
Abstract
The grain structure of laser welded AlMgSi-alloys was varied by adapting the welding parameters and alloying additives. The hot cracking susceptibility was determined by the critical strain rate, measured by the application of digital image correlation in a self-restrained hot cracking test. A direct relation was found: The hot cracking susceptibility decreases with increasing number of grain boundaries across the width of the weld seam, i.e. along the effective load direction of transverse strain rates. It was shown, that the hot cracking susceptibility can be reduced by an optimisation of both the welding parameters and the alloying additives, which promote nucleation.
Keywords
Introduction
AlMgSi-alloys are well known for their high hot cracking susceptibility [1-3]. Hot cracks result from the rupture of the liquid melt film at the grain boundaries during the solidification process [4, 5]. In the case of laser beam welding a continuous grain boundary is formed in the centre and along the whole length of the weld [6, 7]. Especially when welding sheet metals close to the edge of the sheet, high thermomechanical loads affect this centreline grain boundary [8-11]. This leads to continuous centreline hot cracks, which are a fatal defect [10, 11].
The grain structure of the solidifying material has a major influence on the hot cracking susceptibility of the weld [12]. An equiaxed morphology is less susceptible to the formation of hot cracks than an oriented morphology [13]. The refinement of such an equiaxed grain structure further reduces the hot crack susceptibility [12]. In this case, the thermomechanical strain, which affects the weld, accumulates at a higher number of liquid grain boundaries [4]. The strain at each grain boundary therefore decreases with increasing number of grains, which are located along the effective load direction [4]. Coniglio and Cross [14, 15] defined a critical deformation rate

 is the critical deformation rate of the liquid melt and
is the critical deformation rate of the liquid melt and
 the critical deformation rate of a solid grain, which is mainly given by the rate of shrinkage [14].
the critical deformation rate of a solid grain, which is mainly given by the rate of shrinkage [14].
From this one can conclude that for the reduction of the susceptibility of a weld to the formation of centreline cracks, as many grain boundaries as possible should exist across the width of the weld seam, so that the transverse thermomechanical load is distributed across many grain boundaries.
This paper compares two possibilities to influence the grain structure for the reduction of the susceptibility to hot cracking:
The Reduction of the susceptibility to hot cracking of the resulting weld seams with different grain structures was experimentally quantified by the critical strain rate, which leads to the stop of the propagation of the centreline crack, measured by digital image correlation.
Experiment
Material combinations and process parameters.

Different welding velocities were applied to change the local solidification rates and temperature gradients [16]. These quantities directly affect the grain structure of laser beam welds [6, 16]. The laser power was adapted to the welding velocity to achieve full penetration welds in overlap configuration.
In order to influence the grain structure also by alloying additives, three different AlMgSi-alloys with different silicon and titanium content were investigated: 6016X, Surfalex® and Formalex® Remote from Constellium. In addition, the titanium content was varied by mixing Formalex® Remote with 6016X.
Metallographic analysis to evaluate the grain structure
In order to evaluate the grain structure of the welds, the cross sections of the welded samples were ground and polished mechanically. The polished surfaces were then anodically etched according to Barker [19] for a duration of 70 s at 30 V. The etched samples were illuminated with polarised light for the microscopic analysis. This enables the identification of the single grains, as illustrated with the prepared cross section shown in Figure 1. The area where equiaxed grains are present Aeqx, i.e. the equiaxed zone, can be distinguished from the region of oriented dendrites at the sides of the weld, as indicated by the dashed white line.
