
Abstract
Crack-free zirconia ceramics were consolidated via sintering by intense thermal radiation (SITR) approach at 1600–1700°C for 3–5 min. The resulted ceramic bulks can achieve a relative density up to 99.6% with a grain size of 300–1200 nm. Their bending strength, Vickers hardness and indentation toughness values are up to 1244 ± 139 MPa, 13.3 ± 0.3 GPa and 5.5 ± 0.1 MPa m1/2, respectively. Quantitative Raman and XRD analysis show the presence of minor m phase on the natural surface (<7%), fracture surface (<10%) and indentation areas (<15%). It reveals that the SITR method is efficient for rapidly manufacturing zirconia ceramics with desired density, fine grained microstructure and good mechanical properties that are strongly demanded in dental applications.
Keywords
Introduction
Zirconia has become one of the most studied ceramic materials since the transformation toughening mechanism was discovered in 1975 [1,2]. It is the strongest and toughest (single-phase) oxide ceramics produced so far [2]. Zirconia has three crystalline phases: monoclinic (m), tetragonal (t) and cubic (c), while the transformation among them takes place mainly relying on temperature, dopants and mechanical loading [2-4].
More recently, 3 mol.-% yttria partially stabilized tetragonal zirconia polycrystals (3Y-TZP) ceramics have been of great concern as bioceramics due to their superior mechanical strength, thermal property, biocompatibility and corrosion resistance [5-8]. TZP can be used in implants, dental posts, abutments and fixed partial dentures [812]. However, the use in dentistry needs to achieve the optimal combination of performances where a high sintered density, a suitable grain size, rapid production and high reliability are strongly demanded.
Sintering is a key step for tailoring microstructre and performance. Conventional pressureless sintering in an oxidising atmosphere is most widely adopted for consolidation of zirconia ceramics [13-16]. Apart from a high energy consumption, the long processing time (in hours) during conventional sintering often leads to an uncontrolled grain growth. Conventional spark plasma sintering (SPS) [17,18] can effectively minimise the sintering time to minutes but the carbon contamination problem is always a weakness especially when an external mechanical pressure is applied between the sample and graphite stuff.
