
Abstract
A steam generator unit in a captive power plant of a heavy water plant reported fish-mouth failure in the secondary super heater bend. The operating pressure of the super heater is 105 kg cm−2 and temperature is 485°C. The super heater tubes made of 2¼Cr–1Mo ferritic steel is exposed to steam at a pH of 9.5-10.5 and conductivity less than 2 µS cm−1 in the inner surface and at the outer surface exposed to flue gas. It has been operational for last 25 years. Layered deposits were observed at the failed region which were iron oxides. The investigations revealed that outer surface which has flue gas environment showed thinning with oxide scale spallation taking place. The SEM studies showed that there was extensive precipitation of molybdenum sulphide and carbides in the microstructure resulting in preferential oxidation along grain boundaries. The excessive outer thinning of tube resulted in fish-mouth failure of the super heater tube.
This paper is part of a supplementary issue from the 17th Asia-Pacific Corrosion Control Conference (APCCC-17).
Introduction
Background
A captive power plant associated with a heavy water plant consists of three pulverised coal-fired boilers and three extraction condensing turbines each capable of supplying 30 MW power. A pulverised coal-fired boiler is an industrial or utility boiler that generates thermal energy by burning pulverised coal, also known as powdered coal or coal dust. This type of boiler dominates the electric power industry, providing steam to drive large turbines. Pulverised coal provides the thermal energy which produces about 50% of the world's electric supply. Superheater tubes are usually located in the hottest zone of the steam generator. The steam with highest pressure and temperature is carried inside the superheater tubes, due to which the superheater tubes are exposed to very high temperature generated by combustion of coal. Therefore, the superheater tubes are most susceptible to high-temperature creep and corrosion failures [1–3]. The prolonged operation at high temperature leads to significant damage in the structural component, chiefly caused by the occurrence of surface oxidation and decarburisation processes, and temperature-sensitive plastic deformation. Almost 35% of common failures in utility boilers are caused by long-term overheating (creep) in superheaters, reheaters and wall tubes [4].
Although the materials of superheater tubes are superior to other tubes, failures of superheater tubes occur most frequently. To prevent tube failures, which causes a temporary shutdown of the power plant, assessment of the tubes is always conducted as per power plant preventive maintenance practices [4]. The failed super heater tube was made of BS-3059:1978, Pt-2-S2-622 Cat2 (2¼Cr–1Mo ferritic steel) having the inner side exposed to water at a pH of 9.5-10.5 with a conductivity of less than 2 µS cm−1 and the outer side is exposed to flue gas and has been operational for the last 25 years. External deposits were observed at the failed region. The failed region of the tube was cut open to reveal the internal oxide layer. Photographs were taken to capture the different features that were observed on the failed tube piece. Stereomicroscopy was done on the outer and inner surface of the tube. A small piece of the fish-mouth opening end of the tube was cut to carry out optical microscopy of the tube cross-section. The Raman spectroscopy was carried out on the deposits on the inner surface and outer surface of the tube. The SEM-EDS analysis was carried out on the failed tube to evaluate the microstructure.
