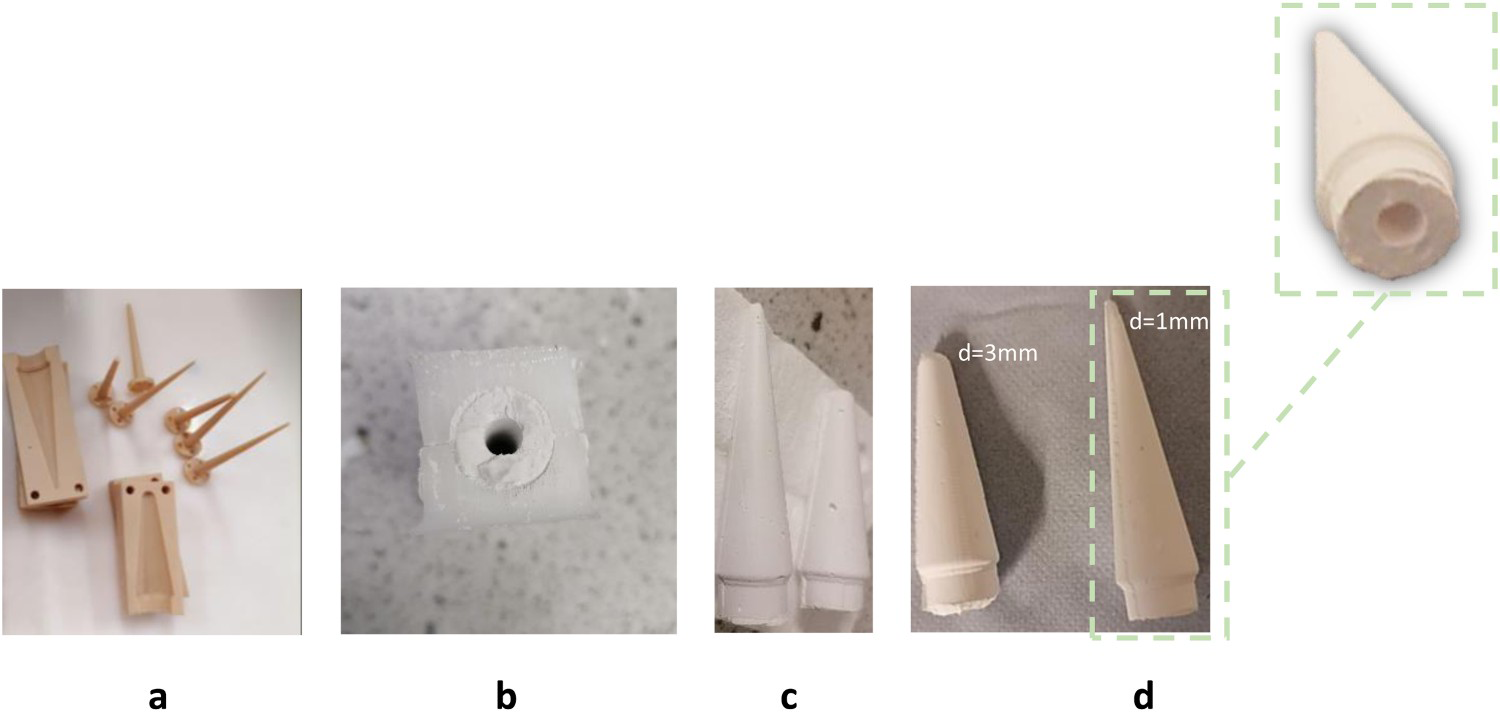
This issue was resolved using the following solutions:
The samples are then sintered. The density evaluated of obtained samples in this study is 2.58 (±0.01) g/cm3 and the open porosity estimated is 25 (±1) %.
The final shapes are represented in (Figure 3(d)). It was noticed that during sintering, a shrinkage of 1% was noticed. For this reason, a scale factor of 1.01 was applied to catch up with the noticed difference.