Previously, intense thermal radiation was employed for fast consolidating porous ceramic bulks [19-22] and crack-free TZP ceramics pre-sintered at 1200°C [23]. We named this novel sintering approach as ‘Sintering by Intense Thermal Radiation (SITR)’ because thermal radiation dominated the heat transfer during sintering [19]. In this work, attempts were made to rapidly densify TZP ceramics by SITR without pre-sintering. Special attentions were paid to obtain an optimal combination of mechanical properties and fine microstructures.
Experimental set-up
Material processing
Commercially available zirconia powders, TZ-3YSB-E (3 mol.-% Y2O3, average particle size 90 nm, crystallite size 36 nm, granule size 34 ± 12 μm) and Zpex (3 mol.-% Y2O3, average particle size 40 nm, crystallite size 36 nm, granule size 29 ± 10 μm) from Tosoh Co. (Tokyo, Japan) were used as precursors. The SEM images of the powder granules are shown in Figure 1(a,b).
SEM images of commercial zirconia powders (a) 3YSB-E and (b) Zpex. (c) and (d) are the corresponding granule cross-section morphology with higher magnification.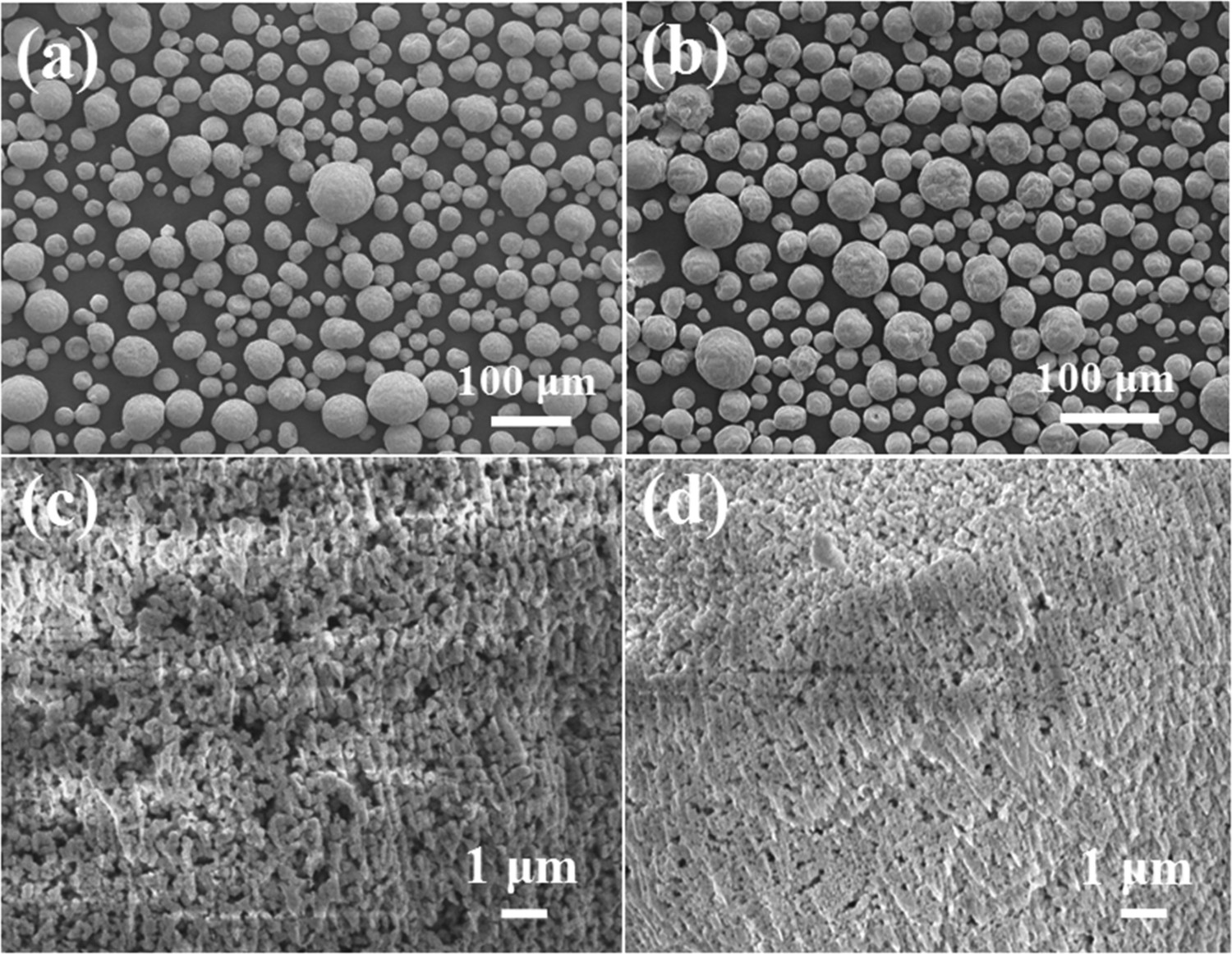
The as-received powders were shaped into cylindrical disks before sintering. In a standard batch, ∼4 g zirconia precursor was biaxially pre-pressed under 60 MPa, generating a ceramic disk with a size of around Φ18 mm × (5.0–5.5) mm. The disk was then cold isostatic pressed (CIP, SINTERPRESS 700 MPa AB) by using oil (Q8 Hummel 32) as liquid pressing medium, with a pressure of 240 MPa and a dwell time of 180 s. The obtained green bodies were collected for binder burning-off in air in a pressureless resistance furnace (Neberterm GmbH, Lilienthal, Germany). The temperature was raised from room temperature to 600°C with a heating rate of 1°C min−1, kept for 180 min, and then cooled down with a cooling rate of 5°C min−1.
Sintering parameters, relative density, grain size and mechanical properties of the sintered zirconia ceramics.

For comparison, conventional pressureless sintering was also performed in air in a resistance furnace (Neberterm GmbH, Lilienthal, Germany) with the following heating procedure: 5°C min−1 to the sintering temperature 1450°C with a dwell time of 120 min and then cooled down at a rate of 5°C min−1. The samples were denoted as 3YSBE_CS_1450_120 and Zpex_CS_1450_120, respectively. Before sintering, the green bodies were CIPed under a pressure of 300 MPa with a dwell time of 180 s.