Failure analysis
Visual observation
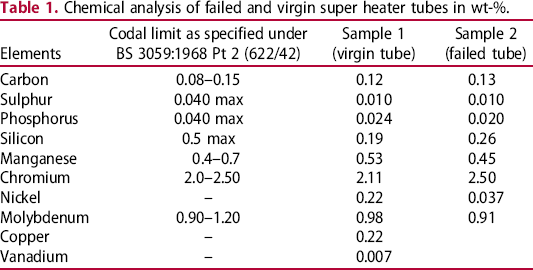
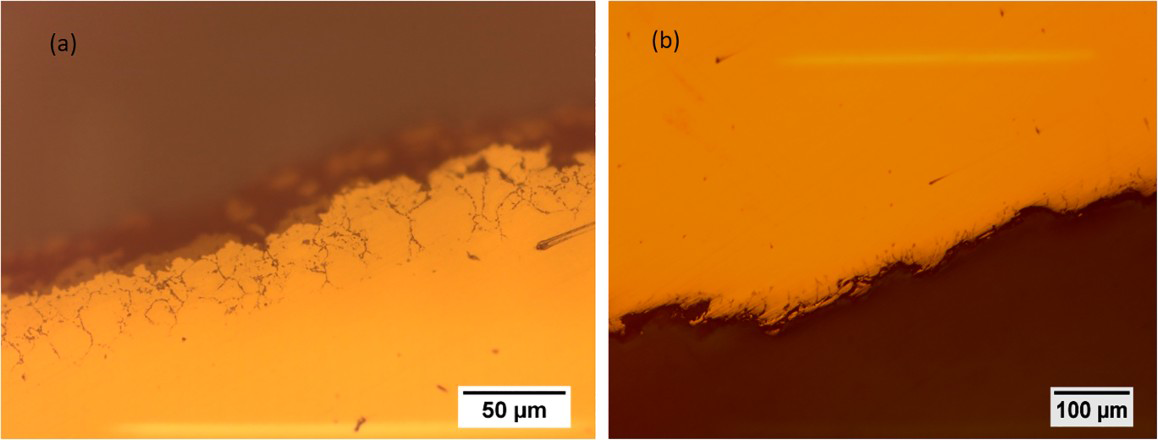
The photographs of the failed super heater tube showed the zigzag propagation of the crack with no appreciable variation in the thickness of the failed edge (Figure 1(a,b)).
Super heater tube failed section showing thick oxide layer on the 2¼Cr–1Mo ferritic steel and the fish-mouth opening.
The inner and outer surfaces showed thick blackish layer which is magnetite. The fish-mouth opening of the tube is clearly observed in Figure 1 which covered just one-half of the tube. The outer surface showed an oxide layer with varying thickness at different locations of the tube. The inner surface of the tube in Figure 2 showed a thicker magnetite deposit with longitudinal cracking of the oxide layer. The tube thinning is observed at one side of the tube shown by an arrow in Figure 2 at the top end.
Super heater tube away from the failed region showing thinning and thick oxide layer on the inner surface.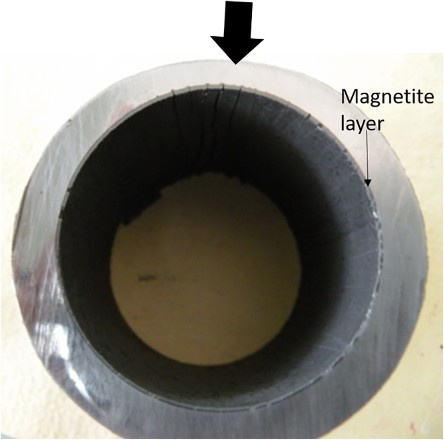
Raman spectroscopy
The micro Raman analysis of the inner and outer surface of the tube was carried out to determine the type of oxide formed on the surface due to the high-temperature exposure in steam and flue gas, respectively. Figure 3 gives the micro Raman spectra, showing the type of oxides formed on the superheater tubes. The oxides formed are predominantly magnetite on the inner surface and on the outer surface it is magnetite with some amount of haematite formation. The presence of haematite on surface which is an unstable oxide than magnetite resulted in the oxide film getting spalled off and fresh surface getting exposed.
