
Abstract
Deicing agents in winter maintenance are critical in providing safe roads at all times. Sodium chloride (SC) is the most common, efficient and favourable agent but has a drawback of high corrosiveness, thus substantially shortening the service life of metal-based transport infrastructures. This work focuses on corrosion and addresses approaches for the following corrosion test methods that quantify the mass loss of metals for different deicing agents: standardised neutral salt spray test (ISO 9227), salt solution immersion test (ASTM G31-72) and alternate immersion test (ISO 11130). A wide range of different deicing agents with and without corrosion inhibitors are tested on unalloyed steel, and an analytical and visual comparison is made. Results reveal a substantially reduced corrosion effect at reasonable costs by selecting the appropriate deicing agent with or without corrosion inhibitors. For the final selection of deicers, deicing performance and cost-effectiveness are compared.
Keywords
Introduction
The main goal of winter maintenance is to guarantee the full accessibility and safety of transport infrastructure during winter periods by providing an adequate level of skid resistance. This goal is achieved mainly by snow plowing and spreading of gritting materials or deicing agents in case of hoarfrost, snowfall events, or freezing rain. With gritting as the main method for low-volume roads and pedestrian walkways with limited lasting effects, the usage of deicing agents is the current standard in most areas of transport infrastructure [1]. According to the criteria of availability, costs and deicing performance, sodium chloride (nontechnical abbreviation is SC, for other abbr. see Table 9) is by far the most cost-effective deicer and is the most used deicing agent in developed countries with regular winter maintenance [2]. However, corrosion is one of the main factors in the reduced service life of transport infrastructure consisting of metals (mostly painted steel and weathering steel) and reinforced concrete [3–6]. Since deicing agents, such as SC, are highly corrosive, a significant reduction in corrosivity would lead to significant savings in investments and energy.
To find alternative deicing agents, a holistic evaluation is required [7]. However, this work focuses on cost effectiveness and corrosion by comparing the deicing performance and mass loss due to corrosion of different deicing agents. In addition to SC and other common acetate-, carbonate-, chloride- and formate-based deicing agents, sugars are tested as inhibitory substances to SC mainly because of their nonhazardous characteristics. The first part of this paper compares the repeatability of three corrosion test methods that are based on, but do not strictly follow, the corresponding standard: (i) standardised neutral salt spray test (ISO 9227) [8], (ii) salt solution immersion test (ASTM G31-72) [9] and (iii) alternate immersion test (ISO 11130) [10]. In the second part, optical results and mass loss due to corrosion on unalloyed steel are investigated for all known principal deicers and selected inhibitors. Finally, the paper concludes with a comparison of corrosivity and cost effectiveness among all tested substances. Effectiveness is determined by deicing performance, which was evaluated using a newly developed method introduced in a separate paper (see section 5) [11].
Quantitative assessment of corrosivity is crucial to judge the influence of different deicing agents on corrosion and resulting service life. In general, corrosion in atmospheric environment is controlled by the diffusion rate of oxygen through each barrier present on the reactive steel surface. Thus, corrosion strongly depends on oxygen exposure and temperature. The latter dependence is non-linear since on one hand corrosion multiplies with increasing temperature due to the overcome of the Arrhenius activation barrier, but on the other hand, corrosion also increases with decreasing temperature due to the greater dissolved oxygen content in the aqueous phase at low temperatures (14 mg O2 per L H2O at 0°C, 7 mg/L at 35°C) [12 20]. Interestingly, oxygen is essential for depassivation but corrosion progression can also proceed without further oxygen supply [21]. For SC solutions between 2 and 6 wt-% concentrations and exposure time of 10-16 days, it was found that oxygen solubility is higher in lowly concentrated SC solutions than in highly concentrated ones [13]. Another important parameter is conductivity of the environment resulting from the mobile ions: Higher conductance implies higher corrosion rates. Carbon steel is passive at pH higher than approximately 10 but will start to corrode where the chloride-to-hydroxide ration exceeds certain values and when the concrete is carbonated so that the pH is lower than approximately 9 [14,21].
Some studies have already assessed different corrosion tests with SC. For the full immersion test (FI) a mass loss of 0.6 wt-% due to corrosion was achieved after a total exposure time of 127 days [22], revealing the unsatisfactory performance of this method due to the lack of oxygen [22,23]. A 72-hour alternate immersion test (AI) showed high corrosion rates with 5 wt-% mass loss [19] with SC solutions between 3 and 5 wt-%. At the same time, these high corrosion rates mean that the results cannot be directly applied to real-life applications [24].
Repeatable results in corrosion testing are of particular importance to provide a stable testing environment. For the reliable assessment of different deicers and the effects of inhibitors, significant corrosion effects are necessary to avoid high data scatter related to measurement and handling inaccuracies. Thus, the three corrosion test methods are analysed by comparing the corrosion rates of 5 wt-% SC solutions on unalloyed steel (according to EN 10025 S235JR) [25] specimens (150 × 100 × 1 mm, 235 ± 2.4 g).
Corrosion methods and identification
In the next sections, the following three test methods that quantify the mass loss due to corrosion on unalloyed steel for different solutions are introduced and compared: (i) standardised neutral salt spray test (ISO 9227) [8], (ii) salt solution immersion test (ASTM G31-72) [9] and (iii) alternate immersion test (ISO 11130) [10].
Neutral salt spray tests – NSS*
The ISO 9227 standard (corrosion test in artificial atmospheres – salt spray tests) [8] specifies three procedures to assess corrosion resistance. Among them, the standardised neutral salt spray (NSS), in which metal specimens (150 × 70 × 1 mm) are wetted by continuous misting (indirect spraying) 5 wt-% SC solution at a temperature of 35 ± 2°C between 2 and 1008 h.
For simplification, the reproduced test method (Figure 1) is altered as stated in Table 1 with the main modifications being non-continuous spraying to achieve higher oxygen exposure and direct spraying of the specimens to increase surface wetting. The modified test method is referred to as NSS*, where the asterisk (*) indicates that it is based on but does not strictly comply to the standardised NSS method in ISO 9227.
Testing device for neutral spray test (NSS*). Modification of the test method used to ISO 9227.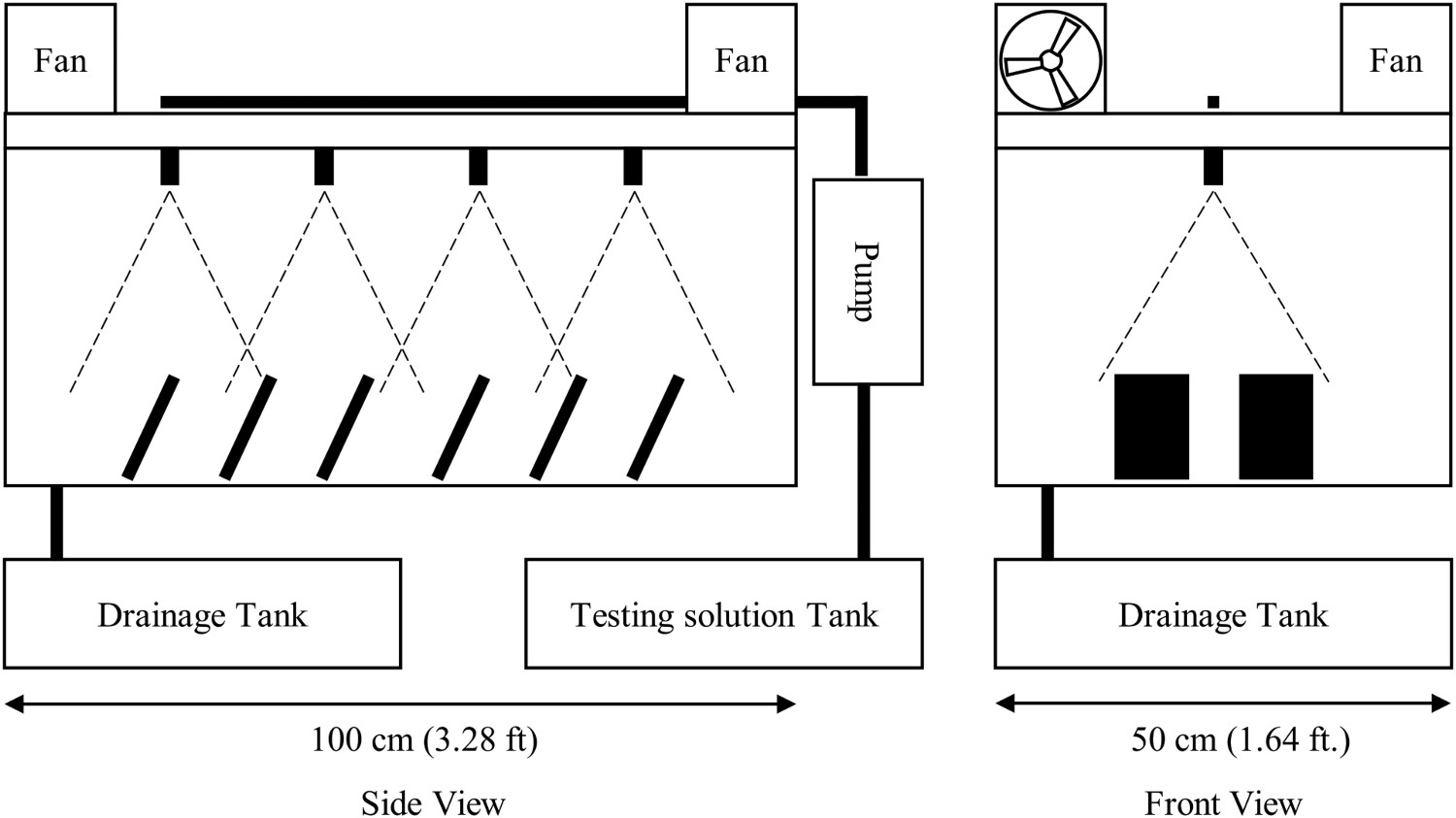
Salt solution full immersion tests – FI
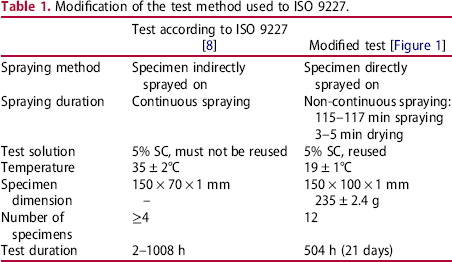
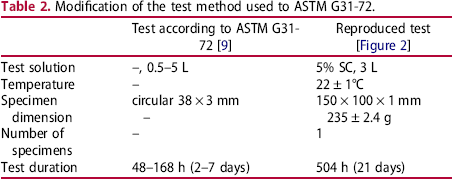
In accordance with ASTM G31-72 standard (laboratory immersion corrosion testing of metals) [9], specimens are immersed into a test solution for 48-168 h. Owing to the simplicity of the test method (see scheme in Figure 2), almost no alterations are made for the test as seen in Table 2.
