
Abstract
Among ultra high temperature ceramics (UHTCs), ZrB2-based ceramics have received the most attention for applications in hypersonic space vehicles. However, UHTCs encounter several challenges pertaining to their processing to achieve the desired properties in order to optimally exploit their potential. In this perspective, the present work illustrates some of the sintering related challenges using a case study of ZrB2–SiC based ceramics. Multi stage spark plasma sintering is carried out on ZrB2–SiC based ceramics at 1500°C with metallic Titanium as sinter-aid. High hardness of up to 28 GPa is obtained in dense ceramics with finer microstructure. Furthering towards design and fabrication of real scale hypersonic application such as thermal protection system, efforts have been taken to prove the scalability of the ceramics by consolidating up to ϕ100 mm ceramic discs.
Keywords
Introduction
Ultra high temperature ceramics (UHTCs), as a specialised class of materials, has received significant research interest in the materials community worldwide. This has primarily stemmed from their exceptional combination of mechanical, thermal and electrical properties, coupled with melting temperatures in excess of 3000°C [1-3]. In parallel, the advent of hypersonic flight vehicles is a phenomenal advancement in the field of aerospace, which has necessitated the implementation of materials with high thermal endurance owing to their extreme aero-thermal environment of application. In such cases, the characteristic features of UHTCs deem them as promising candidates for applications as the leading edges of hypersonic space vehicles and rocket nozzle inserts [3,4]. Among UHTCs, ZrB2-based ceramics have received the most attention for hypersonic applications. However, UHTCs encounter several challenges in terms of processing, properties and fabrication, which need to be addressed in order to optimally exploit their potential.
Figure 1 gives a glimpse of the progression from the concept of UHTC to developing a technology for hypersonic application. It begins with the processing of dense ceramic pellets using a suitable sintering technique and carefully designed sintering parameters, followed by detailed characterisation of mechanical and thermo-physical properties to understand the underlying microstructure-property correlations. The successive stage comprises of rigorous performance qualification tests using dedicated facilities, such as plasma arc jets [5,6], plasma wind tunnels [7] and oxyacetylene torch flames [8]. In all these tests, the high temperature functionality of the ceramics is evaluated in aero-thermodynamic environment, in reference to the design of subjects pertaining to hypersonic application such as thermal protection system (TPS). Towards this end, an integrated framework of experimental investigation with computational studies helps in understanding some of the vital physical phenomena, without the burden of repeated experimentations. Succeeding the design process, the final stage involves component fabrication using advanced machining techniques.
Pictorial representation of progression from the stage of concept to technology for UHTCs.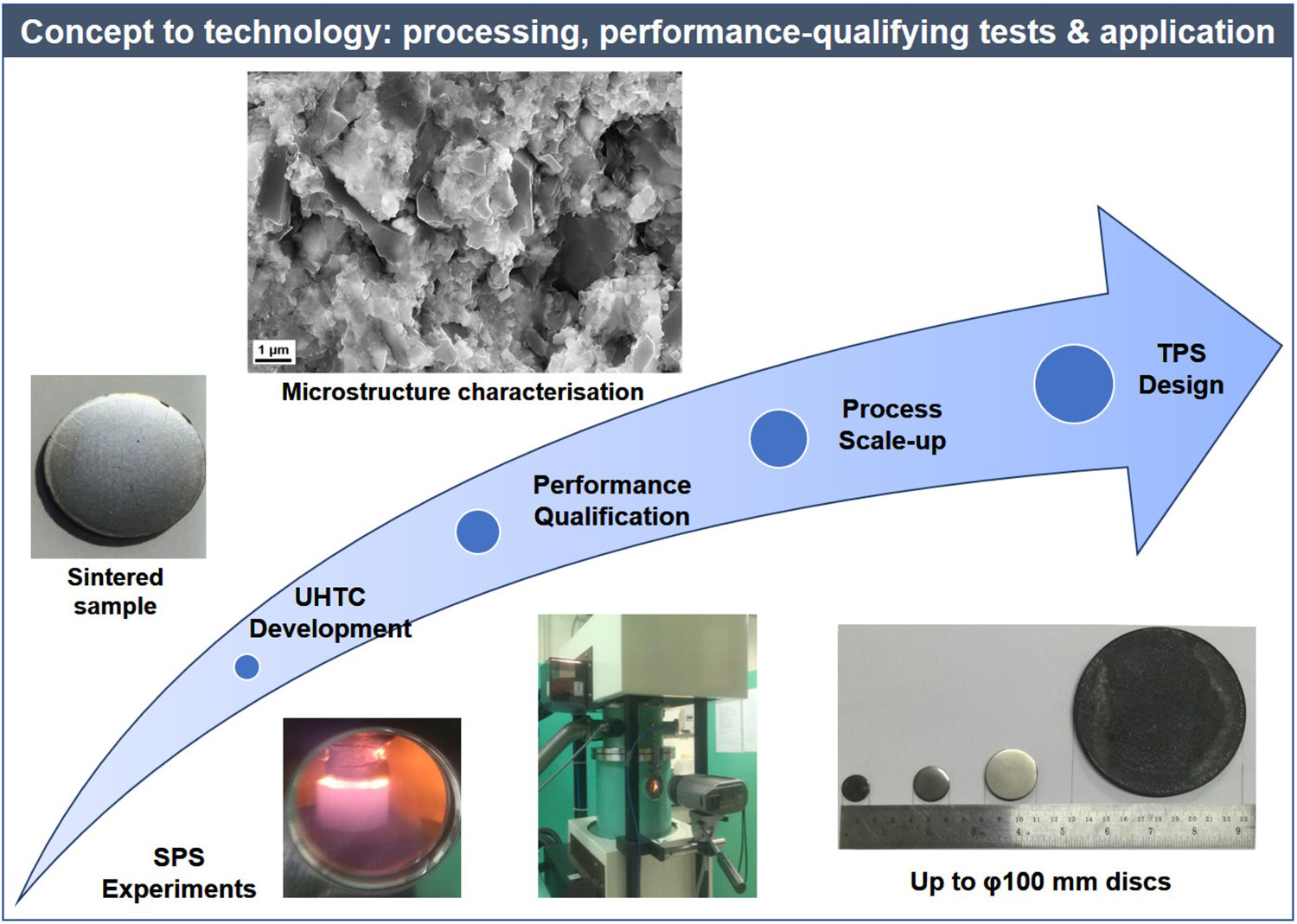
While each developmental stage is hindered with its own set of challenges, it also presents a myriad of opportunities for process-property enhancement. By way of illustration, the sintering of dense UHTCs faces complications such as excessively high sintering temperatures, which result in grain growth [1]. Furthermore, it is reported that inhomogeneous temperature distribution across the sample during sintering lead to the degradation of mechanical properties [9]. Additionally, UHTCs possess low fracture toughness [1], which often limits its applicability. This demands the careful selection of the sintering methodology, in conjunction with the tailoring of the sintering parameters and sinter-aid to obtain a good combination of mechanical properties. On another note, the recent evolution of spark plasma sintering (SPS) as a processing technique has enabled the densification of many UHTCs with restricted grain growth due to shortening of the sintering time [10-12].