Material characterisation
The relative density was determined by Archimedes’ method with averaging at least five samples, using 6.08 g cm−3 as theoretical sintered density. Pore size distribution of the green bodies was determined by mercury intrusion porosimetry (Micromeritics AutoPore III 9410, Norcross, Georgia, USA). The surface tension and the contact angle of the mercury were set to 0.485 N m−1 and 130°, respectively. Crystalline phase composition was studied through a PANalytical X'pert PRO MPD diffractometer (PANalytical, Almelo, Netherlands) using CuKα radiation (λ = 1.5418 Å) over a 2θ range of 10–80° at room temperature. XRD data were collected on both natural surface (NS, without polishing) and fracture surface (FS, after bending test) of the sintered samples, respectively. A micro-Raman spectrometer (LabRAM HR 800, Horiba, Ltd., Kyoto, Japan) with a spectral resolution of 0.5 cm−1 was also employed for phase identification by using an Nd:YAG laser (532 nm, 50 mW). Before the measurement, the apparatus was spectrally calibrated using the 520.7 cm−1 Raman line from a silicon wafer. The microstructures of the fracture and cross-section polished surfaces were characterised by a field emission scanning electron microscope (FE-SEM, JSM-7000F, JEOL, Tokyo, Japan) operated at 5 kV. The grain size of the sintered samples was measured using the linear intercept method based on the SEM images (ASTM E0112-10) by the imaging software Smileview, with a three-dimensional correction factor of 1.2. The biaxial flexural strength was measured with a piston-on-three-balls set-up (ISO 6872 standard), on a universal testing machine (Zwick Z050, Zwick GmbH & Co. KG, Ulm, Germany) at a loading rate of 1 mm min−1. An average value was obtained from at least five samples. The hardness and toughness of the sintered samples were determined by a Vickers indentation hardness tester (Zwick GmbH & Co. KG, Ulm, Germany). The indents on the samples were made using a Vickers-type indenter by applying a 10 kg load for 15 s.
Calculation of phase content, Vickers hardness and indentation toughness
The monoclinic phase content (fm) in the tetragonal/monoclinic two-phase zirconia system can be calculated base on the following equations:[24-27]

 11) are the XRD intensity values of the monoclinic peaks (2θ = 28 and 31.2°, respectively), while It(101) represents the XRD intensity of the tetragonal one (2θ = 30°).
11) are the XRD intensity values of the monoclinic peaks (2θ = 28 and 31.2°, respectively), while It(101) represents the XRD intensity of the tetragonal one (2θ = 30°).
The m-phase content (fm, wt-%) in the tetragonal/monoclinic two-phase zirconia system can be calculated by the following equations based on their Raman bands at 148, 180 and 192 cm−1 [27,28]:

The indentation toughness was then calculated directly from the crack lengths using the Niihara method [14,30]:

Results and discussion
Table 1 lists the relative density and grain size values. All the sintered samples achieved almost the full theoretical density (TD), up to ∼99.6%TD. It displays no evident difference compared to the conventionally sintered 3YSBE_CS_1450_120 and Zpex_CS_1450_120 samples with density values being 99.9 ± 0.2 and 99.9 ± 0.3%TD, respectively. As samples were directly heated from room temperature to the sintered temperature without pre-sintering, the time consumption for holding at 1600/1700°C was <5 min and the total processing time required was less than 15 min.
Figure 1 displays the cross-section morphology of the zirconia powder granules. As can be seen in Figure 1(c,d), the 3YSB-E granules possessed a pore size around 1 μm, while the pores of Zpex were much smaller (<200 nm). Pore size distributions of the CIPed green bodies before sintering were examined, see the result presented in Figure 2. For each green body, two groups of pores are observable. First, a large proportion of nano-sized pores (packing pores among the primary particles) where the size for 3YSB-E samples (∼100 nm) is significantly larger than that of Zpex (∼40 nm). Second, a much smaller proportion of micron-sized pores (packing pores among the granules) with almost the same average size (∼8 μm) in both green bodies. It indicates that a combination of pre-pressing and CIPing (at 240 MPa) led to the consequences that all pores between particles and granules have suffered severe deformation and shrinkage.