Anodically etched cross section of a weld seam. The dashed white line represents the outline of the area containing equiaxed grains.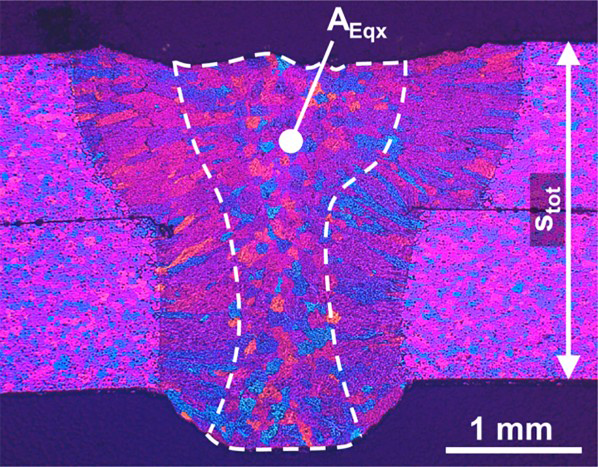
The average width

The average grain size within the equiaxed zone was determined according to DIN EN ISO 643 [20] by dividing the length of a reference line by the number of grains which were cut by this line. From this, the width-specific number of grain boundaries
Self-restraint hot cracking test to evaluate the critical strain rate
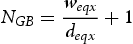
As introduced in Equation (1) the critical deformation rate, which quantifies the hot cracking susceptibility, correlates with the number of grain boundaries. In order to evaluate this relation experimentally a self-restraint hot cracking test based on the standard E SEP1220-3 [21] was performed, as introduced in former work of the authors [2]. Figure 2 sketches the setup of this test. Two sheets were welded together in overlap configuration. The clamping was carried out on one side over the entire length of the weld specimen, which enabled free deformation of the sheets during welding. In accordance with the standard E SEP1220-3 [21], the samples were welded along a trace inclined at an angle of 7° with respect to the edge so that the distance between the process zone and the sheet edge increases continuously. The standard prescribes a start on a sacrificial sheet to allow the assumption that thermal steady-state conditions have been established at the beginning of the weld on the sample sheet.
Experimental setup.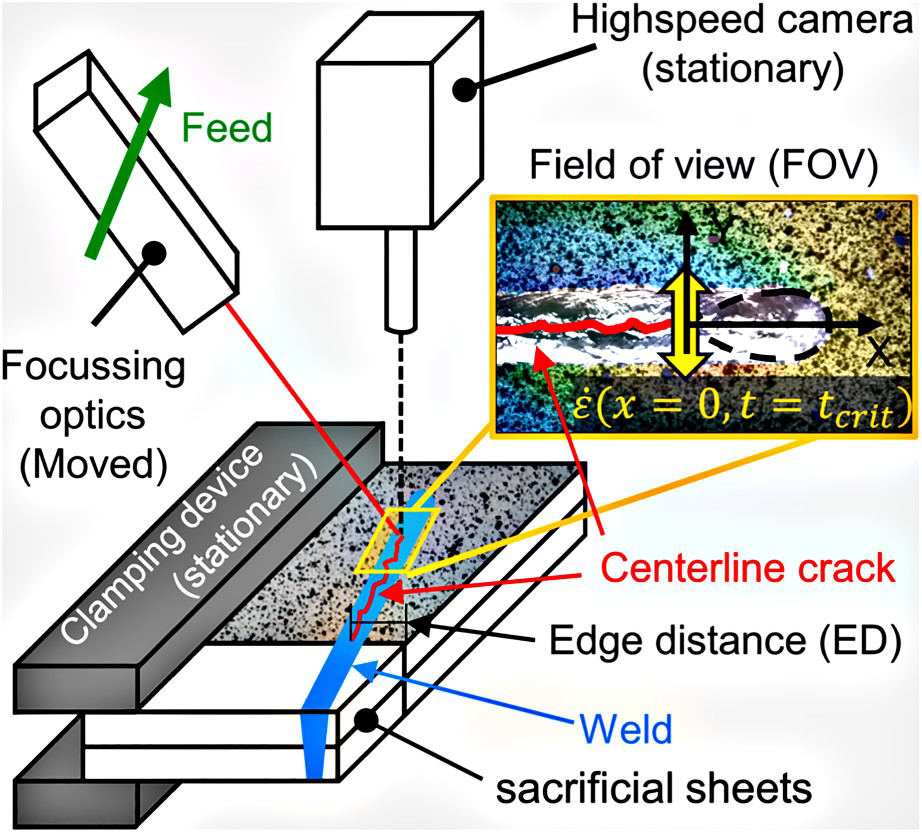
In our experiments the feed resulted from the movement of the focussing optics. A TruDisk16002 laser which operates at the wavelength of 1030 nm was used. After a delivery fibre with a core diameter of 200 µm the beam quality was M²≈30. The focal diameter on the surface of the workpiece was 560 µm.