The lowering of sintering temperature has remained a long-sought challenge, particularly from the perspective of processing and fabrication, which has also been approached through selective choice of sinter-aid and the sintering parameters. For example, Karthiselva's group [13] recently demonstrated in situ synthesis and densification of monolithic ZrB2 compacts at a lower sintering temperature of 1200°C through reactive SPS. Moreover, favourable densification of ZrB2-based ceramics using SPS in the temperature range of 1500–1600°C have also been reported [14-16]. However, some researchers opine that typical SPS scheme, incorporating a ‘single stage’ heating towards the desired sintering temperature, encounters inhomogeneous temperature distribution across the cross-section of the samples during sintering, resulting in non-uniform mechanical properties [9,15]. This issue has been approached with the adoption of ‘multi stage SPS schedule’ with isothermal holding stage at intermediate temperature. This has enabled the achievement of uniformly homogenised microstructures with improved mechanical properties [9,14,15].
Against the backdrop of the challenges and opportunities relating to the development of difficult-to-sinter ZrB2-based ceramics, the present work illustrates some of the sintering related challenges with the help of a case study of ZrB2–SiC based ceramics.
Experimental procedure
The present study involved the investigation of three compositions of ZrB2–SiC based ceramics with metallic Ti as a sinter-aid vis. ZrB2–18 wt-% SiC–x wt-% Ti (x = 0, 15 and 20). In the backdrop of our previous investigation [14], the current work explores the effect of higher wt-% of Ti on the consolidation and property enhancement of the developed ZrB2-based ceramics. With the prospect of material development for hypersonic application, Ti offers the coupled advantage of vehicle weight reduction owing to lower density and improvement in the desired mechanical properties. In this work, we used commercially procured powders of ZrB2 (purity 99%, d50 ≈ 1 µm, Nanoshel, USA), SiC (purity 99%, d50 ≈ 1 µm, Nanoshel, USA) and Ti (purity 99%, d50 ≈ 1 µm, Nanoshel, USA) as starting materials. The mixture of starting powders for each composition was homogenised by ball milling (Fritsch Pulverisette-5, Germany) (Tungsten Carbide (WC) jar with toluene medium, for 8 hours at 200 rev min−1 with a ball to powder ratio of 7:1) to eliminate large powder agglomerates.
Multi stage spark plasma sintering
The sintering of all compositions was carried out in SPS apparatus (Dr. Sinter, Model 515S, SPS Syntax Inc., Japan) by adopting the ‘multi stage sintering’ scheme, which is based on the melting temperature of the matrix (Tm). In the present investigation, based on our previous experience on MS-SPS and considering the melting temperature of ZrB2 as 3027°C [11], the multi stage holding scheme of 0.4Tm/0.46Tm/0.5Tm has been selected [9,14,15]. In line with our earlier reports, the sintering was carried out with three isothermal holds for 2, 3 and 5 min at 1200, 1400 and 1500°C, respectively, under uniaxial pressure of 30 MPa in vacuum with heating rate of 100°C min−1. The innovative sintering mechanism ensures rapid densification during the intermediate stage by initiating surface activation during the first holding stage, which promotes faster grain boundary diffusion in the next stages [9].