Testing device for full immersion (FI) test. Modification of the test method used to ASTM G31-72.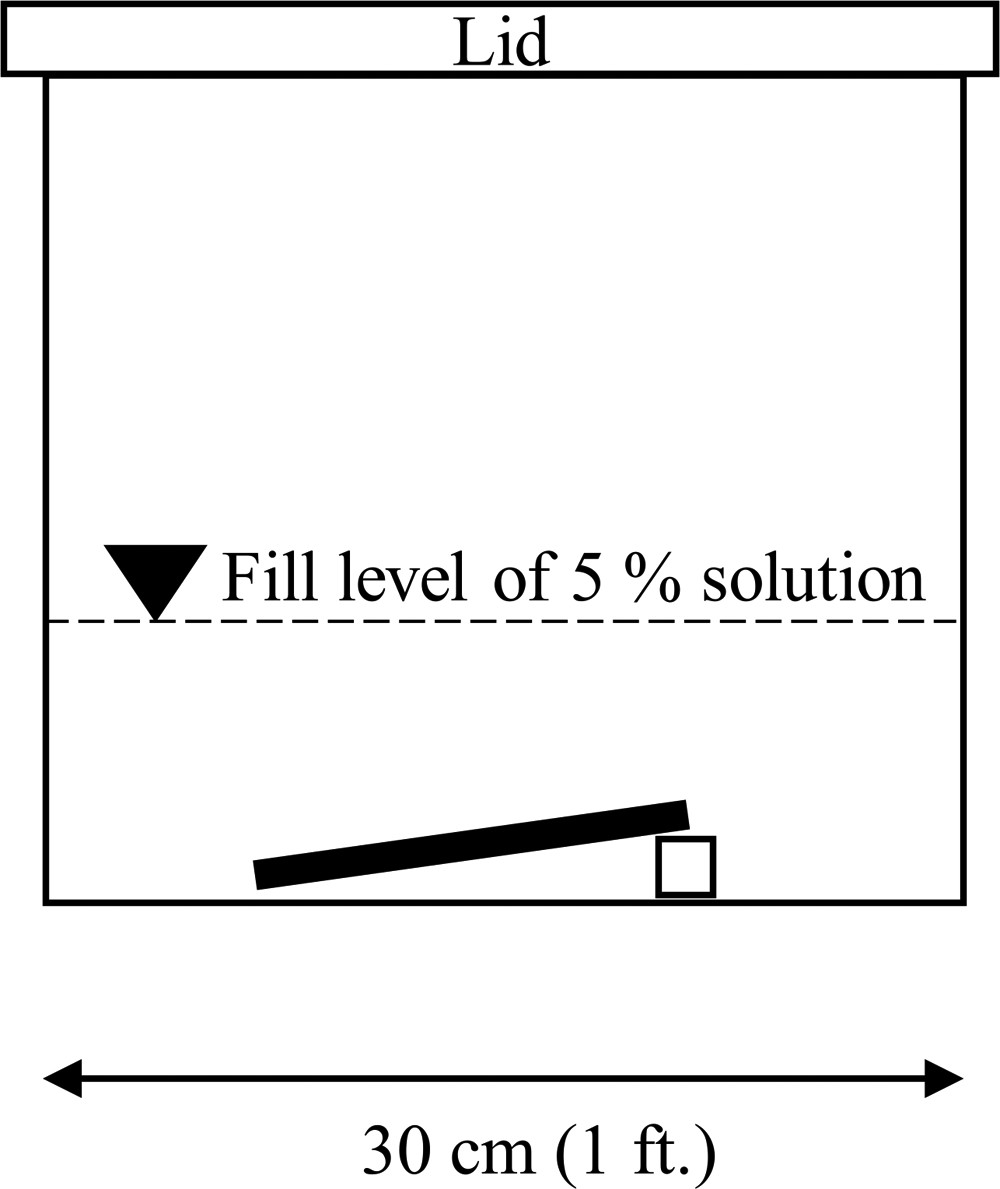
Alternate salt solution immersion tests – AI
The ISO 11130 standard (corrosion of metals and alloys – alternate immersion test in a salt solution) [10] specifies another procedure to assess corrosion resistance. In this method, specimens are repeatedly immersed in a testing solution and dried for specific periods. For standard testing, 3.38 wt-% SC solution is filled into a specimen cabinet. The specimens should be completely immersed at least 10 mm below the solution's surface. The concentration is retained by adding deionised water to counteract evaporation. Every 168 h, the solution is entirely replaced. The specimens are immersed for 10 min and dried for 50 min, altogether being exposed from 20 to 90 days. After thoroughly cleaning and drying, the mass loss is determined at the end of the test. For overall cleaning and handling of specimens, it is referred to ISO 8407 [26]. Differences in the reproduced test method used in this paper compared to ISO 11130 are shown in Table 3 and include testing at different temperatures: Room temperature (RT) and elevated temperature in a climate chamber (CC) and temperature-controlled container (CT). A scheme of the apparatus is provided in Figure 3.