Micro laser Raman spectra for the black deposits from outer and inner surface and orange deposits from outer surface on the failed super heater tube.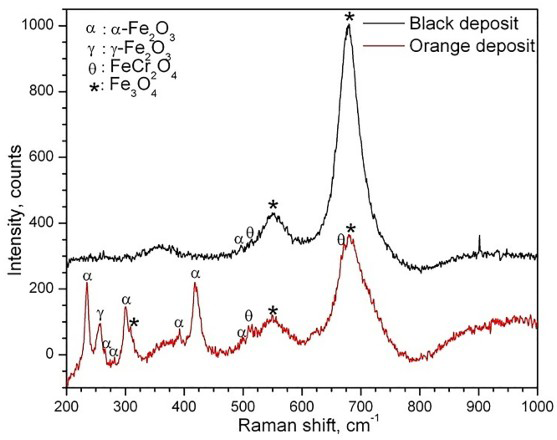
Stereomicroscopy
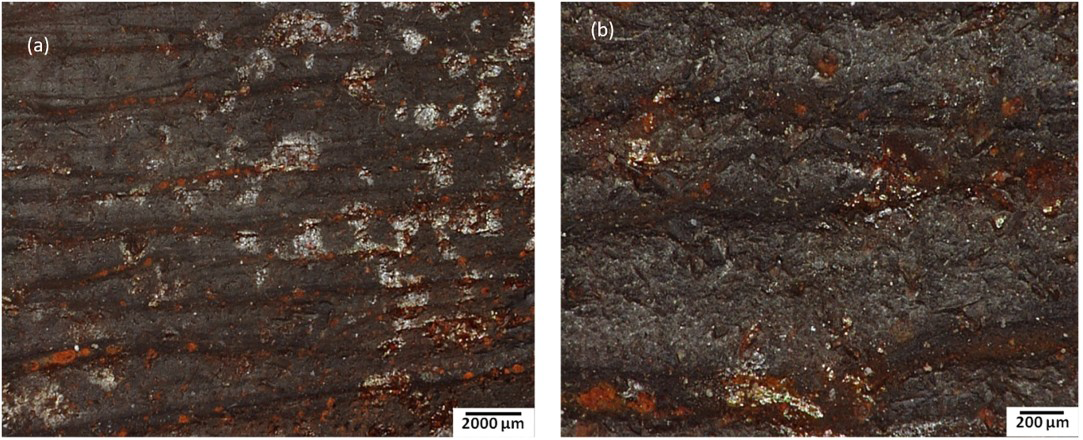
The stereomicrographs of the outer surface of the failed tube showed excessive oxidation with oxide scale spallation. The removal of the oxide films showed a river streaming like pattern, in Figure 4(a), along the direction of flow of flue gas. On the inner surface, though the film was much thicker it showed cracking along the longitudinal direction which would have resulted due to bulging of the tube as the pressure built up at the given location due to thinning from the outer surface of the tube. The stereomicrographs in Figure 4(b) and Figure 5(b) are the magnified image of the Figure 4(a) and Figure 5(a), respectively, giving a closer view of the oxide formation on the outer surface and inner surface respectively.
Oxide scale formation along the outer surface shows river pattern with layer thicker and cracking. Oxide scale formation along the inner surface shows again the flow marks with magnetite and haematite layer getting formed.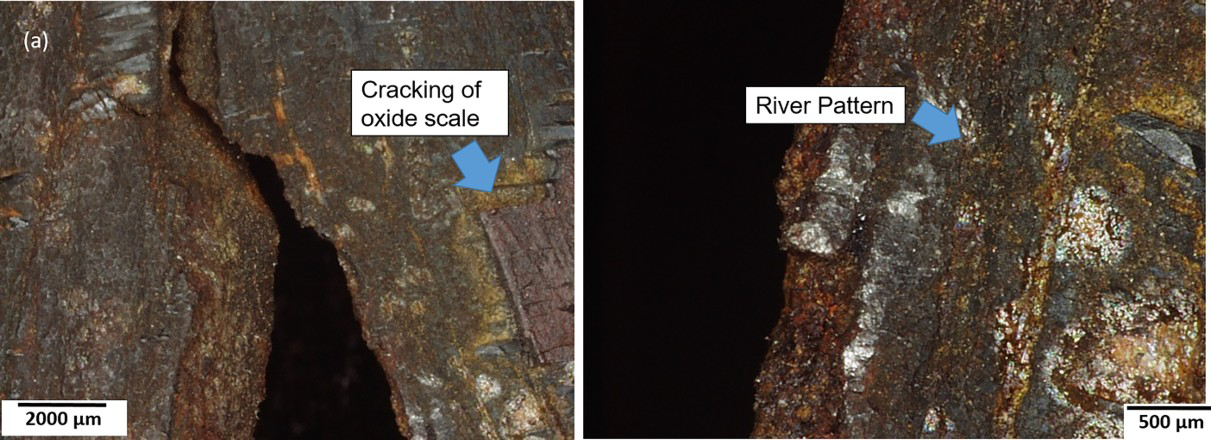
Chemical composition and microhardness measurements
Chemical analysis of failed and virgin super heater tubes in wt-%.