Characterisation of microstructure and mechanical properties
The density of the sintered ceramics was measured using helium pycnometer (Ultrapyc 1200E, Quantachrome, USA). X-ray diffraction analysis (XRD) (PANalytical, Netherlands) was performed to determine the phase purity of the starting powders and to characterise the phase assemblage of the sintered ceramic samples, using Cu Kα radiation (λ = 0.154 nm). The surface morphologies of the metallographically polished and chemically etched (10 HCl:1 HNO3) ceramics were investigated by scanning electron microscopy (SEM), with energy-dispersive spectrometry (EDS) (Ultra 55, Carl Zeiss, Germany) operated at 20 keV. The polished ceramics were indented using a Vickers diamond indenter (Zwick UTM, Germany), with an apex angle of 136° for the measurement of hardness, under an applied load of 9.8 N (1 kgf). Diametral compression test was carried out to assess the tensile fracture strength of the developed ceramics [17]. The ceramic pellets of 15 mm diameter and average thickness of 4.5 mm were tested using Universal Testing Machine INSTRON 5960 (INSTRON, Chennai, India). The tensile fracture strength (σ) was calculated using the relation as seen in equation 1 [17]:

Results and discussion
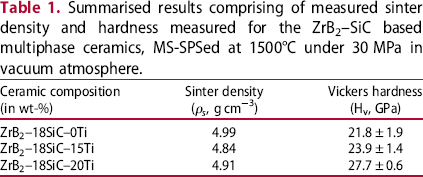
Summarised results comprising of measured sinter density and hardness measured for the ZrB2–SiC based multiphase ceramics, MS-SPSed at 1500°C under 30 MPa in vacuum atmosphere.
 , g cm−3)
, g cm−3)Phase stability and thermodynamic feasibility of sintering reactions
XRD analysis has been carried out to understand the phase stability in the MS-SPSed ZrB2–SiC based multiphase ceramics (see Figure 2). XRD patterns obtained for the starting powders (refer Supplementary Figure S1) detect small amounts of oxide impurities namely ZrO2 and SiO2 for ZrB2 and SiC, respectively. This is attributed to the presence of micro-thin protective oxide layer on non-oxide ceramic powders. Figure 2 illustrates the XRD patterns obtained for the MS-SPSed ZrB2–18 wt-% SiC–x wt-% Ti (x = 0, 15 and 20) ceramics, wherein multiple phases have been detected for compositions with Ti. This is credited to the formation of sintering reaction products such as ZrC, TiB2, TiC, B4Si, ZrSi2 and TiSi2, along with traces of Ti3B4, WSi2, t-TiO2 and h-TiO2. In particular, the detection of TiB2, TiC and TiSi2 with moderate relative intensities suggests significant utilisation of Ti during the sintering reactions.
X-ray diffraction patterns obtained for MS-SPSed multiphase ceramic specimen of compositions ZrB2–18 wt-% SiC containing 0, 15 and 20 wt-% Ti.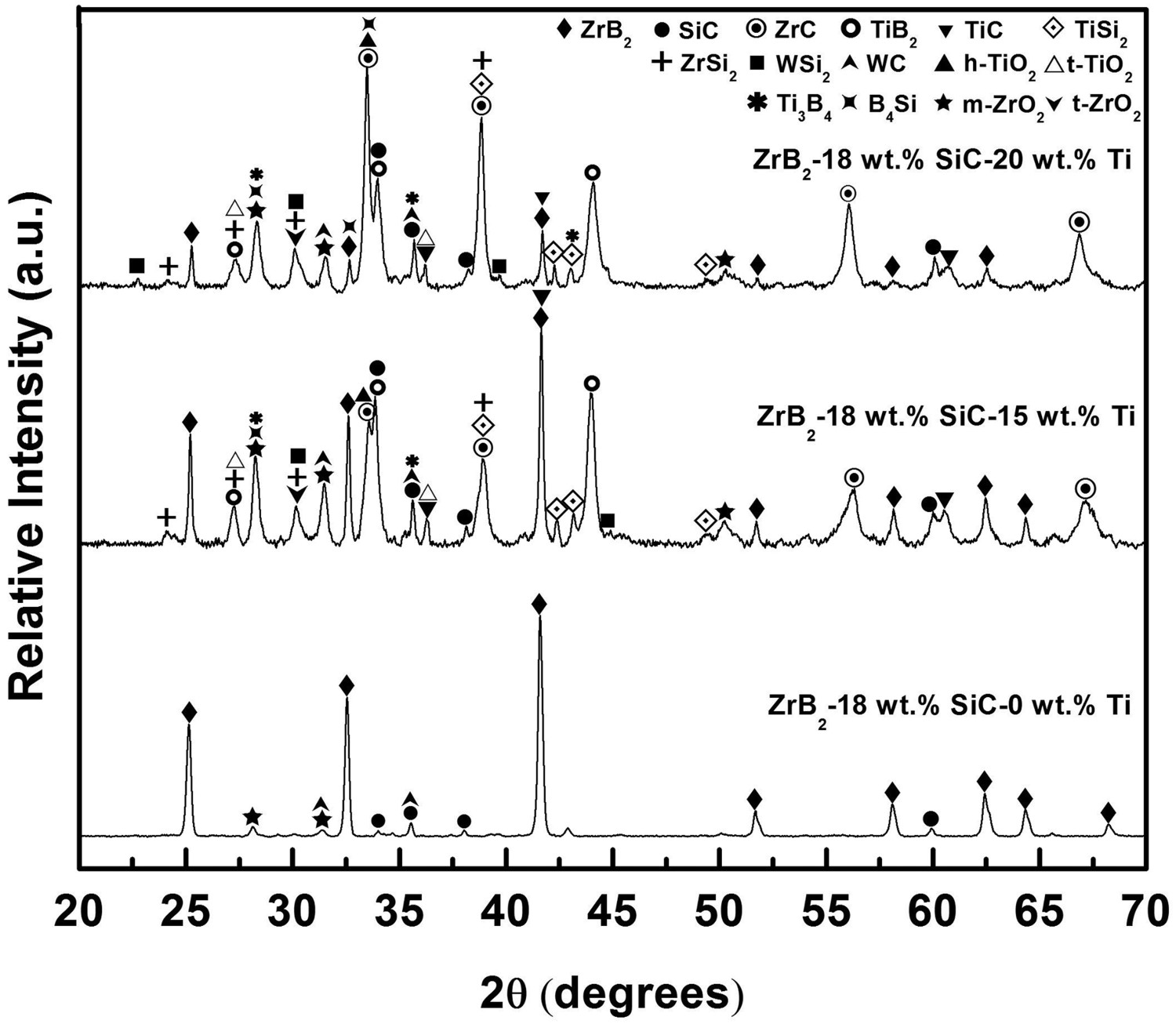
Furthermore, Figure 2 reveals that with an increase in Ti content from 15 to 20 wt-%, the relative peak intensity of ZrB2 decreases with a corresponding increase in ZrC, thereby supporting the formation of ZrC. Moreover, despite the presence of intrinsic surface oxide on ZrB2 particles, the relative increase in ZrO2 should be ascribed to sintering reactions and possible mild oxidation in the SPS chamber [18]. Notwithstanding, the formation of ZrO2 must be restricted as it can affect the properties of the developed ceramic [19]. The additional presence of WC is attributed to the contamination introduced by ball milling.