Pore size distribution of the 3YSB-E and Zpex zirconia green bodies.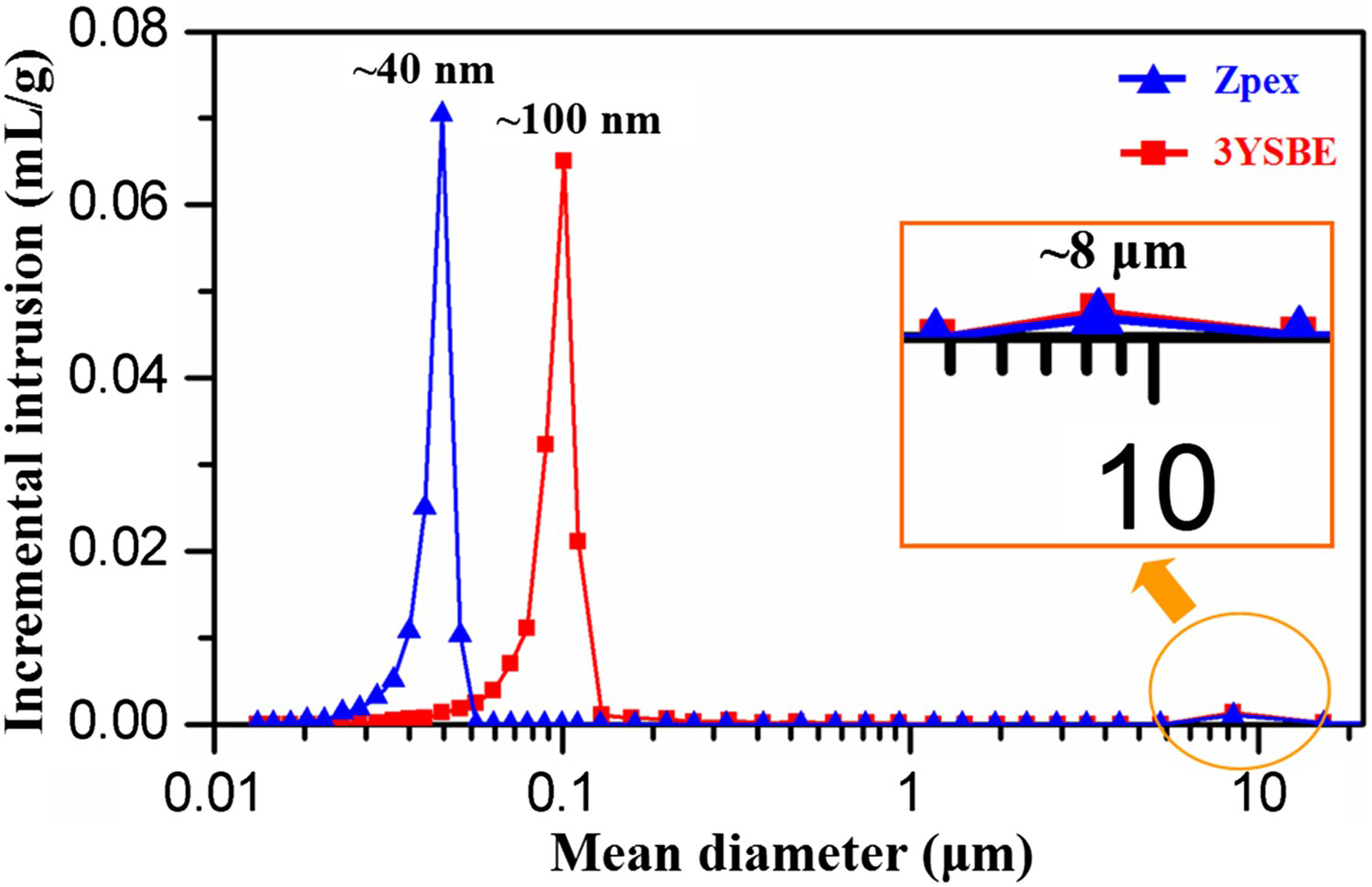
During the SITR process, thermal radiation in terms of the electromagnetic (EM) waves contributes predominantly to heat transfer. At the sintering temperature 1600/1700°C, the emitted EM waves mainly locates at wavelengths of 1.55–1.47 μm in the IR band, obtained by the well-known Stefan-Boltzmann's law and Planck's distribution law [31]. The total emission power of the graphite radiator is accordingly estimated to be around (0.6∼0.8) × 106 W m−2, which is comparable to the radiation flux during selective laser melting (SLM) of ZrO2–Al2O3 powder by a CO2-laser beam (in the order of 106 W m−2) [32]. The SLM beam power can lead to pre-heating of the ZrO2–Al2O3 ceramic powder up to 1715°C. Additionally, the radiation intensity (radiation power per unit volume with 1 m2 radiating area) during the sintering process was up to ∼108 W m−3, considering a radiating area of ∼70 cm2 and a volume of ∼50 cm3 for the sintering cycles. This radiation intensity is much higher than that of the conventional pressureless sintering furnaces, ensuring a rapid densification of zirconia. However, as a solid body of zirconia is normally IR transparent at room temperature, the interactions (scattering and secondary absorption) between zirconia crystals/interfaces and the EM waves need to be further studied.