Micro hardness measurement on the cross-section of the failed tube.
Thickness measurement
The measurements using Vernier Calipers were carried out in mm scale on the failed tubes showing thinning which are shown in Figure 6(a,b). The variation in thickness is concentrated on one-half of the tube. Some typical values have been shown in Figure 6(a,b). The initial thickness of the tube is about 5.4 mm which has been reduced to 1.14 mm at the crack opening end as shown in Figure 6(a), while in the unfailed tube region the thickness has been reduced to 3.3 mm in Figure 6(b). The thinning has occurred from the outer surface considering the oxide thickness present on the current exposed tube for 25 years in flue and steam environment.
Thickness measurement of the failed tube (a) opened cross-section and (b) intact tube cross-section.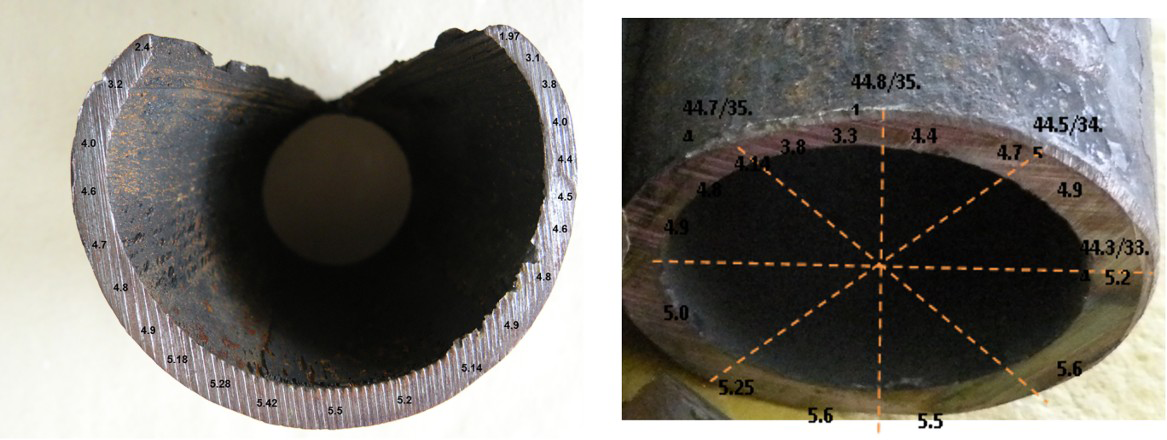
Metallographic examination
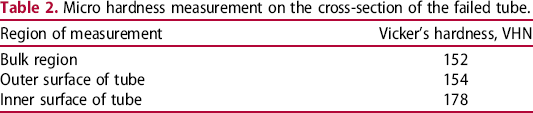
The failed fish-mouth opened tube piece was cut transversely to observe the microstructural variation due to the exposure of this tube in high temperature and pressure steam and flue gas, from the inner and outer surfaces respectively, for 25 years. The microstructural observations were carried out after diamond polishing and etching (2% nital) of the transverse tube sections. Figure 7(a,b) shows the microstructure of the failed tube which shows thinning and the cross-section shows dropping of grains along the outer surface. Figure 8(a,b) shows the attack along the outer and inner surfaces respectively of the fish-mouth opened end of the tube in the transverse cross-section.