Based on phase stability of the MS-SPSed ZrB2–SiC based multiphase ceramics, the thermodynamic feasibility of possible sintering reactions has been analysed by calculating Gibb's free energy change (ΔG) and depicted in Figure 3.
Gibb's free energy distribution over the sintering temperature range for the proposed sintering reaction mechanisms. Temperature T1, T2 and T3 denote the three isothermal holding stage temperatures of 1200, 1400 and 1500°C.





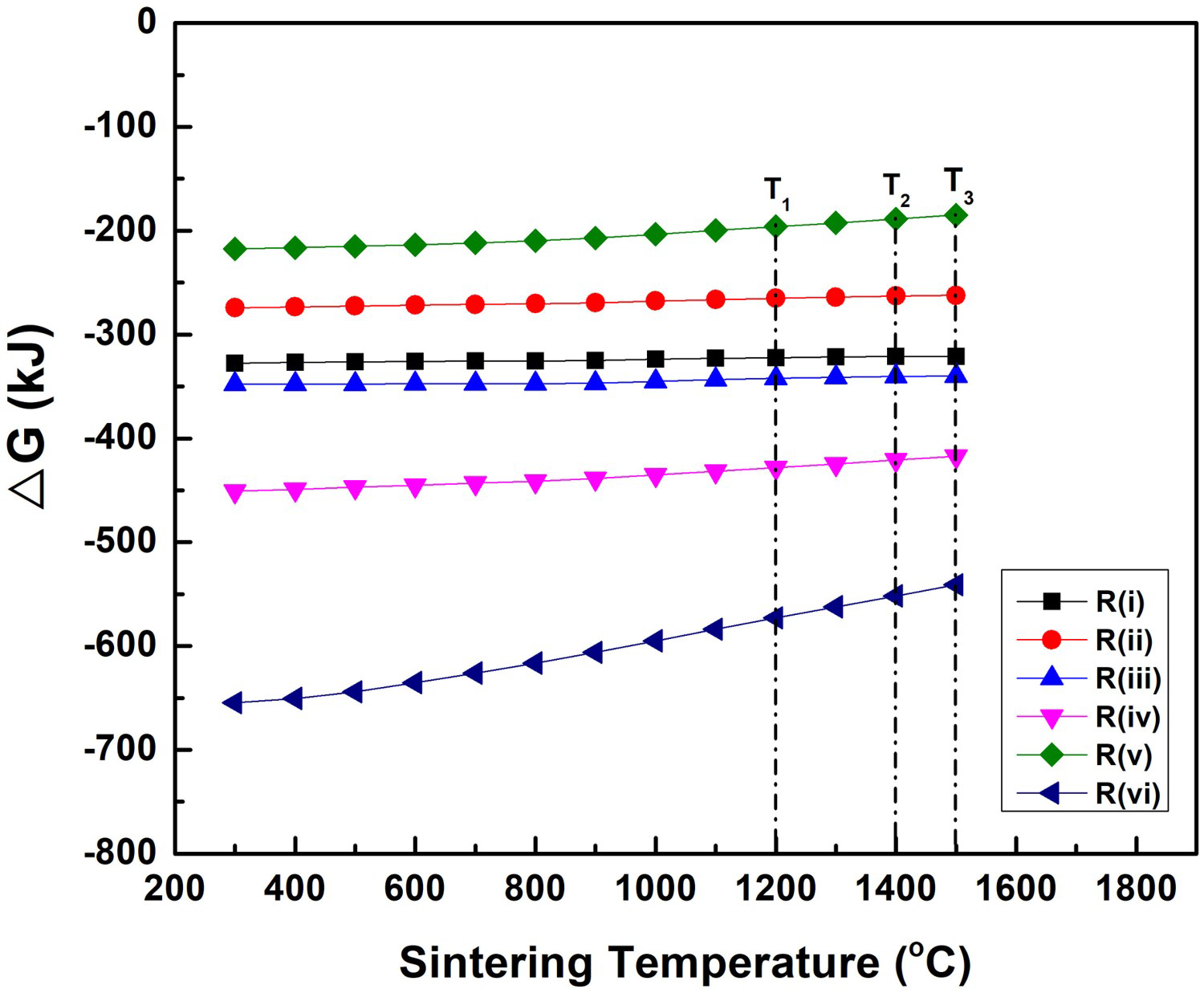
Figure 3 illustrates that all the reactions are thermodynamically feasible throughout the sintering temperature range of 1200–1500°C. It is found that reactions (i) and (ii) support the formation of ZrC, TiB2 along with TiSi2 and ZrSi2, which corroborates well with XRD phase analysis. Reaction (iii) and (iv) contribute to the formation of B4Si in addition to ZrC, TiC, TiSi2 and WSi2. Additional reaction pathways (v) and (vi) lends credence to the formation of TiO2 and ZrO2. Notably, oxide impurity B2O3 evaporates at temperatures in excess of ∼1200°C and hence, was not detected in XRD [19]. The above-discussed sintering reactions can be used to rationalise the development of multiphase microstructure.