Testing device for alternate immersion (AI) test. Modification of the test method used to ISO 11130.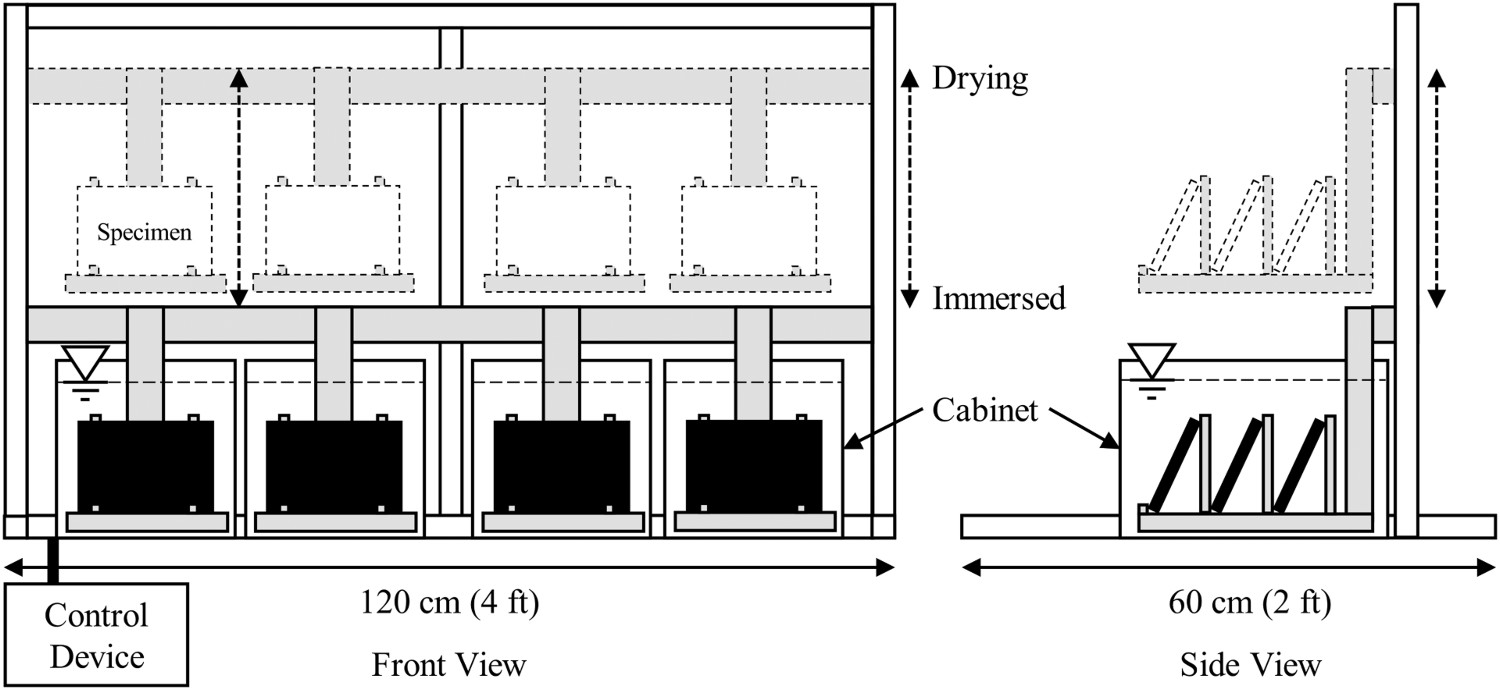
Procedure for the determination of corrosion mass loss
The correct determination of mass loss due to corrosion is crucial for comparing different test methods, especially when low rates of corrosion are produced. Therefore, the ISO 8407 standard (corrosion of metals and alloys – removal of corrosion products) [26] is followed. Light mechanical treatment by brushing is recommended. For further cleaning, chemical, electrolytic and vigorous mechanical treatments are applied until mass consistency is achieved. The use of 20 wt-% diammonium hydrogen citrate solution in an ultrasonic bath has shown the best repeatability for cleaning the samples of corrosion products. Mechanical procedures, such as scaping, scrubbing, brushing and grit blasting, have low costs but may lead to biased results because the removal of corrosion products may not be performed uniformly.
In this work, the suggested combination of (light) mechanical and chemical cleaning with the help of an ultrasonic bath is used. After the end of each test period, all specimens are cleaned with tap water, and adherent corrosion products are removed by gently dabbing with a paper towel. Up to 9 specimens are thoroughly cleaned in an ultrasonic bath (see Figure 4) with a 20 wt-% diammonium hydrogen citrate solution at 50°C for 30 min and then dabbed dry with a paper towel and weighed. This step is repeated (time in the ultrasonic bath is reduced to 10 min after an initial run with 30 min) until mass consistency is achieved. Relative mass loss is calculated by dividing the total mass loss by the initial mass of the specimen (150 × 100 × 1 mm, 235 ± 2.4 g) before the test using Equation (1). On the basis of the results of this procedure, a high level of repeatability is achieved compared with that in the other methods.
Ultrasonic bath with 20 wt-% diammonium hydrogen citrate.
Test schedule for the comparison of corrosion methods
As stated in ISO 11130 [10], corrosion is influenced by many factors and can vary significantly under different conditions. Consequently, the AI, FI and NSS* tests are not directly applicable to real-life situations. Tests conducted under real-life conditions (e.g. temperatures below freezing, long immersion and drying periods) would lead to a substantial increase in test duration, rendering any test programme inefficient and expensive.
Testing conditions for 5 wt-% SC solution of all corrosion methods.

For the AI test, two different ambient temperatures, namely, room temperature (AI@RT) and elevated temperature 34 ± 1°C, are investigated in a climate chamber (AI@CC). A large number of specimens are simultaneously tested in a 10-feet temperature-controlled container (AI@CT). For these tests, the immersion cycle is 1 h, with 10 min of fully immersing the specimens in 5 wt-% SC solution and 50 min of drying.
For the FI test, the specimens are immersed for 21 days at room temperature (FI@RT). The ambient temperature is slightly higher (22 ± 1°C) than that in other tests at room temperature (19 ± 1°C) because the system allows only minimal air exchange with the surrounding environment.
For the NSS* test, three cabinets are built in which the specimens are exposed to a 2-hour cycle consisting of 3 min of spraying 5 wt-% SC solution, followed by 117 min of drying at room temperature (NSS*@RT). This cycle is chosen to maintain a throughput of 30 L of solution daily. An overview of the methods stated in Table 4 can be found in Figure 5.
Pictures of test methods and surroundings (left: elevated temp./right: room temp.).
Analytical comparison of corrosion test methods and applicability
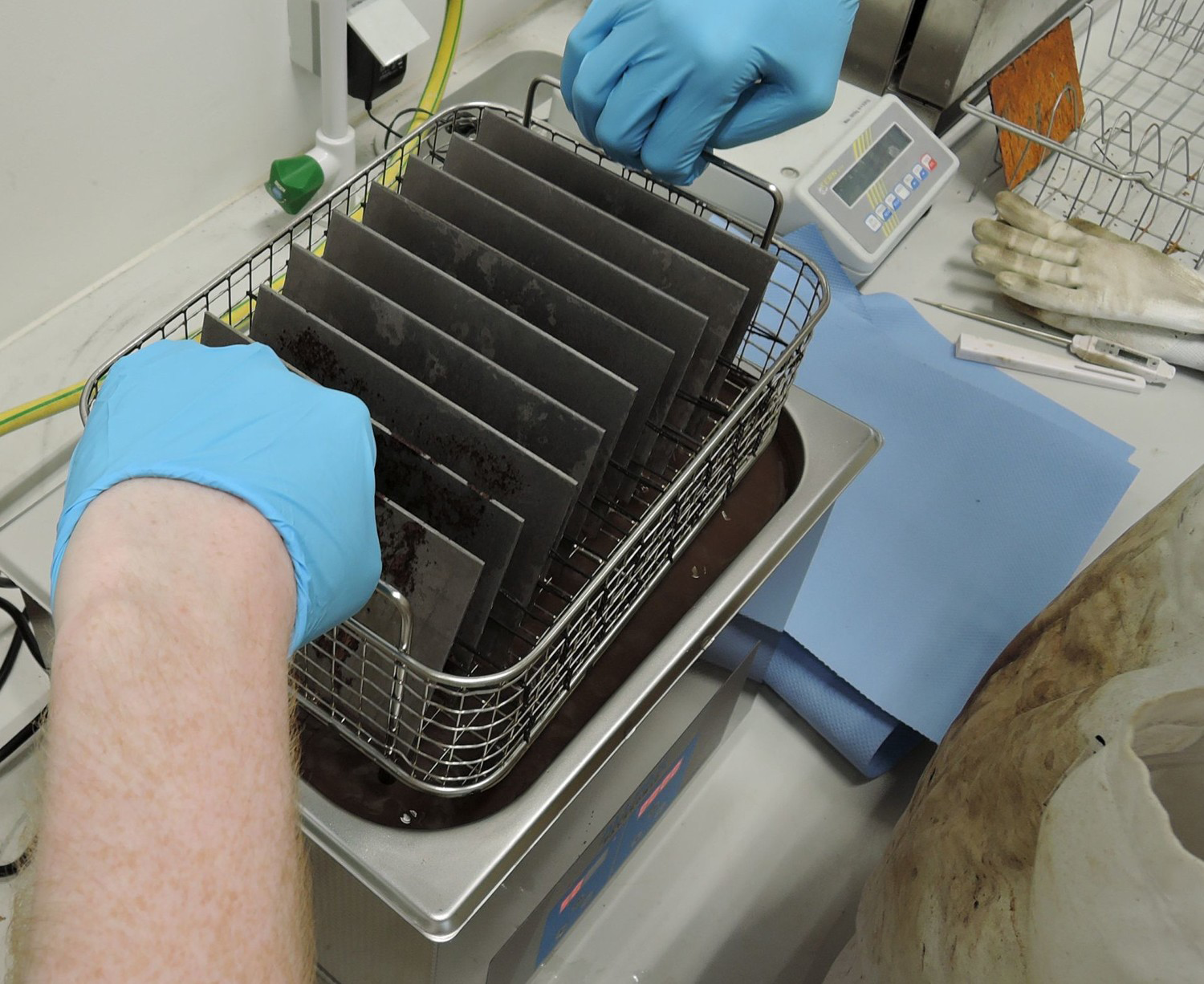
A comparison of the results from different methods as boxplots with marked outliers outside of the maximum whisker length of 1.5-times the interquartile range (IQR) can be found in Figure 6. The FI test method exhibits minimal effect on corrosion presumably due to low aeration [12 14,21,22]. The total mass loss is 0.2 wt-% (0.5 g) after 21 days; handling errors and cleaning procedure might have significantly biased the results. All other test methods produce a higher level of mass loss at room temperature but low corrosion effects to avoid the significant impacts of handling and cleaning errors. The NSS* test method showed problems with clogged spraying nozzles, possibly caused by reusing the solution and precipitation of salt inside the nozzles caused by not sufficiently humifying incoming air (both alterations to the standard NSS test according to ISO 9227). In addition to these problems, the NSS* test spreads aerosols containing SC, which might cause corrosion of the surrounding materials. Consequently, testing at high temperatures in a climate chamber or temperature-controlled container is not a feasible option due to the expected damages. Thus, the AI test remained as the only feasible method for testing inside the climate chamber.