The microstructures observed on cross-section polished samples are illustrated in Figure 3. The average grain size values are 554 ± 182 nm (3YSBE_SITR_1600_5), 1200 ± 402 nm (3YSBE_SITR_1700_3), 318 ± 91 nm (Zpex_SITR_1600_5) and 485 ± 161 nm (Zpex_SITR_1700_3), see the summary in Table 1. It is evident that a 100°C higher sintering temperature resulted in coarser grains, as 3YSBE_SITR_1700_3 has more than twice as large grain size as 3YSBE_SITR_1600_5, while Zpex_SITR_1700_3 is about 50% larger than Zpex_SITR_1600_5. Additionally, the Zpex samples have much smaller grain size than 3YSB-E under the same sintering conditions. This can be ascribed to the much finer particle size of Zpex precursor (∼40 nm) in comparison with that of 3YSB-E (∼90 nm). Moreover, the grain size of the conventionally sintered sample 3YSBE_CS_1450_120 is 433 ± 107 nm, smaller than the 3YSB-E samples sintered by SITR. This is because of the lower sintering temperature used (1450°C) although the dwell time was much longer. Intriguingly, for the Zpex samples, it is different: Zpex_SITR_1600_5 (318 ± 91 nm) has finer grains than Zpex_CS_1450_120 (361 ± 104 nm). It indicates that the heat-induced grain growth of the 3YSB-E precursor is more sensitive to sintering temperature than the Zpex precursor.
SEM images for cross-section polished surfaces of the sintered samples: (a) 3YSBE_SITR_1600_5, (b) 3YSBE_SITR_1700_3, (c) Zpex_SITR_1600_5, and (d) Zpex_SITR_1700_3.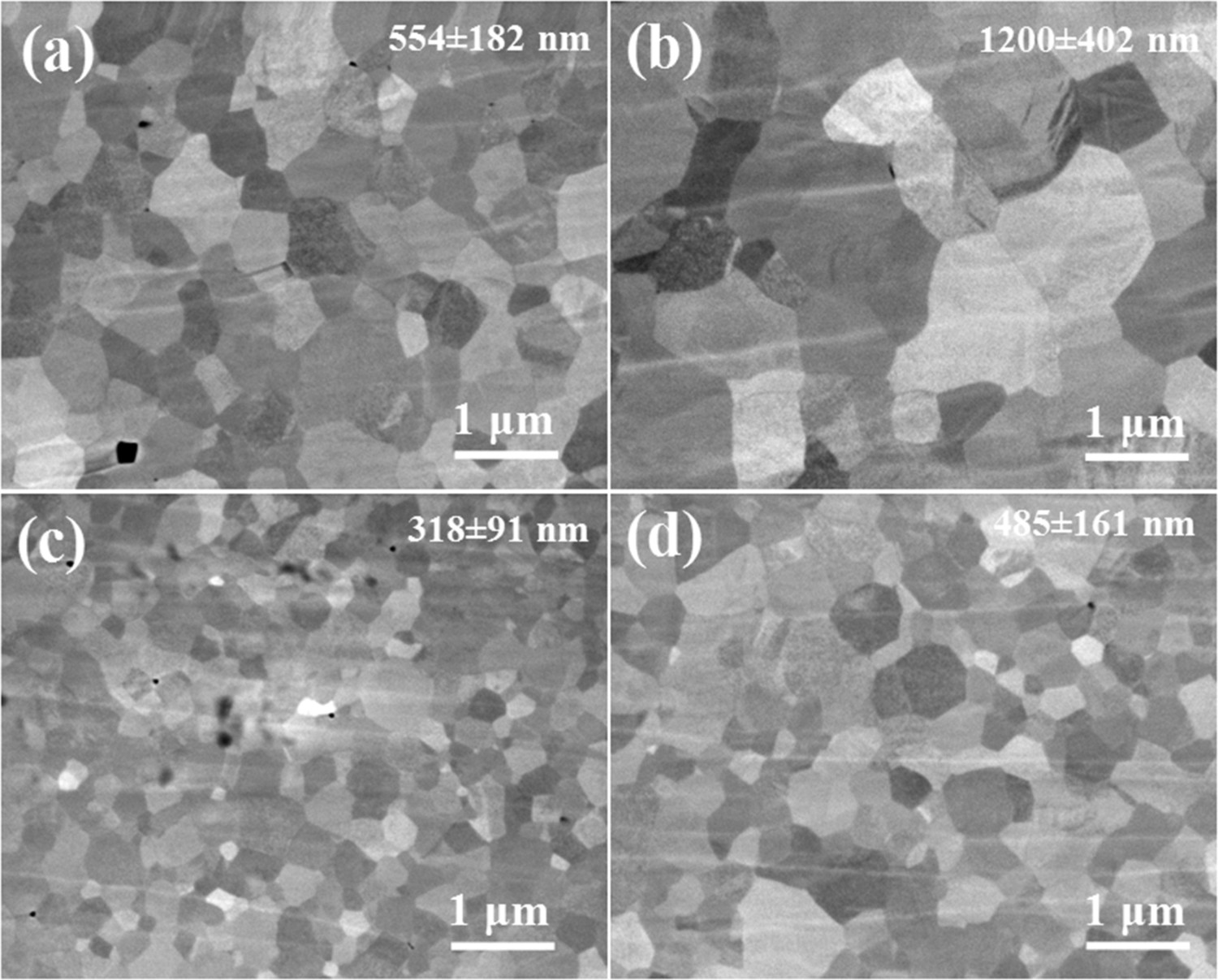
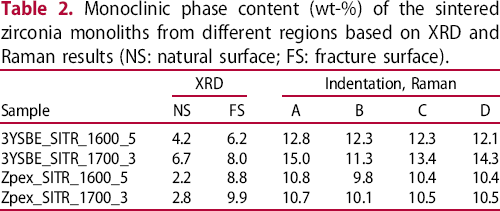