The above analysis illustrates the increased reactivity due to Ti addition and the in situ formation of multiphase sintering reaction products. While it may be argued that the formation of reaction products can have property degrading effects [18], however, we believe that the multiphase sintering reaction products may have a positive contribution. This is because the additional phases such as ZrC, TiB2, TiC are primarily refractory in nature and possess a good combination of mechanical properties. The presence of WC is also believed to improve the mechanical properties of the developed ceramics [20]. Nevertheless, the present case also brings out the scope of further optimisation of sintering parameters to restrict sintering reactions.
Microstructure and mechanical properties
Following the discussion on phase stability of the developed ZrB2–SiC based multiphase ceramic composites, we shall now describe the microstructural features and mechanical properties. The representative backscattered electron based SEM micrographs for ZrB2–18 wt-% SiC–x wt-% Ti (x = 0 and 20) are presented in Figure 4(a,b) and that of 15 wt-% Ti can be found in Supplementary Figure S2. In the absence of Ti, the ZrB2–SiC composition shows homogeneous dispersion of SiC (darker phase contrast) in ZrB2 matrix (light grey contrast), along with WC (bright contrast), as seen in Figure 4(a). With the addition of Ti to the baseline composition of ZrB2–18 wt-% SiC, a significant difference in the microstructure is evident from Figure 4(b). It can be seen that apart from ZrB2 and SiC, the microstructure presents evidence for additional phases, which can also be inferred from the obtained EDS spectra shown in Figure 4(1). Careful observation of Figure 4(b) in conjunction with the EDS spectra indicate the conceivable formation of Ti–Si and Zr–Si phases, distributed in the interphase region of ZrB2 and SiC grains. While XRD patterns provided evidence towards the formation of ZrC, TiB2 and TiC as major sintering reaction products, each secondary phase could not be unambiguously identified by EDS analysis and requires further investigation of the microstructure using transmission electron microscopy (TEM). It must be mentioned that the complex multiphase microstructure in the present case with 12 additional sintering reaction phases aside from the starting phases, is rarely reported in the literature.
BSE-SEM images of multiphase ZrB2–18 wt-% SiC ceramics with (a) 0 wt-% Ti and (b) 20 wt-% Ti, processed by MS-SPS at 1500°C, with EDS spectra (1) obtained for 20 wt-% Ti composition.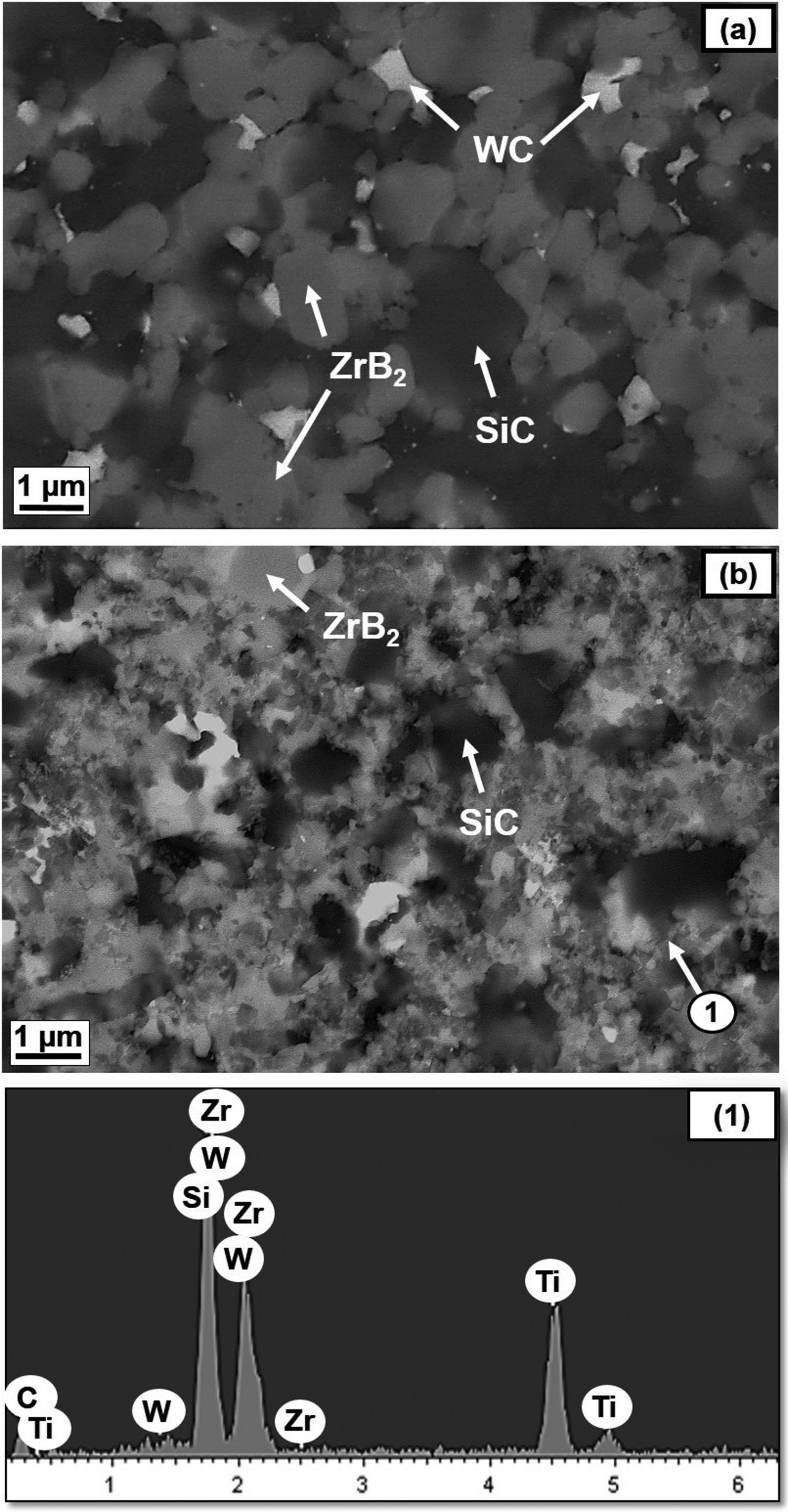