Results of all test methods with 5 wt-% SC solution.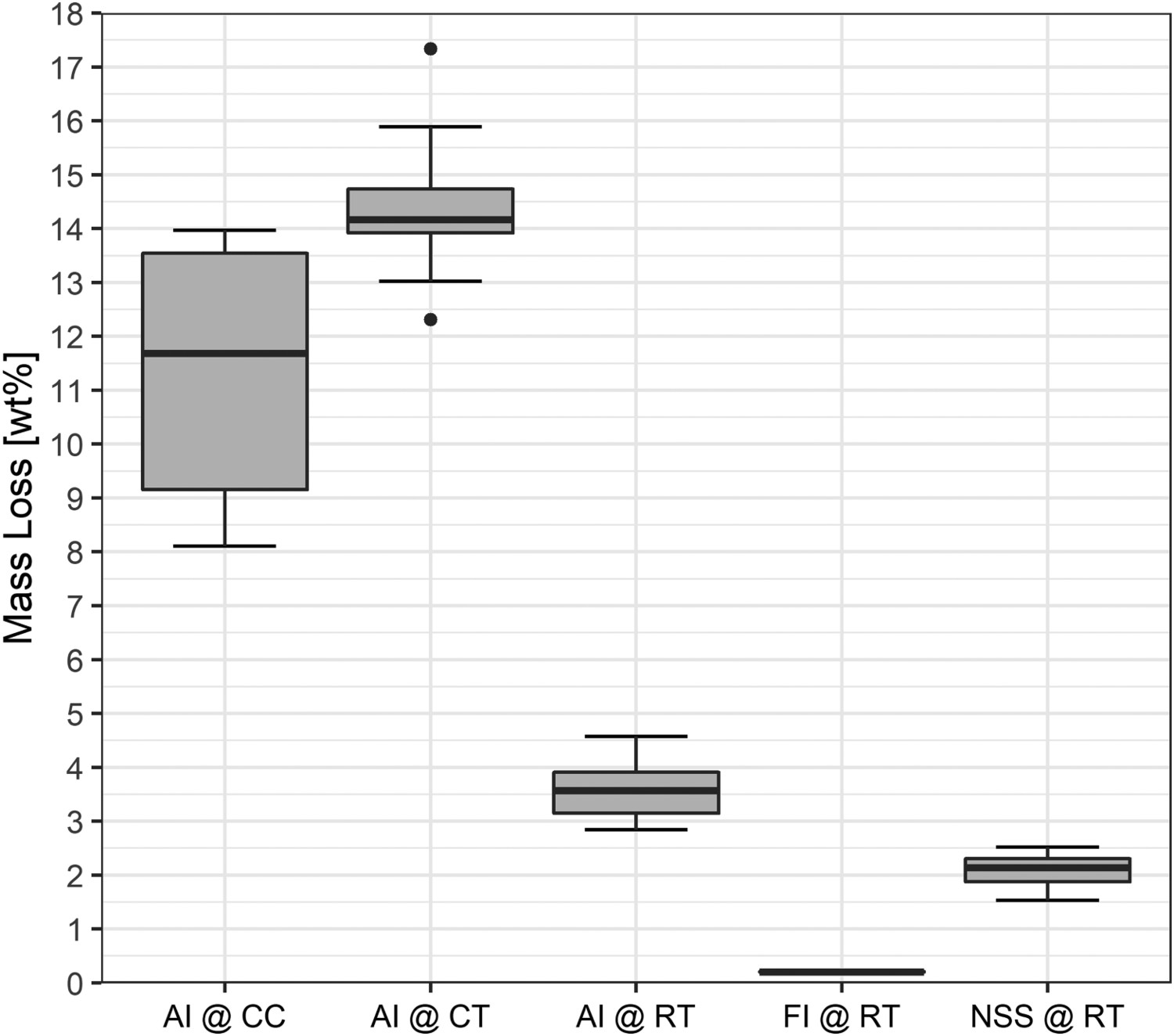
Tests inside the climate chamber reveal significant variance (interquartile range IQR of 4.7 wt-% at a median of 11.7 wt-% or 27.4 g mass loss) probably induced by the irregular strong air flow generated by the air conditioning unit to maintain the temperature level. The size of the climate chamber accommodates just one testing device (containing 12 specimens), limiting the number of tests in a given time.
Therefore, a 10-feet temperature-controlled container is used to hold three devices, allowing for the simultaneous testing of 36 specimens (test setup shown in Figure 8). The results for 23 specimens (obtained at three different series of 21 days) show smaller variance compared to those in the climate chamber (IQR of 0.8 wt-% at a median of 14.2 wt-% or 33.2 g mass loss).
Optical comparison of corrosion tests
A visual comparison of the specimens before testing (5 wt-% SC solution on unalloyed steel), after 21 days testing, and after cleaning for all test methods can be seen in Figure 7. Similar to the results in Figure 6, differences among the high corrosion effects of the AI test at high temperature, the medium effects of the AI test at room temperature and the low effects of all other test methods can be observed. The high corrosion effects for AI test in the container compared with that in the climate chamber can be explained by the high relative humidity inside the container and the irregular strong airflow inside the climate chamber.
Optical comparison of the specimens before and after testing with 5 wt-% SC solution.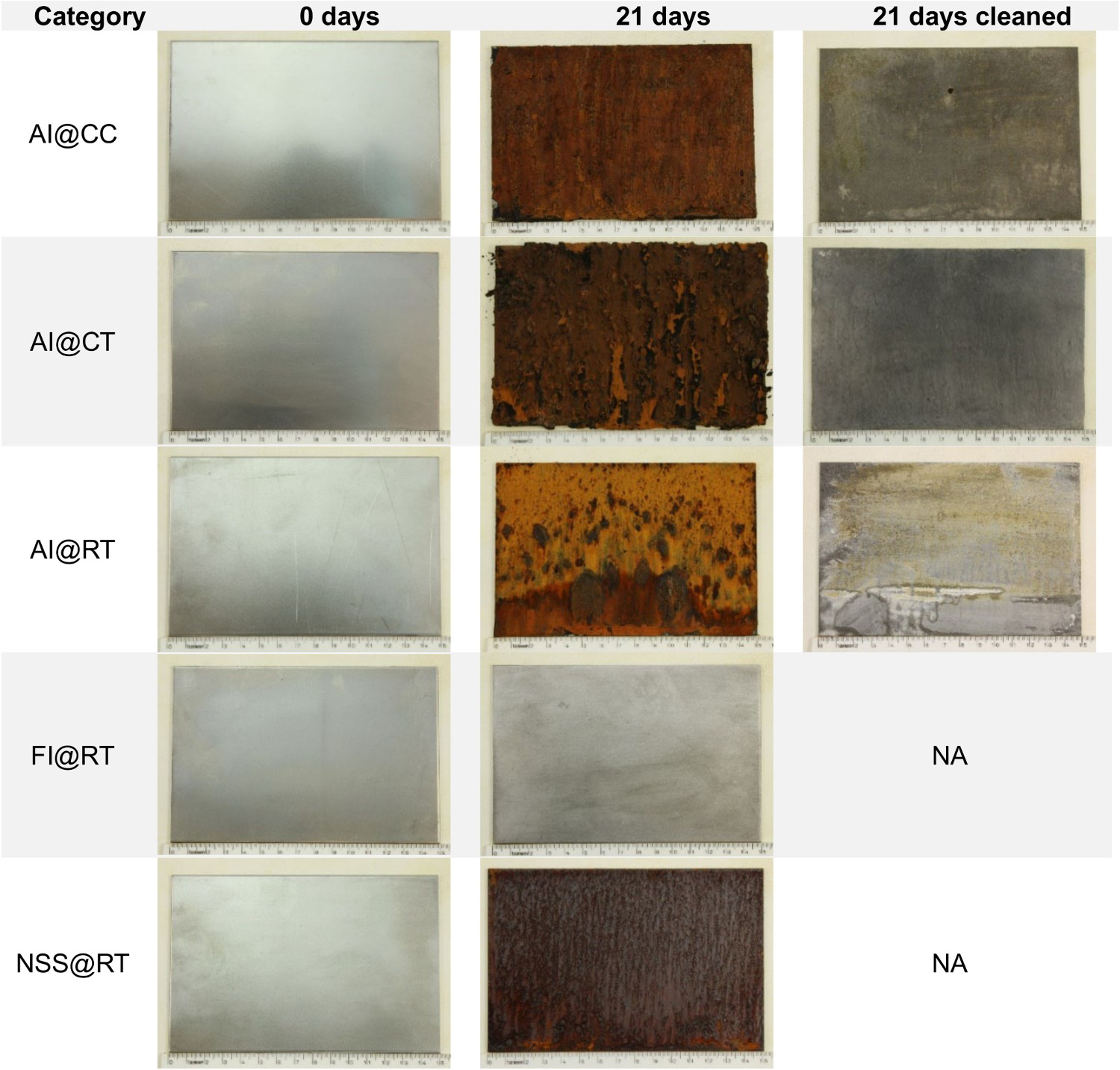
Corrosion of deicing agents and inhibitors
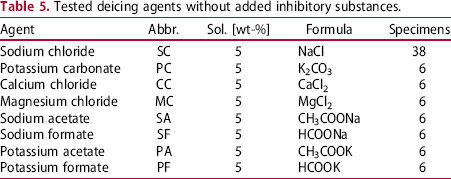
Given that the AI test inside the temperature-controlled container (AI@CT) shows the highest corrosion products and good repeatability, this setup is used to classify the corrosion effects of other deicing agents (as anhydrate) on unalloyed steel (EN 10025 S235JR) [25]. Figure 8 shows the test setup inside the container. Table 5 shows the testing schedule for the deicing agents in a 5 wt-% solution and introduces nontechnical abbreviations (e.g. PA = Potassium acetate = CH3COOK) for improved readability, especially in figures.