The mechanical properties in terms of biaxial bending strength, Vickers hardness (HV10) and indentation toughness were determined, see the results presented in Table 1. Regarding the strength, the two 3YSB-E samples have significantly higher strength (1244 ± 139 and 1232 ± 47 MPa) than Zpex (1010 ± 91 and 999 ± 66 MPa). Within each group, there is no big difference in strength between the samples sintered at 1600 and 1700°C. In comparison, the bending strength values of the conventionally sintered zirconia are ∼27 and ∼33% larger, being 1577 ± 102 and 1346 ± 87 MPa, respectively (see Table 1). Their fracture surfaces shown in Figure 4 illustrate a transgranular fracture mode for 3YSB-E samples while an intergranular mode for Zpex ones. The degree of t→m phase transformations during fracture were evaluated from XRD patterns at the fracture surfaces and the results are listed in Table 2. The presence of <10% monoclinic zirconia suggests that only a limited transformation toughening took place.
SEM images for the fracture surfaces of the sintered samples: (a) 3YSBE_SITR_1600_5, (b) 3YSBE_SITR_1700_3, (c) Zpex_SITR _1600_5 and (d) Zpex_SITR_1700_3. Monoclinic phase content (wt-%) of the sintered zirconia monoliths from different regions based on XRD and Raman results (NS: natural surface; FS: fracture surface).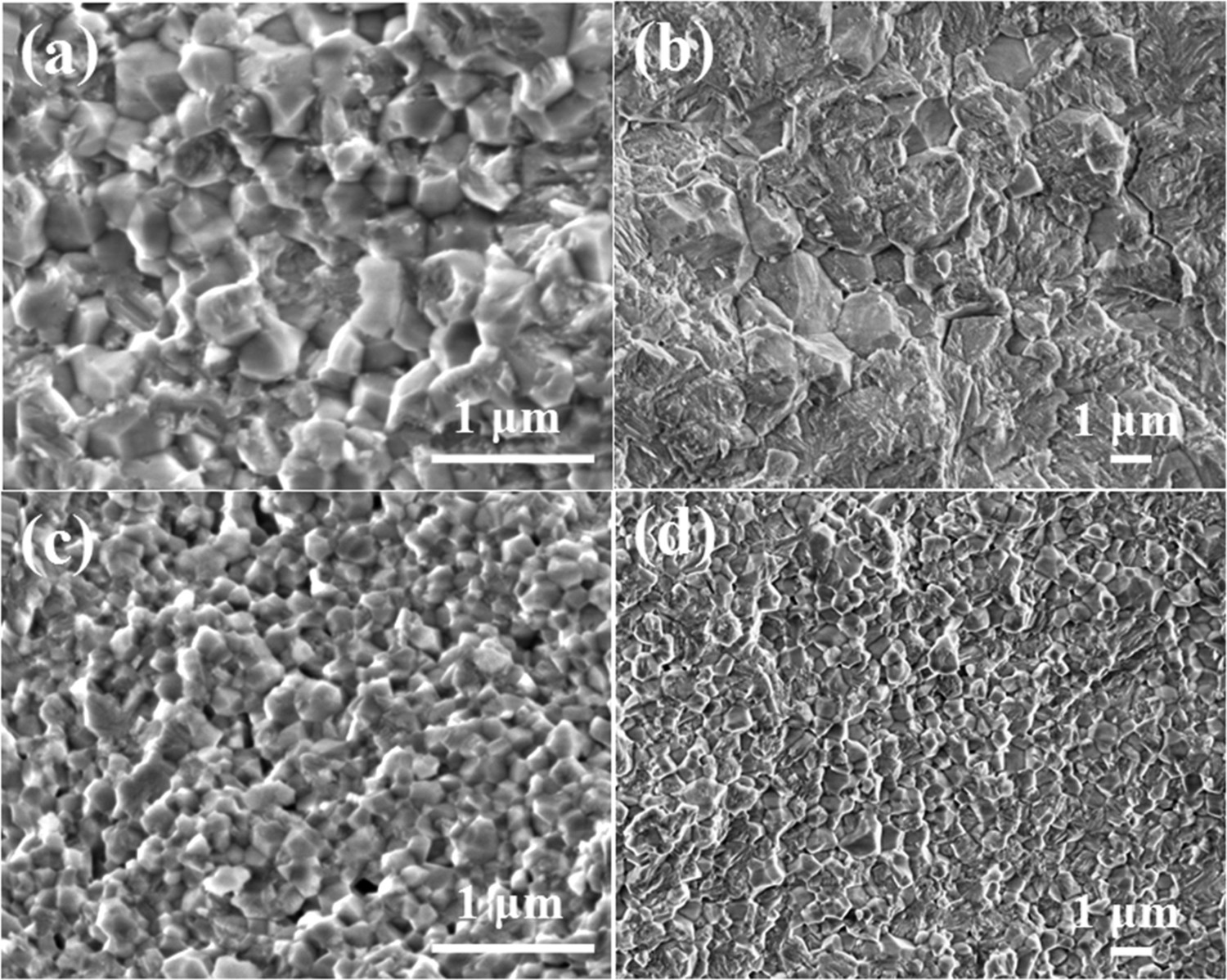
Regarding the hardness and indentation toughness, sample 3YSBE_SITR_1600_5 is slightly harder (13.3 ± 0.3 GPa) than the other three (12.7 ± 0.3, 12.5 ± 0.3 and 12.5 ± 0.2 GPa). However, their indentation toughness values are similar (5.5 ± 0.1, 5.5 ± 0.1, 5.3 ± 0.2 and 5.4 ± 0.1 MPa m1/2). Besides, the Vickers hardness (13.2 ± 0.2 and 13.0 ± 0.2 GPa) and indentation toughness (5.0 ± 0.1 and 5.3 ± 0.1 