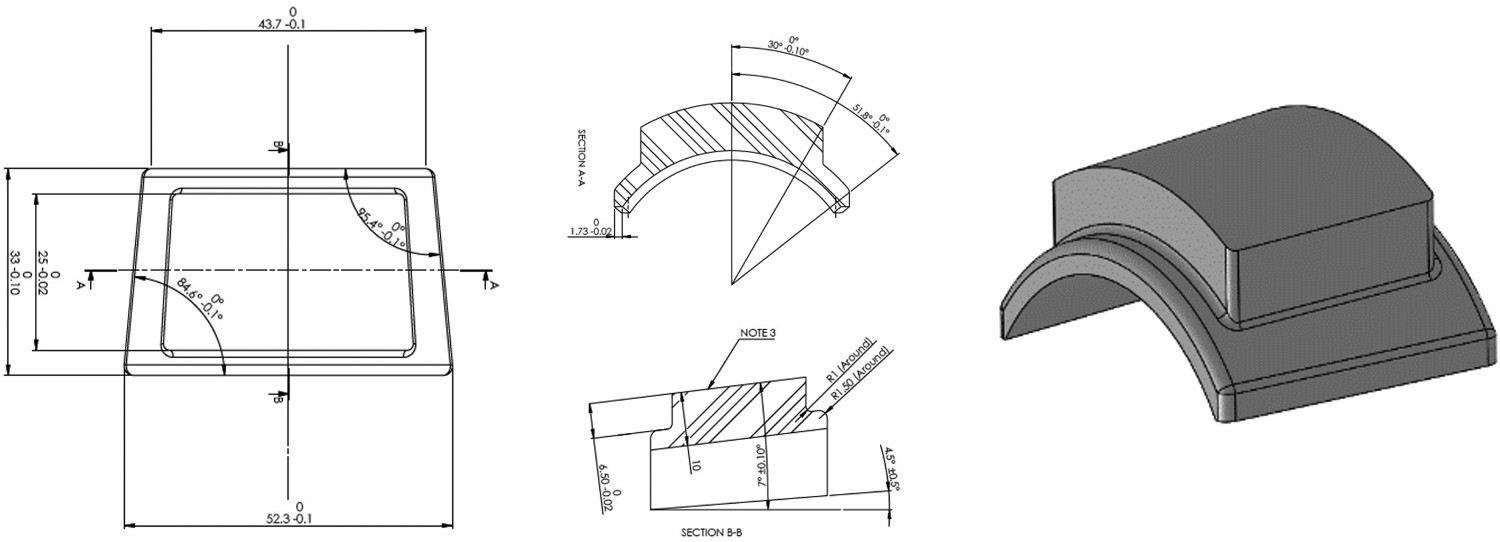
Case of study 2: Al2O3 Frustrum insert
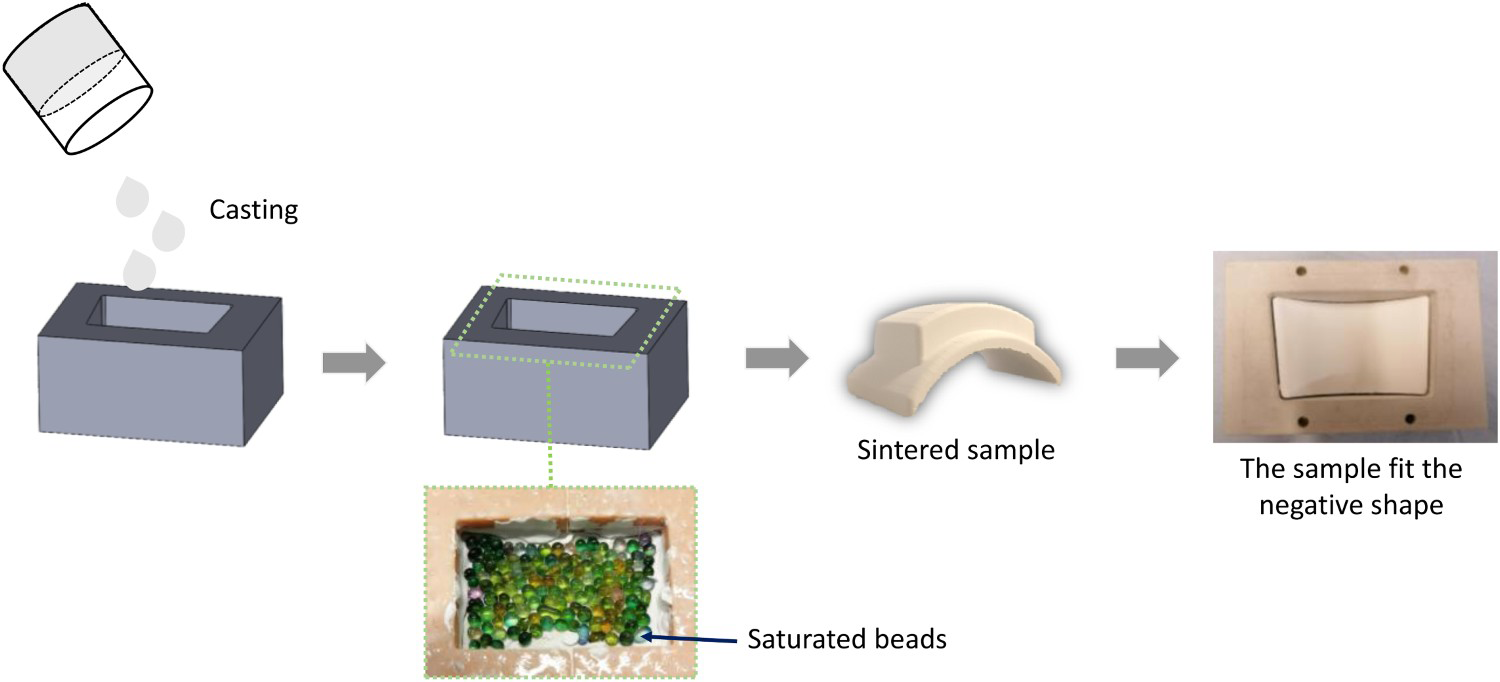
A curved shape with two different thicknesses to be inserted into an experimental cavity dedicated to transpiration cooling testing is elaborated using gel-casting (Figure 4).
The same process presented previously is used. Among the challenges faced with this shape, in addition to shrinkage catch-up, is to obtain a complete sample without damage with a smooth external surface without inclusions or bubbles. To do so, it was necessary to limit vibration during casting.
After demoulding the sample, it was noticed a shape deformation (an increase of the angle of curvature) owing to the weak wet body which doesn't have enough mechanical properties to keep a fixed shape in addition to crack initiation in the edges between the different parts with different thicknesses.
For this reason, it is necessary to improve the demoulding and drying steps. Considering the complexity of this shape, drying inside the mould was preferred to avoid shape deformation while demoulding or drying:
Frustrum insert geometry. Drying and demoulding steps for the frustum insert.
Conclusion
Gel-casting process has been selected to manufacture porous Al2O3 ceramics for transpiration cooling application at high temperatures. Different geometries were elaborated, some of them were realised with relative ease in comparison to others. The steps of the process were detailed. The main challenges faced concerned the drying and the demoulding step considering the porous structure which increases water potential, the low solid particle packing which decreases the resistance of internal moisture diffusing to the surface and the complex geometry which is behind a non-uniform and differential drying. The adopted solutions to control the drying environment and avoid residual stresses during free-drying were described within the case study presented (cones and frustum insert).
This study validates the use of gel-casting to elaborate porous Al2O3 samples dedicated to transpiration cooling application. As this technique is not limited to a specific ceramic powder, it can be extended to manufacture and elaborate porous materials for transpiration cooling using different powders to elaborate porous ultra-high temperature ceramics UHTCs with homogenous materials properties.
Footnotes
Acknowledgements
The authors would like to thank Imperial Hackspace staff for their help and advices concerning moulds preparation. Lastly, the authors would like to extend their gratitude toward the reviewers who improved the quality of this paper.
Disclosure statement
No potential conflict of interest was reported by the author(s).