Test setup inside the temperature-controlled container (AI@CT). Tested deicing agents without added inhibitory substances.
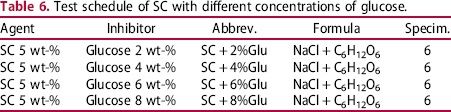
Test schedule of SC with different concentrations of glucose.
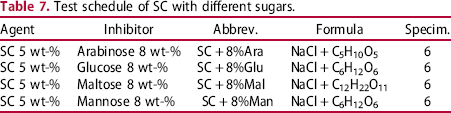
Test schedule of SC with different sugars.
Analytical comparison
After 21 days of exposure to the AI test inside the temperature-controlled container (AI@CT) and cleaning until mass consistency is achieved, the resulting relative mass loss is displayed as boxplots in Figure 9. SC has the highest mass loss due to corrosion on unalloyed steel of around 14.2 wt-% (33.2 g). The mass loss of other deicing agents ranges from 3 wt-% (7.0 g) to 6 wt-% (14.1 g), except potassium formate (PF) (10.2 wt-% or 24.0 g) and potassium carbonate (PC) (0.9 wt-% or 2.1 g). PC provides better protection compared to water (H2O: with 2.1 wt-% or 4.9 g), as it forms an alkaline solution leading to a passivation of the steel surface and consequently to reduced corrosion.
Results of all tested main deicing agents.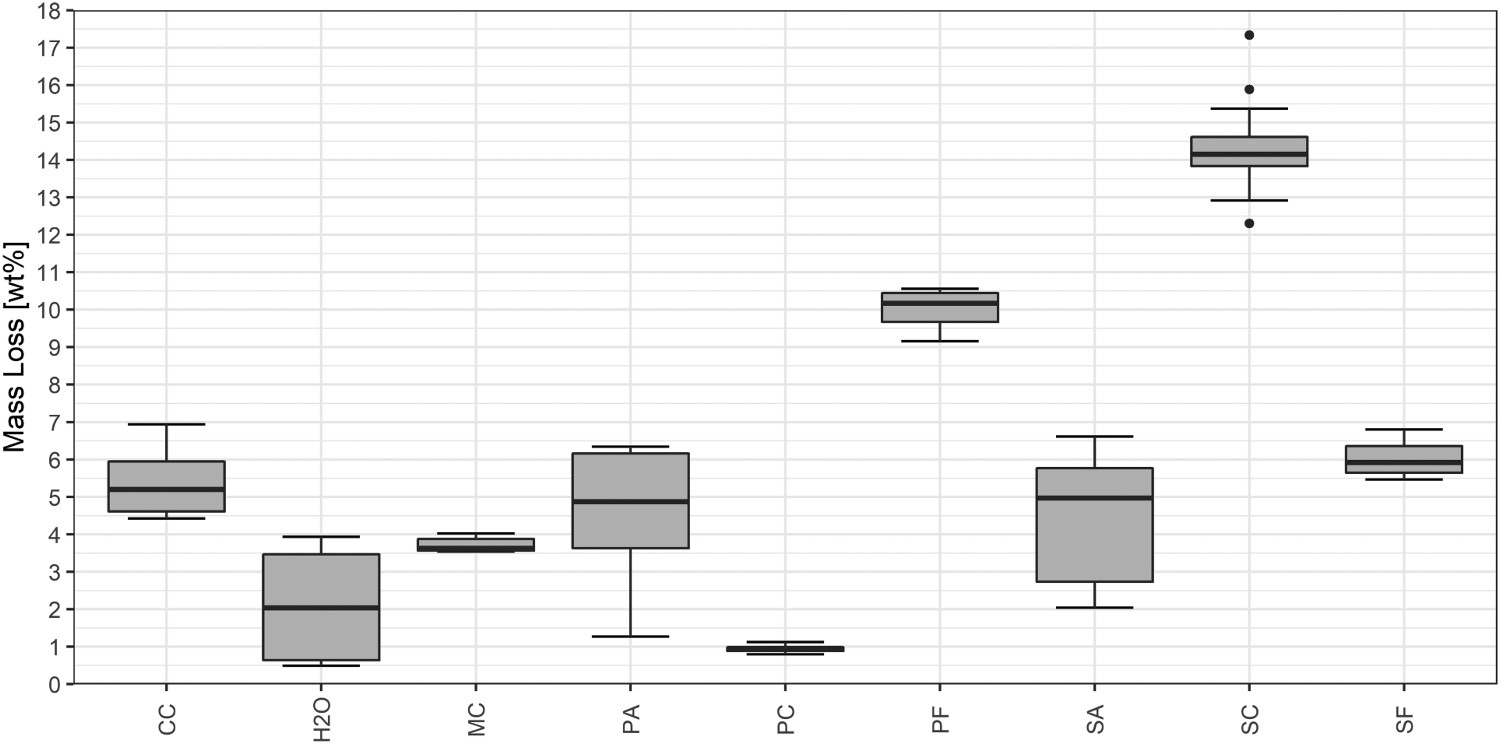
The left part of Figure 10 shows the results of the testing schedule according to Table 6. As expected, an increase in the amount of glucose added to SC leads to a decrease in corrosion. This positive effect starts to flatten with an 8 wt-% dosage, indicating an optimal dosage from an economic point of view. Therefore, 8 wt-% dosage is chosen as a reference to test other sugars as stated in Table 7. The right part of Figure 10 shows that arabinose and glucose reduce the corrosion products by around 50%, and mannose performs better with 60% reduction compared with SC. By contrast, maltose only allows for a 30% reduction in corrosion.