MPa m1/2) of the two conventionally sintered samples are similar to the SITR ones. A Raman spectrum recording was employed to investigate more details about the phase change during the indentation test, see the results depicted in Figure 5. Different areas of the indent mark were investigated, i.e. inside the indent (black curves), at the end of the crack (red curves), at the beginning of the crack (blue curves) and outside the indent (cyan curves). They were labeled as A, B, C and D, respectively (see the inset). The Raman bands located at 143, 255 and 323 cm−1 are assigned to the Raman-active modes for the t-phase of ZrO2, while the doublets at 175 and 185 cm−1 belong to m-ZrO2 [7,25,27,28]. It reveals a mixture of t-/m-phases in all the A–D areas found for all the sintered samples.
Raman spectra of different indentation areas for the sintered samples: (a) 3YSBE_SITR_1600_5, (b) 3YSBE_SITR_1700_3, (c) Zpex_SITR_1600_5 and (d) Zpex_SITR_1700_3. The pseudo-color inset of the indentation in the middle indicates different areas for collecting Raman signals: A: inside the indent (black curves); B: at the end of the crack (red curves); C: at the beginning of the crack (blue curves); and D: outside the indent (cyan curves).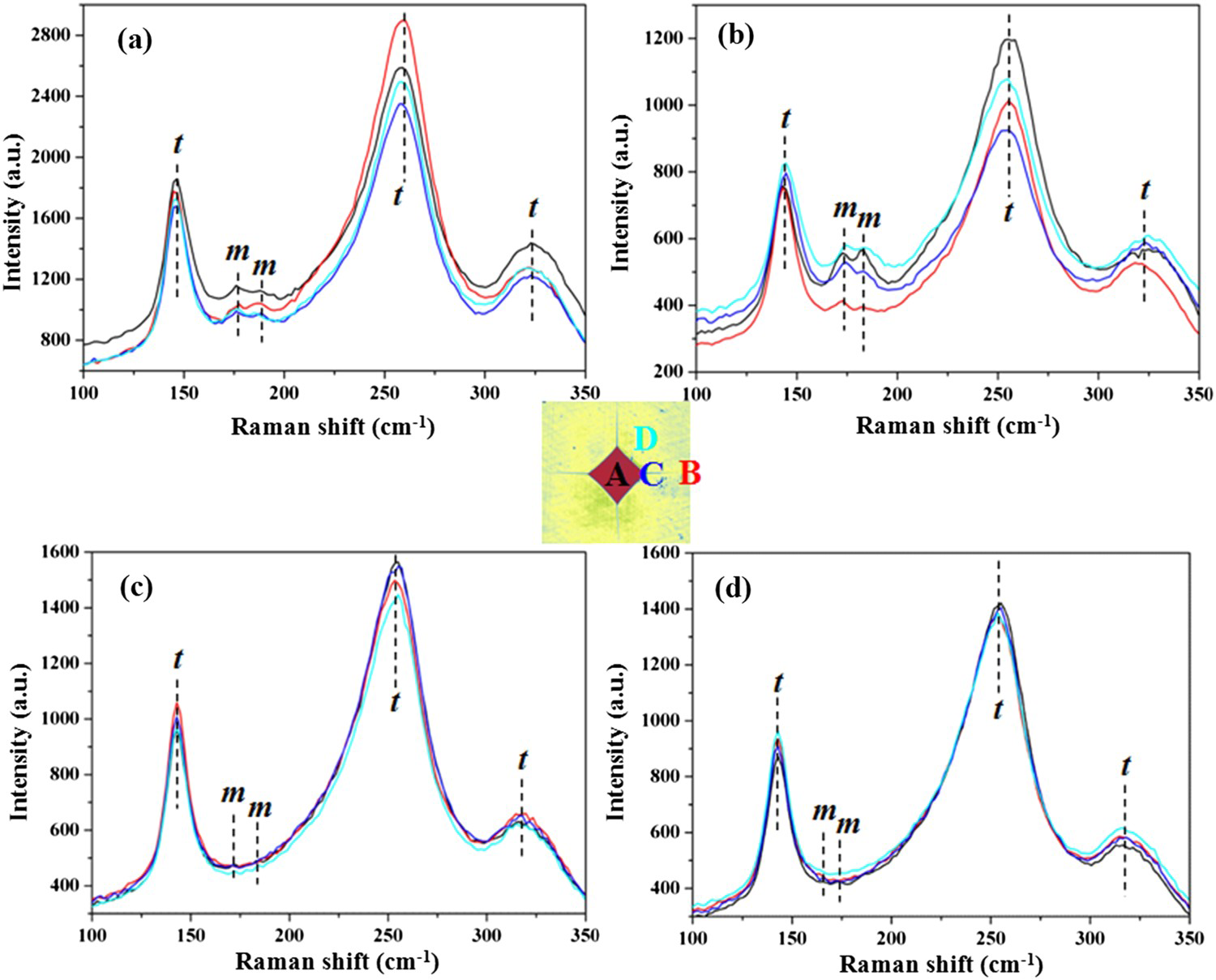
Calculated m-phase contents are illustrated in Table 2. Generally, phase transformation is more evident in the 3YSB-E samples as they have a higher m-phase content (11–15%) than that of Zpex samples (around 10%) in all studied areas. However, the fact that the m-phase content in the D area is similar to that in all the other three areas (A–C) indicates that the crack strain