Optical micrographs of the thinned tube showing spheroidisation of the pearlite due to high-temperature exposure with a ferrite grain size of around 10 µm. (a) Grain boundary diffusion along the outer surface of tube exposed to flue gas and (b) along the inner surface of the super heater tube exposed to steam (in the as-polished condition).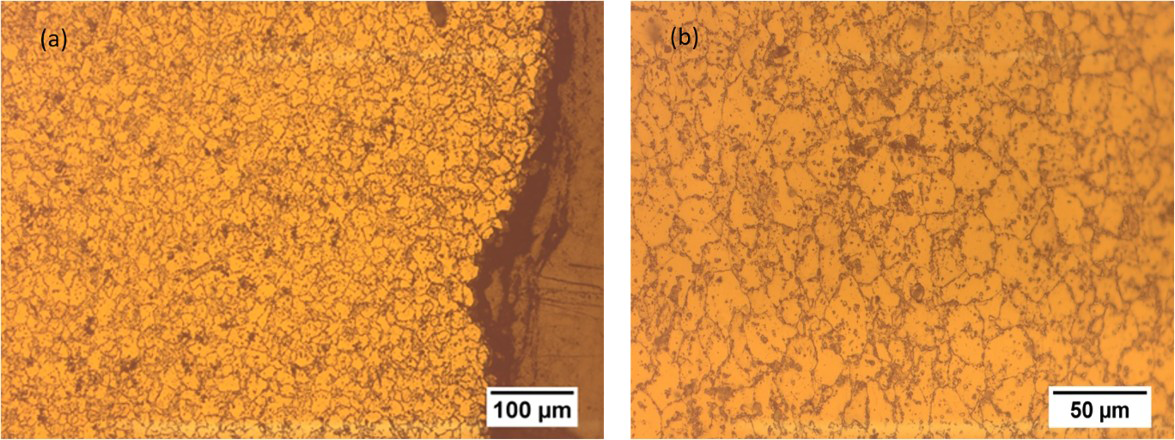
The attack features were observed in the as-polished condition of the tube. The transverse cross-section was etched to reveal the grain size and to ascertain whether the attack was preferential along the grain boundaries. In Figure 9, it was seen that the attack was along the grain boundaries on the outer surface of the tube.
Optical micrograph of the outer surface of tube showing attack along the grain boundaries and grain falling out.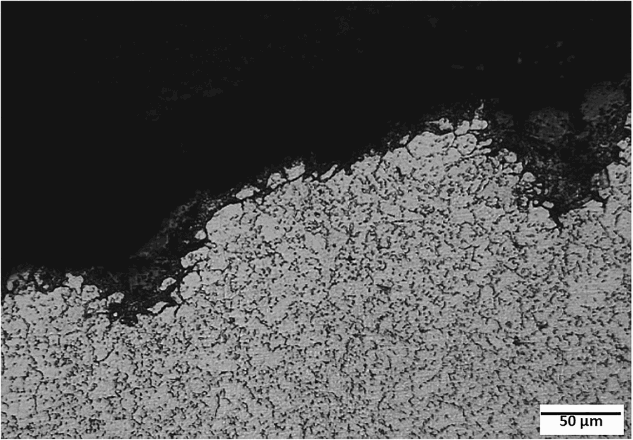
The cross-section ahead of the fish-mouth crack opening was polished to observe the propagation of the crack from the outer surface to the inner surface of the tube. Figure 10 shows the collage of the optical images taken of the crack profile from the failed tube outer surface to the inner surface just ahead of the fish-mouth opening end where the tube has still not opened. The wider opening at the outer surface indicates that the crack has initiated from the outer surface and propagated to the inner surface with still some regions of the crack tightly closed towards the inner surface.
Micrograph collage of the crack profile ahead of the fish-mouth opening of superheater tube in the as-polished condition.
SEM analysis
The SEM analysis of the fractured surface transverse cross-section showed grain boundary attack along the inner and outer surface of the tube as shown in Figure 11(a,b) respectively.