Results of different dosages of glucose (left) and of different sugars (right).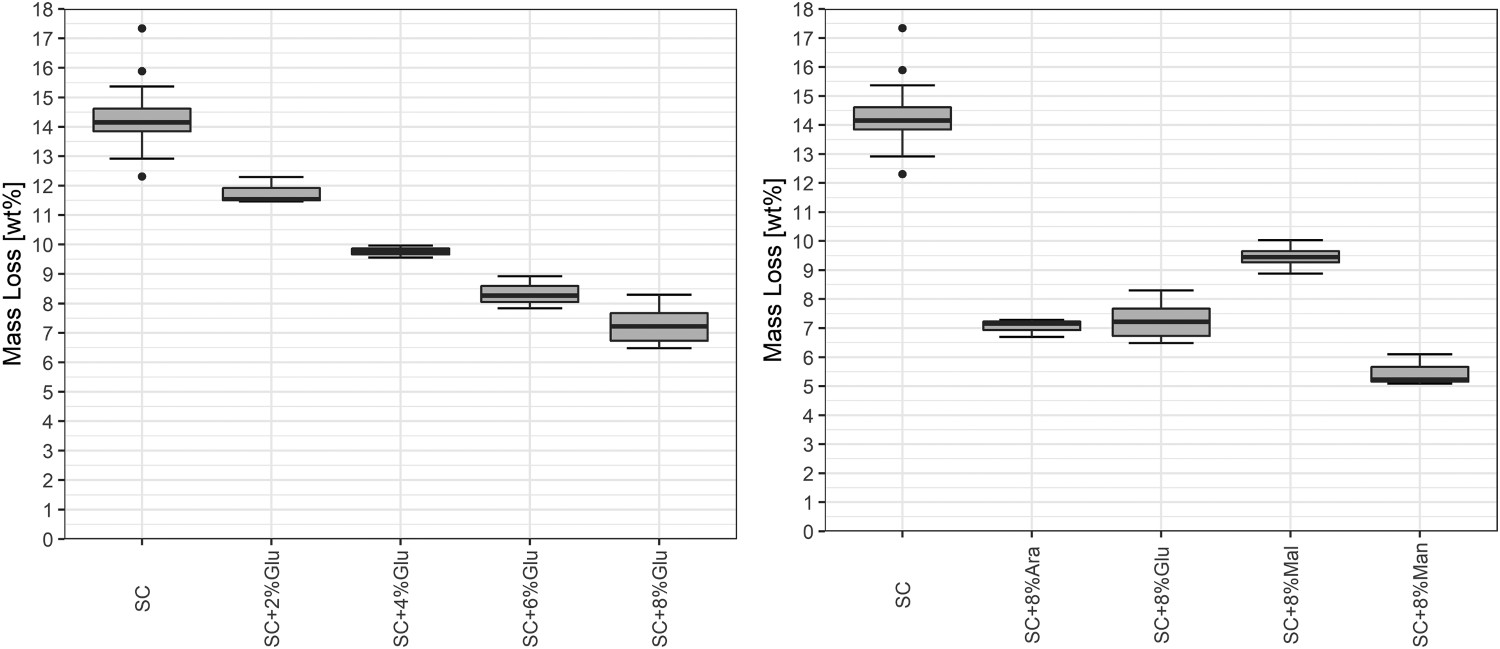
Optical comparison
In addition to the analytical comparison, Figure 11 shows the specimens before and after testing in a 5 wt-% solution. SC has the most corrosive effect on the unalloyed steel, and PC has the least. All other deicing agents are somewhere in between. A difference in corrosion pattern is observed between magnesium chloride (MC) and potassium acetate (PA).
Optical comparison of the specimen before and after testing (deicing agents).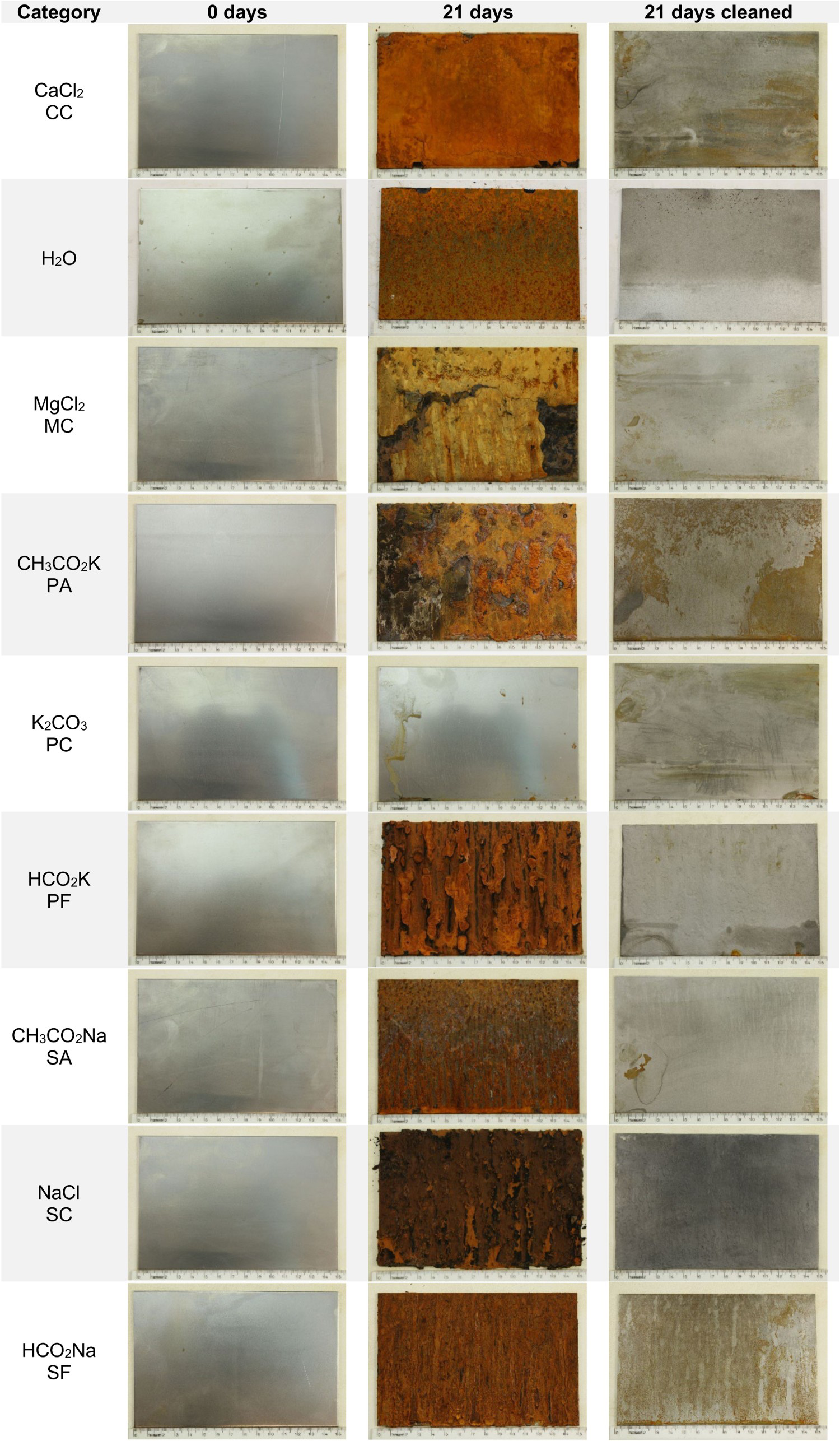
The set of tests comparing the corrosion of SC (as a 5 wt-% solution) with an inhibitor added (percentage related to the amount of SC) in Table 6 are shown in Figure 12. Glucose is tested at 2, 4, 6 and 8 wt-% to identify the increase in inhibitory effect with the amount of the substance added. This effect can be seen but at high amounts, only minimal difference can be spotted.
Optical comparison of the specimen before and after testing (glucose).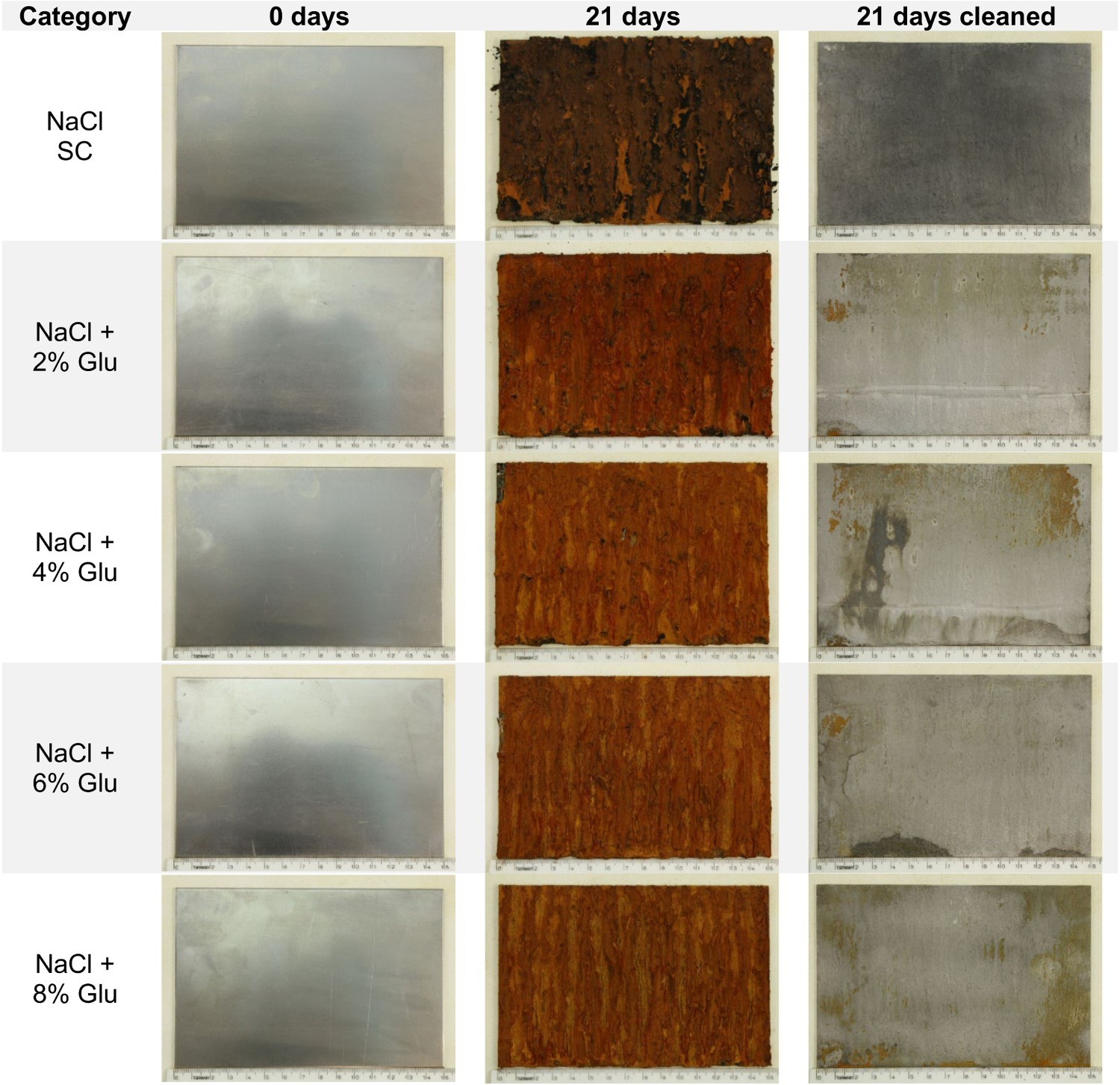
All other tested sugars in Table 7 can be seen in Figure 13. A reliable optical differentiation is not possible, sincecorrosion reduction is in a narrow range between 40% and 60% comparedto SC.