did not induce a significantly different phase transformation. This can be also proved by the similarity of the indentation toughness values obtained (∼5 MPa m1/2). This toughness level found in TZP is normally due to an over-stabilization of the t-phase [29], so that insufficient t→m transformation and toughening occurs by a crack front.
Conclusion
In summary, the conclusions of this study are:
Rapid sintering of 3YSB-E and Zpex ceramics by SITR at 1600–1700°C for 3–5 min resulted in crack-free and fully dense ceramic bodies. The grain sizes can be tailored within 300–1200 nm; especially sample Zpex_SITR_1600_5 possessed finer grains than the conventionally sintered zirconia (1450°C for 120 min). The two sintered 3YSB-E samples had larger bending strength values and coarser grains than the two Zpex ones. Sufficient t→m transformation did not take place in any case, as revealed by quantitative XRD analysis. Their measured Vickers hardness and indentation toughness values are comparable with the properties of conventionally sintered zirconia. Raman study of the areas around the indentation mark and the generated cracks revealed that insufficient t→m transformation took place to affect the toughness. This is probably due to an over-stabilization of the t-phase using 3 mol.-% yttria. The homogenious and efficient heating makes SITR promising for fast manufacturing dense zirconia bioceramics with a high strength and reliability. Zirconia bulks with tailored microstructure and good performance can be achieved and are fully comparable to those conventionally sintered ones.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the authors.