SEM micrographs along the inner and outer surfaces of the failed tube showing attack along the grain boundaries and white precipitates along the boundaries.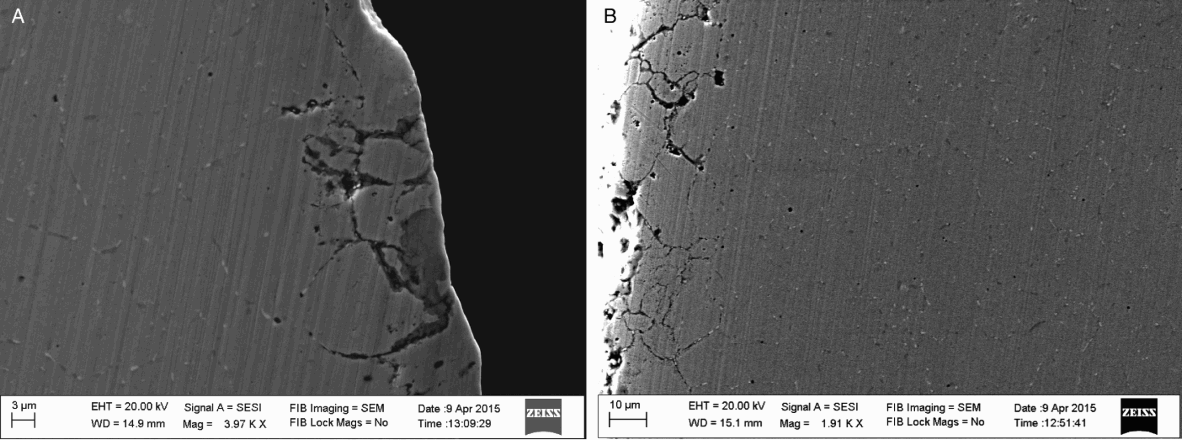
Also, there were white and black precipitates along the grain boundaries. The EDS analysis as shown in Figure 12 carried out along these grain boundaries showed the formation of molybdenum sulphides and the presence of chromium carbides along the ferrite grain boundaries. The formation of sulphides and carbides was through the entire thickness of the samples.
EDS analysis of the white precipitate and black precipitate along the grain boundaries in the super heater tube.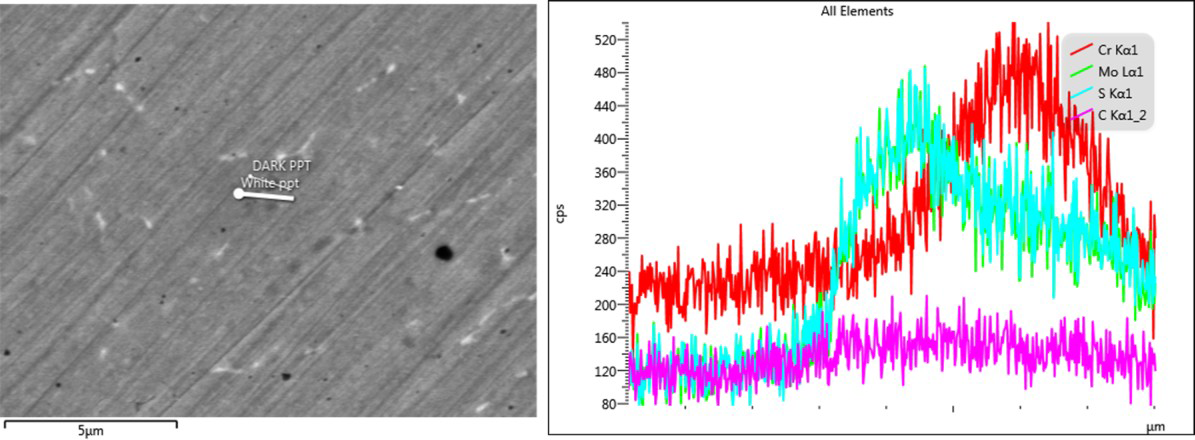
The SEM analysis of virgin tubes and the tubes that were obtained from the failed and unfailed locations of the super heater was carried out. Figure 13(a,b) shows that virgin tubes have a clean microstructure with no grain boundary precipitation, while the exposed samples have nucleation of molybdenum sulphide precipitates though the size of the precipitate is a few nanometres.