Optical comparison of the specimen before and after testing (all sugars).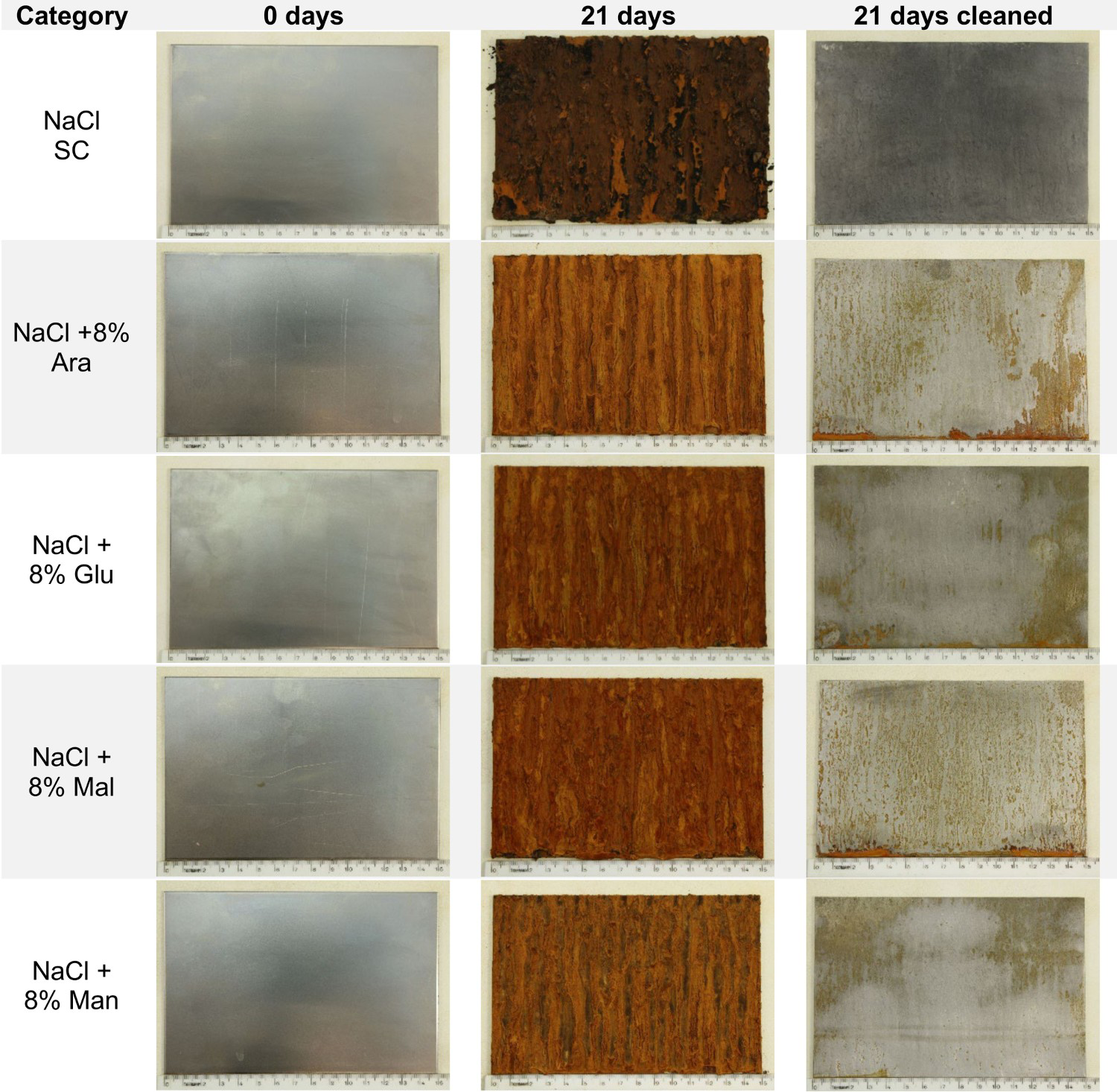
Acquisition costs
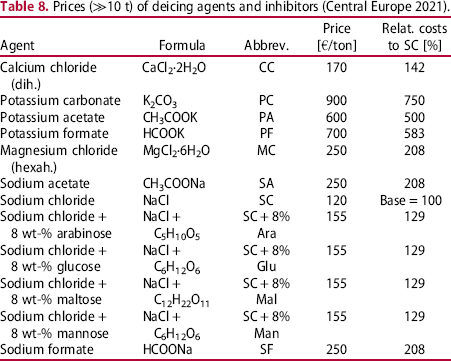
Given that cost-effectiveness is the main factor for choosing deicing agents, the market prices for all main agents are surveyed. Apart from principal availability in considerable quantities, the unit prices decrease sharply with the increasing amounts [7]. This phenomenon is called economy of scales, an example for SC can be seen in Figure 14. In addition, the provided data from the market analysis may vary because of considerable seasonal and regional fluctuations regarding prices and availability. Table 8 lists the prices in Euro (Central Europe 2021) of the main deicing agents per metric ton when buying large quantities (>10 tons). The last column shows the relative price to SC (=100%). This image is a snapshot and probably no longer accurate due to the strong fluctuations in prices and currency exchange rates caused by the COVID pandemic and the war in Europe.