With Ti addition, the microstructures predominantly exhibit irregular shaped grains of ZrB2, together with some equiaxed and elongated grains of SiC at discrete locations. A finer microstructure with sub-micrometre grain sizes is achieved by MS-SPS at a low sintering temperature of 1500°C, as evident from Figure 4(b), which indicates controlled grain growth due to Ti addition. The finer microstructure of ZrB2–18 wt-% SiC–20 wt-% Ti as compared to the binary ceramic of ZrB2–SiC may be phenomenologically explained from the concept of coupled grain growth [21]. Perhaps, a correlative topological relationship develops between the grain boundaries and interphase boundaries of the sintering reaction phases, resulting in a restrained coupled grain growth.
In parallel, some basic mechanical properties have been evaluated and summarised in Table 1. High hardness of up to 27.7 GPa is obtained for ZrB2–18 wt-% SiC–20 wt-% Ti ceramic composite as seen in Figure 5. The improvement in hardness of ZrB2–18 wt-% SiC–20 wt-% Ti may be ascribed to the formation of sintering reaction products (ZrC, TiB2 and TiC), which are indicated in XRD analysis (refer Figure 2). Also, we deduce that the finer microstructure, in addition to the inherent high hardness of ZrC [22], TiB2 [18,23] and TiC [24], perhaps contribute towards achieving higher hardness of 27.7 GPa for ZrB2–18 wt-% SiC–20 wt-% Ti ceramic specimen. The load vs. displacement curves, obtained from instrumented hardness measurement, for ZrB2–18 wt-% SiC–x wt-% Ti (x = 0, 15 and 20), can be seen as an inset (a) in Figure 5. The uneventful loading and unloading without any irregularities (pop-up events) reflect the signature of stable indentation response. Furthermore, Figure 5 (inset b) shows the crack propagation path obtained for ZrB2–18 wt-% SiC–20 wt-% Ti under a higher indent load of 98 N, which shows the predominant mode of fracture to be transgranular, along with evidence of intergranular fracture. Since a tortuous crack path qualitatively suggests the absorption of higher energy during crack propagation, lower degree of tortuosity is recorded [25].
Vickers hardness for increasing Ti content in the MS-SPS processed (1500°C for 5 min) ZrB2–18 wt-% SiC–x wt-% Ti composites (x = 0, 15 and 20) for an applied load of ∼10 N. Inset (a) shows representative load vs. displacement curves obtained from Vickers hardness measurement and (b) SEM micrograph of indentation induced crack propagation for ZrB2–18 wt-% SiC–20 wt-% Ti ceramic composite, MS-SPS processed at 1500°C for 5 min, depicting transgranular and intergranular grain fracture (marked by black and white arrows, respectively).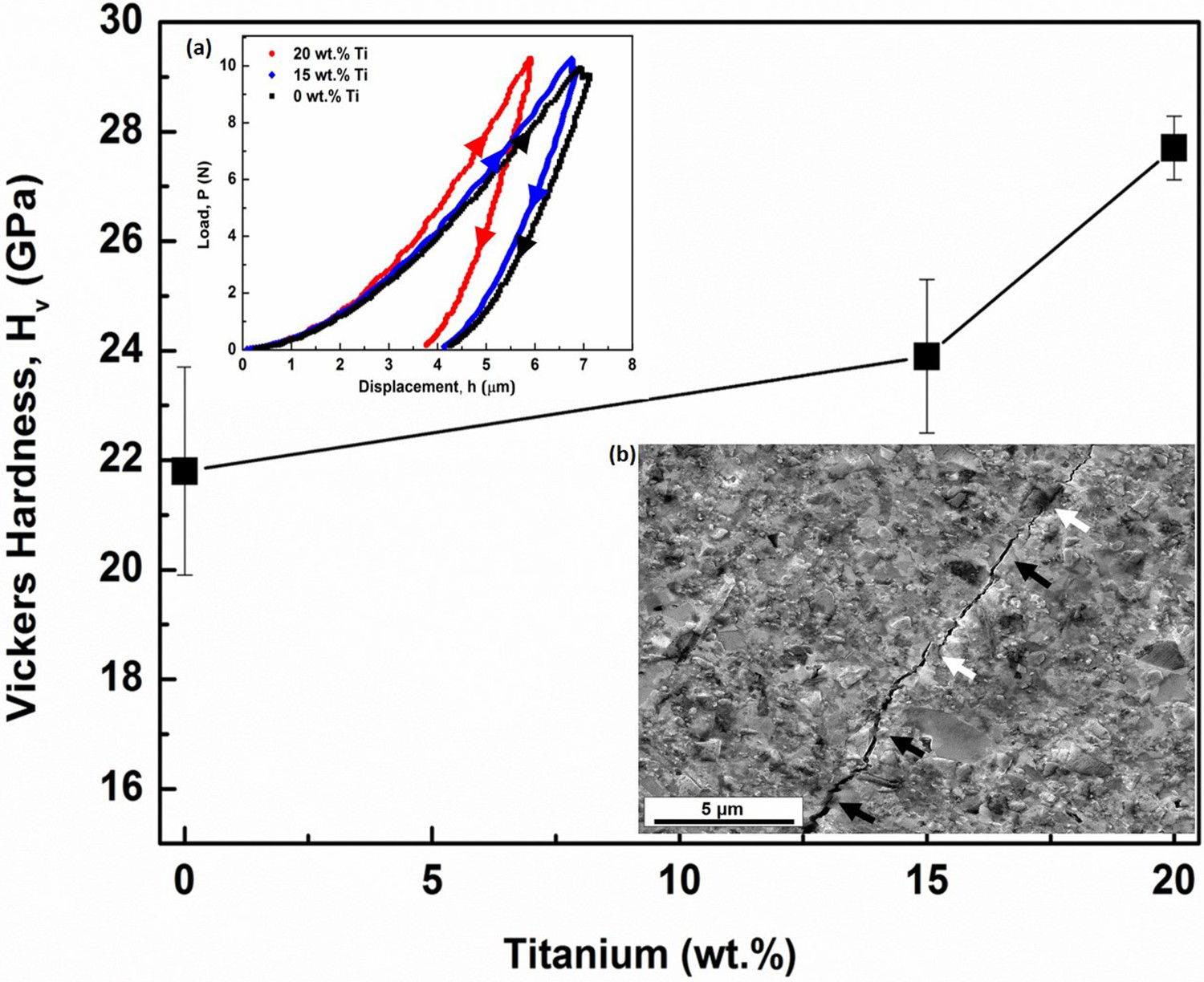
Tensile strength for ZrB2-based ceramics is a far more critical parameter for evaluation of material failure in aerospace application and much less reported. In a recent study, Wang et al. [26] stressed on the importance of investigating the tensile strength of ZrB2-based ceramics since more focus is laid by researchers on the flexural strength, which is inherently higher than the tensile strength, thereby making it more crucial for evaluation [26]. Therefore, we investigated the effect of Ti addition on the tensile strength of the developed multiphase ceramics using diametral compression test. The study revealed an improvement in ZrB2–18 wt-% SiC–20 wt-% Ti (215 MPa) compared to the baseline ceramic, ZrB2–18 wt-% SiC–0 wt-% Ti (118 MPa). The above-discussed results elucidate the beneficial role of Ti as sinter-aid towards property enhancement, when sintered at a lower temperature (1500°C).