SEM micrographs of the (a) virgin super heater tubes with no precipitates and (b) exposed super heater tubes for 25 years but not failed had white precipitates.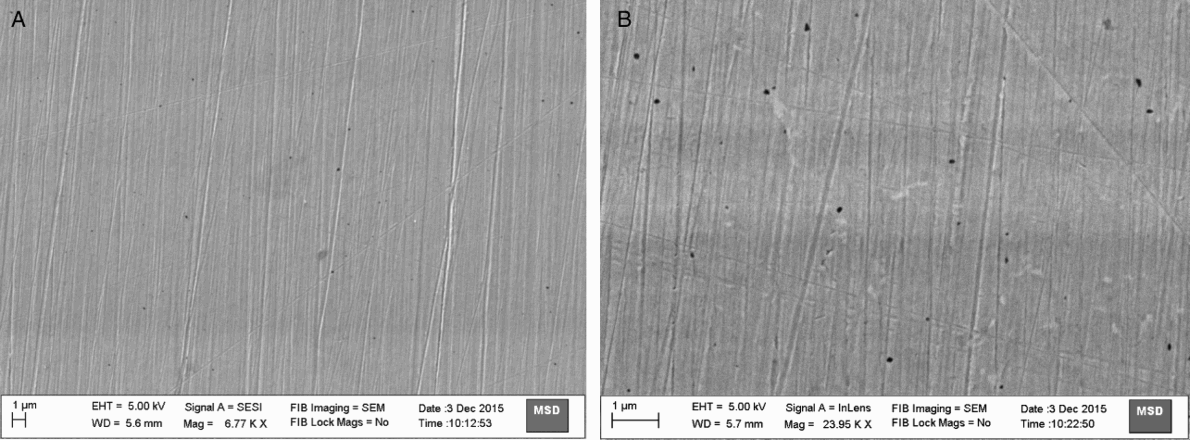
The presence of molybdenum sulphide precipitates also confirmed that the precipitates are formed during the exposure of the tube in the flue gas environment over the years resulting in the gradual penetration of the sulphur from the outer side to the inner side. Depending on the temperature of exposure of the tubes, the growth of these precipitates takes place. As seen in Figures 8 and 9, there is a through thickness precipitation of these sulphides resulting in the increased susceptibility of these materials to increased oxidation from the inner and outer surface and more so from the outer surface.
Discussion
Visual observation of the failed tube (Figure 1) showed a fish-mouth opening with thinning of the wall at the rupture face, while the other region along the tube had reasonable thickness left. Also, stereomicroscopy revealed that the oxide films formed on the outer surface of the tube had varied colouration, suggesting different types of oxides being formed resulting in the spallation of the oxide scale on the outer surface (Figure 2(a)). The inner surface showed a blackish thick adherent layer of an oxide of about 0.6 mm thick. Longitudinal cracking in the oxide layer was observed on the inner surface possibly due to the bulging of the tube at the time of failure (Figure 2(b)). The micro laser Raman analysis (Figure 3) of the oxide film formed on both sides of the tube showed magnetite on the inner surface and magnetite with haematite on the outer surface. The presence of haematite in the outer scale indicates that the presence of CO2, CO, NO x and SO x in the flue gas could have aided in the magnetite conversion to haematite. Haematite, being a non-adherent and voluminous oxide, resulted in spallation of the outer oxide scale. The outer oxide layer seems to have a lot of stresses due to the increased thickness of the oxide film due to a combined presence of two different oxide scales such as magnetite and haematite.
The optical microstructural observations revealed that Cr–Mo steel which should have shown a ferrite–pearlite microstructure had complete pearlite spheroidisation to carbides and ferrite. This phase transformation could have taken place only if the tubes were in operation at temperatures below 723°C (A1 temperature line). In case the temperature was above 723°C, it would have transformed to austenite [5]. The spheroidisation has resulted in the superheater tube grain boundaries decorated with chromium carbide and molybdenum carbide precipitates. The other tubes, which had been exposed for 25 years but not failed, also showed spheroidisation and sulphidation, but the size of these carbides and sulphides was in nanometres, while the size of the carbides and sulphides was in micrometres for failed tube.