Unit costs of SC by quantity [7]. Prices (>10 t) of deicing agents and inhibitors (Central Europe 2021).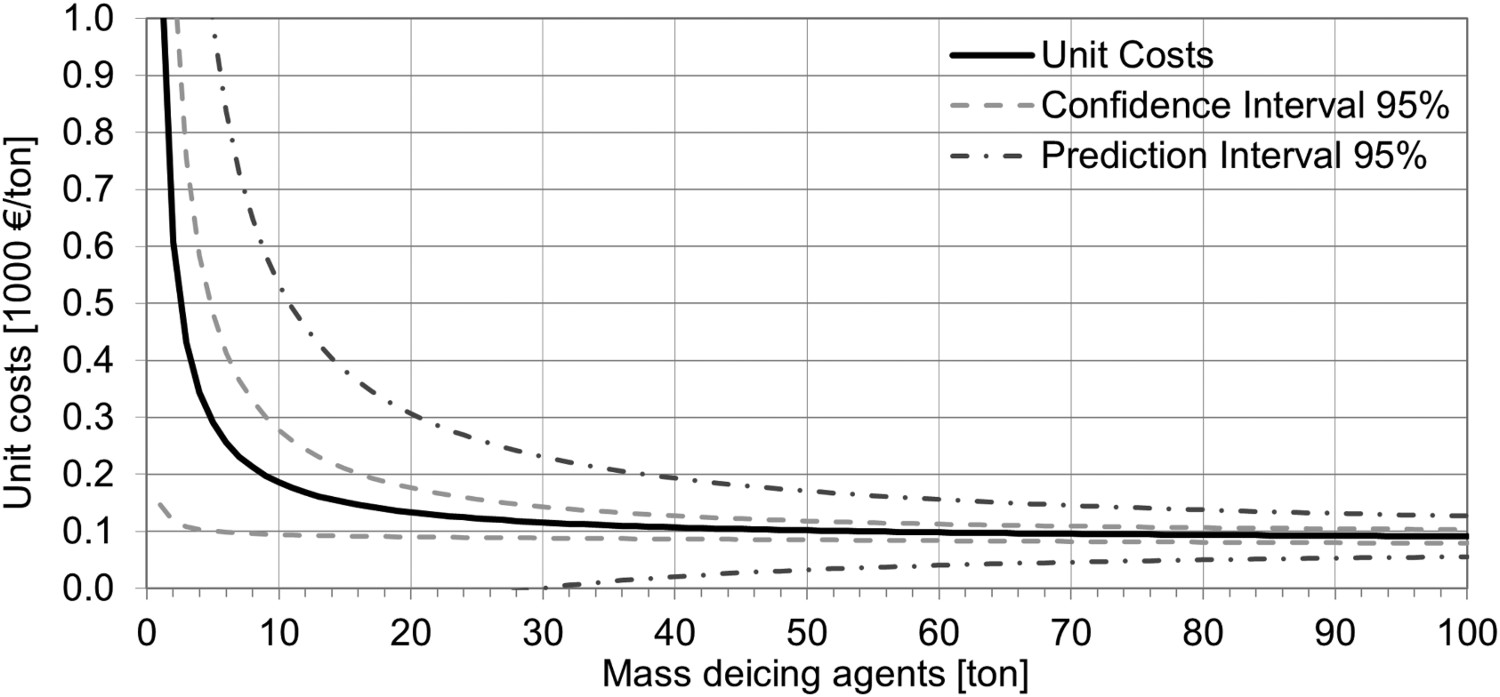
Comparison of corrosion and cost efficiency
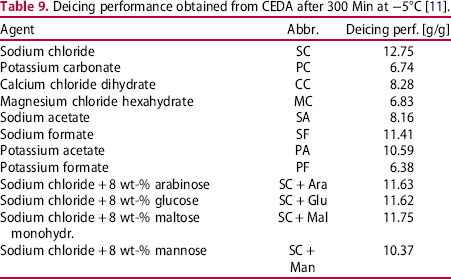
The primary purpose of deicing in winter maintenance is to provide a sufficient level of skid resistance by avoiding freezing due to preventive spreading or to remove residual snow and ice by applying deicing agents. The necessary amount for the latter is determined by the deicing performance, which states the amount of ice or snow that can be deiced (in grams ice per gram deicing agent, g/g) at a given temperature. Given that deicing performance is largely based on the freezing curve, it decreases for all deicers at low temperatures.
Deicing performance obtained from CEDA after 300 Min at −5°C [11].
In addition to the deicing performance, the market price is a key factor in the decision-making process. However, with focus beyond winter maintenance on highly expensive transport infrastructure consisting of metals and reinforced concrete (e.g. train stations, bridges, airports), corrosion also becomes a decisive factor from a life cycle perspective. Thus, the left part of Figure 15 shows a comparison of relative mass loss due to corrosion and costs per ton of ice melted among all tested deicing agents with and without inhibitory substances (at −5°C).
Comparison of corrosion (ordinate) and costs (left) or deicing performance (right) [11].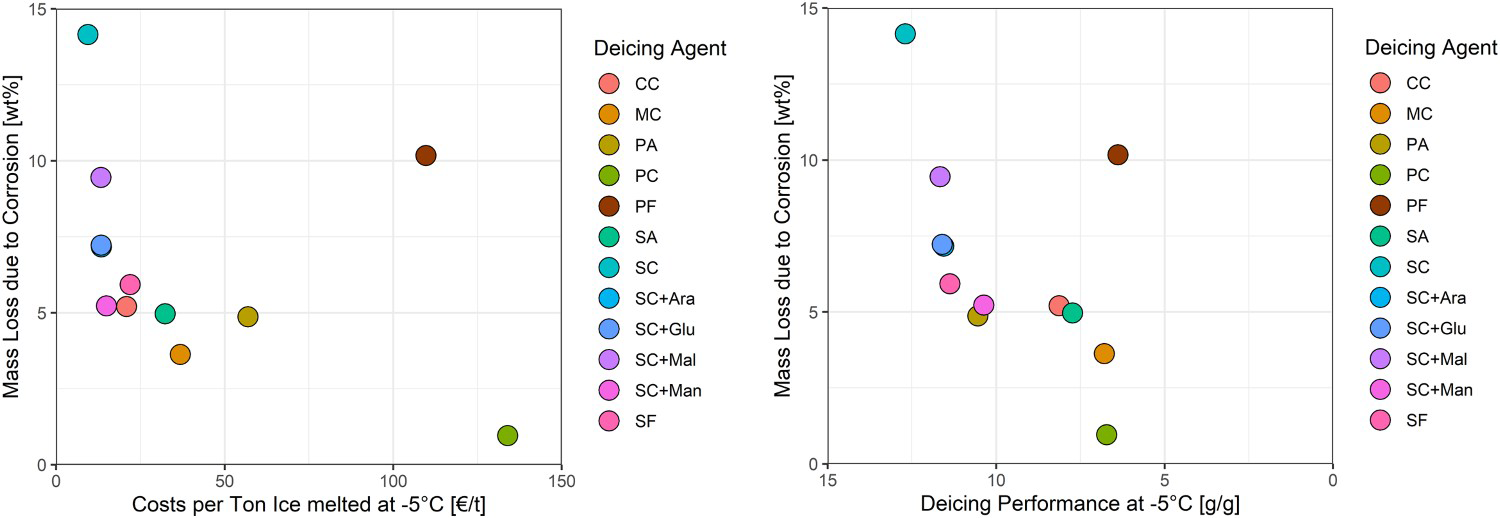
For example, SC (colour: aquamarine) is highly corrosive but a cost-effective deicing agent and thus is placed on the top left of the diagram. By contrast, PC (colour: green) produces minor corrosion but is rather expensive and is therefore placed on the bottom right. A comparison of corrosion and deicing performance (at −5°C) without considering costs is provided in the right part of Figure 15. The figure shows that PC (colour: green) has the same deicing performance as PF (colour: burgundy) but produces only one-fifth of its corrosion. In general, both figures are structured in a way that the best performing deicing agents are at the bottom left of the diagram, the y-axis displays relative mass loss [wt-%], and the x-axis shows costs per ton of ice melted (Figure 15 left) or deicing performance at 300 min of exposure (Figure 15 right).
Conclusions and outlook
Deicing agents in winter road maintenance are critical in providing safe roads at all times. Beyond winter maintenance, SC as main deicer is highly corrosive and substantially shortens the service life of transport infrastructures. Therefore, cost-efficient alternatives or ways to reduce corrosion effects without diminishing the road safety are the key to saving billions of transport infrastructure investments every year on a worldwide scale. This paper presents the results of extensive research and analysis of the essential criteria of deicing agents: deicing performance, corrosion on metals and costs.
A comparative analysis of the three commonly used test methods to reproduce corrosion effects is conducted to quantify the mass loss of unalloyed steel exposed to deicing agents. All test methods are generally based on the corresponding standard but have been modified to reduce the testing effort. FI test has led to barely measurable mass loss, and NSS* test is unreliable due to the clogging of spraying nozzles (presumably due to modifications to the standard ISO 9227). AI test produces the highest quantity of corrosive products at an elevated temperature of +34 ± 1°C with a high level of repeatability. With this method, all relevant main deicing agents can be tested. In addition, corrosion inhibitors such as sugars are added to SC to identify their impact on reducing corrosion at different dosages.
Since the procedure of determining mass loss is significant for comparable results, a gentle mechanical cleaning in combination with chemical cleaning in an ultrasonic bath until mass consistency using a 20 wt-% solution of diammonium citrate (ISO 8407) was used and led to accurate results. According to the comparison of the relative mass loss of different deicing agents, PC causes the passivation of steel and has therefore the least corrosive effect on unalloyed steel (specimens 150 × 100 × 1 mm, 235 g) with 0.9 wt-% (2.1 g) mass loss compared with 14.2 wt-% (33.4 g) of SC. For a mixture of (inexpensive) SC with only a minor (8 wt-% based on the mass of SC) corrosion inhibitor, the monosaccharide glucose has a significant effect and reduces mass loss by half from 14 wt-% to nearly 7 wt-%. Other monosaccharides (arabinose, maltose and mannose) show similar results.
In summary, sufficient reduction in corrosion rates can be achieved either by choosing a different deicing agent or by adding an inhibitory substance such as a monosaccharide. An answer to which primary deicing agent or combination of deicing agents and corrosion inhibitors can provide the best overall performance is illustrated in this research. For limited areas of application with high unit costs, such as train stations, using alternative deicers or corrosion inhibitors is usually cost-effective. In general, the selection of the most suitable deicing agent or inhibitors, or both, depends largely on whether the additional costs for the deicing agent producing similar deicing performance are outweighed by the savings due to increased service life. The next stepsare the identification and testing of additional inhibitors and materials. Nevertheless, the methods and results in the current work provide concise answers and a clear path for future research toward cost-effective deicing agents with significantly lower corrosion than SC.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the author(s).