A way forward
In the present work, we have illustrated some critical sintering related challenges by adopting the innovative MS-SPS technique for consolidation of ZrB2–SiC based ceramics with Ti as a sinter-aid. MS-SPS at 1500°C has resulted in a multiphase ceramic with a fine microstructure and high hardness of up to 27.7 GPa. Until now, our work dealt with ZrB2-based samples of typical laboratory-scale dimensions with φ15 mm. However, the logical progression towards design and fabrication of real scale TPS for hypersonic application demands for proving the scalability and machining of the ceramics to achieve flight scale dimensions and complex aerodynamic shapes, at the same time achieving isotropic properties. The brittle nature of ceramics coupled with the limitations of laboratory-scale sintering facilities pose significant dimensional constraints on the sintered ceramics, which in turn restrict its utilisation. In order to realise such TPS, we have sintered the developed ZrB2–SiC based multiphase ceramics for larger dimensions with diameter up to φ100 mm and thickness of ∼5 mm. Conventional sintering technique of ‘hot pressing’ has been adopted for consolidating the larger dimension ceramic composites, owing to the operational constraints of SPS. multi stage hot pressing has been successfully performed in the temperature range of 1500–1700°C and the achieved dimensional scalability is pictorially represented in Supplementary Figure S3. The hot-pressed ceramic composite of φ100 mm does not reveal any visible surface cracks. By demonstrating dimensional scalability, we have endeavoured to tackle the challenge of scalability and fabrication of larger ceramic discs, thereby dealing with the key steps of the developmental cycle of UHTC. This is further illustrated in Figure 6, which depicts the developmental cycle of UHTC and its subsequent application in hypersonics. It is well established that the control and optimisation of the sintering parameters, scheme and sinter-aid is of critical importance in order to obtain the desired ceramic microstructure-property combination. Following the performance evaluation in the relevant aero-thermal environment and TPS design, the ceramics are dimensionally scaled-up and fabricated. Subsequently, it is machined to precise complex shapes using advanced machining techniques. The final stage involves flight testing of the component and post-processing, which essentially determines the performance of the designed TPS in real time application.