The optical microscopy of the grain boundary attack along the inner and outer surfaces in the as-polished condition (Figure 5) revealed that there is increased attack along the grain boundaries and grain falling from the outer surface. The SEM analysis of the failed super heater tube (2¼Cr–1Mo steel) showed that there is preferential oxidation attack along the grain boundaries that has undergone sulphidation on the inner and outer surfaces of the tube, but these oxidations along the grain boundaries are more severe along the outer surface with entire grain getting oxidised. The increased tendency for oxidation could be the high-temperature regime (around 600°C) that the tube encounters on the outer surface. The entire thickness of the failed tube had microstructure showing chromium carbides and molybdenum disulphides at the grain boundaries (Figure 10). The refractory-metal additions such as molybdenum should be beneficial for sulphidation [6]. The refractory-metal sulphide such as MoS2 has a layered crystal structure that allows for the intercalation of foreign ions as big as those of the common-base metals. The intercalation of the transition-metal ions such as Fe and Cr occurs in octahedral holes within the Van der Waals gap, separating two loosely bound S:Mo:S sandwiches. The transition-metal ions are apparently able to diffuse at a reasonably rapid rate within the Van der Waals gap. By contrast, the diffusion of molybdenum and sulphur does not seem to occur along the open, Van der Waals gap. Thus, MoS2 is very protective on pure Mo, but becomes an ineffective barrier against the transport of transition-metal ions [7–9]. The increased diffusion of the Fe results in the increased oxidation along the grain boundaries where the sulphidation has occurred in the superheater tube. The oxide film formed on the outer surface is porous and non-adherent, hence provides an easy entry of sulphur from the flue gas into the metal surface and gets selectively tied up with Mo as sulphides which then progresses in this environment along the thickness of the tube with the passage of time. The tube has failed after a period of 25 years of exposure which means that the time taken for diffusing of sulphur through thickness has taken so long a time. However, once sulphides get formed within the super heater tube, there is a tendency for the sulphide phases to be preferentially oxidised by the encroaching oxidation reaction front and for the sulphur to be displaced inward, forming new sulphides deeper in the alloy and preferentially along the grain boundaries where chromium carbides and molybdenum carbides are present. The sulphidation rates are generally much higher than oxidation primarily due to the higher degree of non-stoichiometry in sulphides compared to the oxides [10]. The increased oxidation kinetics from the outer surface has resulted in grain boundary oxidation and grain spallation resulting in thinning of the tube from 5.4 to 1.14 mm. This reduction in thickness could not withstand the steam pressure within the tube resulting in fish-mouth opening of the tube. The final failure of the tube has been more of a mechanical rupture, since the tube was thinned down due to the combined action of sulphidation and oxidation.
Internal sulphidation is particularly prone to occur in SO2-containing atmospheres due to the local equilibrium dictated by the reaction of oxygen (O2) with sulphur (S) to form sulphur dioxide (SO2). The formation of an internal sulphide beneath an external oxide scale can be completely avoided only if Equation (1) is satisfied [10],

Conclusion
The 2¼Cr–1Mo steel super heater tube of a captive power plant failed by fish-mouth opening after 25 years of service due to the combined action of sulphidation and oxidation taking place from the fire side end.
Recommendations
Monitoring of the coal combustion product needs to be done to control the SO2 concentration in the flue gas by controlling the quality of coal. The monitoring of the tubes for thickness loss should be done during periodic maintenance regime using the non-destructive testing (NDT) technique which should give a prior intimation of the probable bulging or bursting of the super heater tube and timely proactive measure to be initiated. The thermal mapping of the tubes should give an estimation of the increased heating of the tube due to thickening of the oxide scale from the inner surface resulting in ineffective heat transfer and indicate time for the removal of the tube from service.