Developmental cycle of UHTCs for hypersonic application.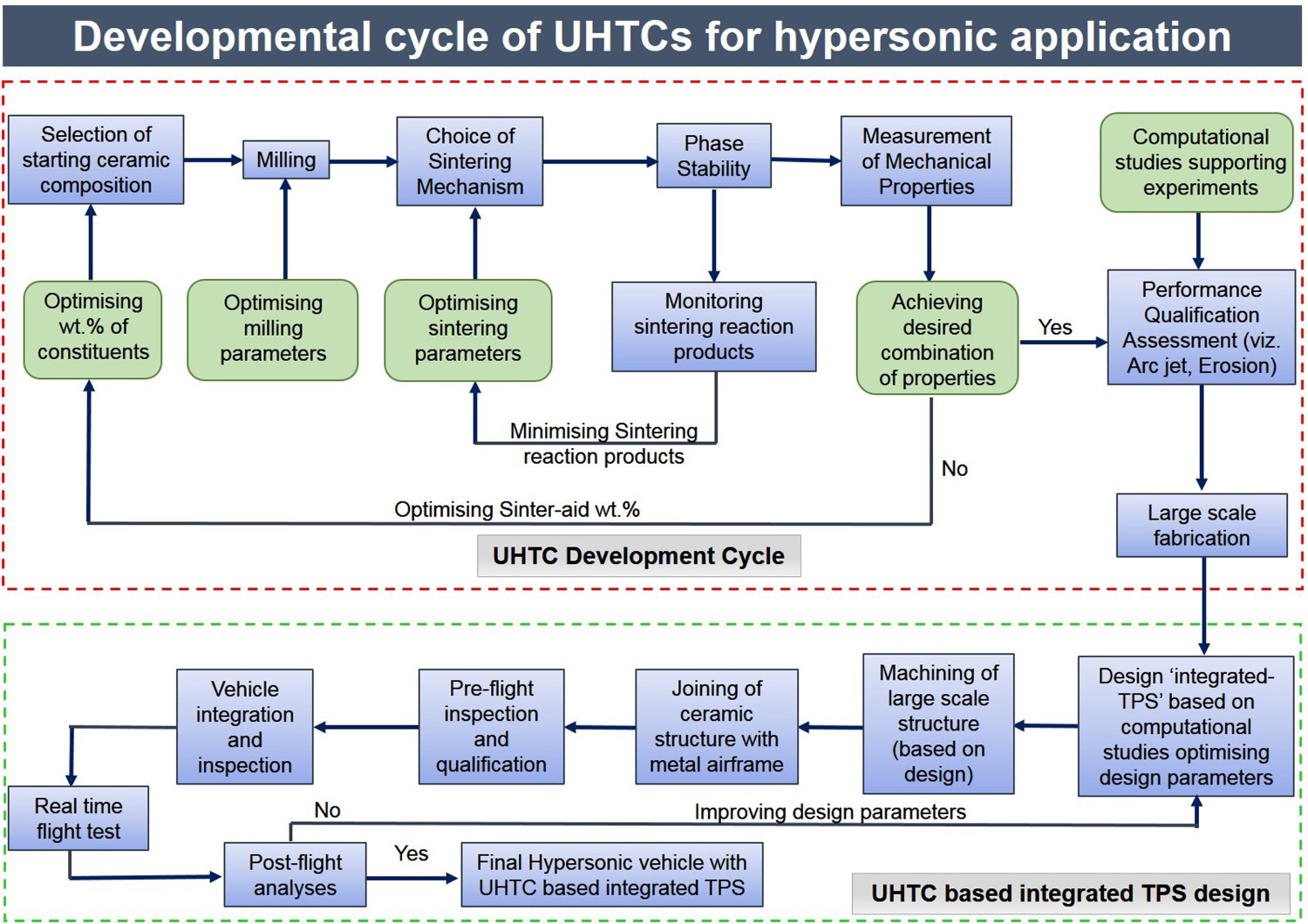
Footnotes
Acknowledgement
The authors extend their thanks towards BrahMos Aerospace Private Limited, New Delhi, India, for providing complete financial assistance for this work. The authors acknowledge Department of Science and Technology; Defence Research and Development Organisation, Government of India; for procuring SPS facility at Indian Institute of Technology (IIT), Kanpur and Prof. K. Biswas, IIT Kanpur. Support extended by Prof. G. Jagadeesh, Chairman, Centre of Excellence in Hypersonics, Indian Institute of Science (IISc), Bangalore, towards the associated activities is greatly acknowledged. The authors also express their sincere gratitude towards Dr. Tarasankar Mahata, Scientific Officer (H), Powder Metallurgy Division, Bhabha Atomic Research Centre (BARC), Mumbai, for extending his support towards hot pressing activities. Author Mukherjee further thank Dr. S. Ariharan, Research Scientist, Department of Material Science and Engineering, IIT Kanpur and Mr. Akhilesh Kumar, Powder Metallurgy Division, BARC for their help towards SPS and hot pressing, respectively. She also thanks Dr. Anuj Bisht, Research Associate, Department of Materials Engineering, IISc, for help towards SEM and Mr. Gopinath N. K. and Mr. Anupam Purwar, Centre of Excellence in Hypersonics, IISc for their help and support. This paper was originally presented at the Ultra-High Temperature Ceramics: Materials for Extreme Environments Applications IV Conference (Windsor, UK) and has subsequently been revised and extended before consideration by Advances in Applied Ceramics.
Disclosure statement
No potential conflict of interest was reported by the authors.