The high-speed camera was used to observe a stationary field of view (FOV) in the region of the end of the centreline crack, which is highlighted by the yellow frame in Figure 2. The frame rate was 1000 Hz. The size of the FOV was 15 × 10 mm². The local strain rates in the region of the end of the centreline crack were determined by digital image correlation, as described in former work [2, 10]. Therefore a stochastic pattern was applied by spraying paints based on calcium carbonate and graphite, as described in [10]. The yellow framed inset in Figure 2 shows a result of the digital image correlation illustrated by the colour-mapped displacement. With the local displacement of two opposite points beside of the weld the strain across the weld was determined by the ratio between the change of their distance (as indicated by the yellow arrow in the inset of Figure 2) and their initial distance of l0 = 5 mm [2, 10]. The critical strain rate
 is defined to be the temporal derivation of the strain, which affects the end of the weld pool (i.e. the beginning of the solidification zone) at the position where the centreline crack propagation ends [2].
is defined to be the temporal derivation of the strain, which affects the end of the weld pool (i.e. the beginning of the solidification zone) at the position where the centreline crack propagation ends [2].
As the distance between the process zone and the sheet edge increases continuously, the load on the solidification zone decreases gradually. Depending on the process parameters and the alloy composition, the crack propagation ends when a certain load limit is underrun. The quantification of this load limit by a critical strain rate
 , which acts transverse to the welding direction, is a proper measure to quantify the susceptibility to hot cracking [1, 2, 14, 22].
, which acts transverse to the welding direction, is a proper measure to quantify the susceptibility to hot cracking [1, 2, 14, 22].
Influencing the grain structure
In order to compare the two approaches of influencing the grain structure by process parameters and by alloying additives, their impact was quantified. Therefore the grain structure was evaluated by the width of the equiaxed zone weqx, by the average grain size deqx, and by the width-specific number of grain boundaries NGB, as described above.
Influence of welding velocity
Figure 3 shows three cross sections of welds in the Surfalex® alloy generated with a welding velocity of 3 m min−1 (a), 6 m min−1 (b), and 9 m min−1 (c). As Surfalex® does not contain a specific addition of nucleator such as titanium, the grain structure is dominated by the solidification conditions, which result from the applied process parameters.
Cross sections of weld seams in Surfalex® alloy welded at 3 m min−1 and 3200 W (a), 6 m min−1 and 4000 W (b), and 9 m min−1 and 6200 W (c). The white dashed line marks the boundary to the equiaxed zone.
A low velocity of 3 m min−1 leads to a wide weld seam, as shown by Figure 3(a). This results from the high thermal conductivity of aluminium which, especially at low welding velocities, leads to high thermal losses transverse to the welding direction [23]. Further, a comparison of Figure 3(a) with Figure 3(b) and Figure 3(c) indicates a decrease of the ratio between the area of equiaxed and oriented grains with increasing welding velocities. According to Equations (2) and (3) this is directly related to a decrease of the width-specific number of grain boundaries NGB.
Figure 4 presents the influence of the welding velocity on the width weqx of the equiaxed zone (green triangles and green vertical axis), on the average grain size deqx (red squares and red vertical axis), and on the width-specific number of grain boundaries NGB (blue dots and blue vertical axis) in case of welding the Surfalex® alloy. The data points represent the average of five analysed welds. The length of the error bars results from the minimum and maximum determined values. The minimum value of the width-specific number of grain boundaries is the relation between the minimum of the width of the equiaxed zone weqx and the maximum of the determined grain size deqx. The maximum value is the relation between the maximum of the width of the equiaxed zone weqx and the minimum of the determined grain diameter deqx.
Influence of welding velocity on the width-specific number of grain boundaries and the average grain size.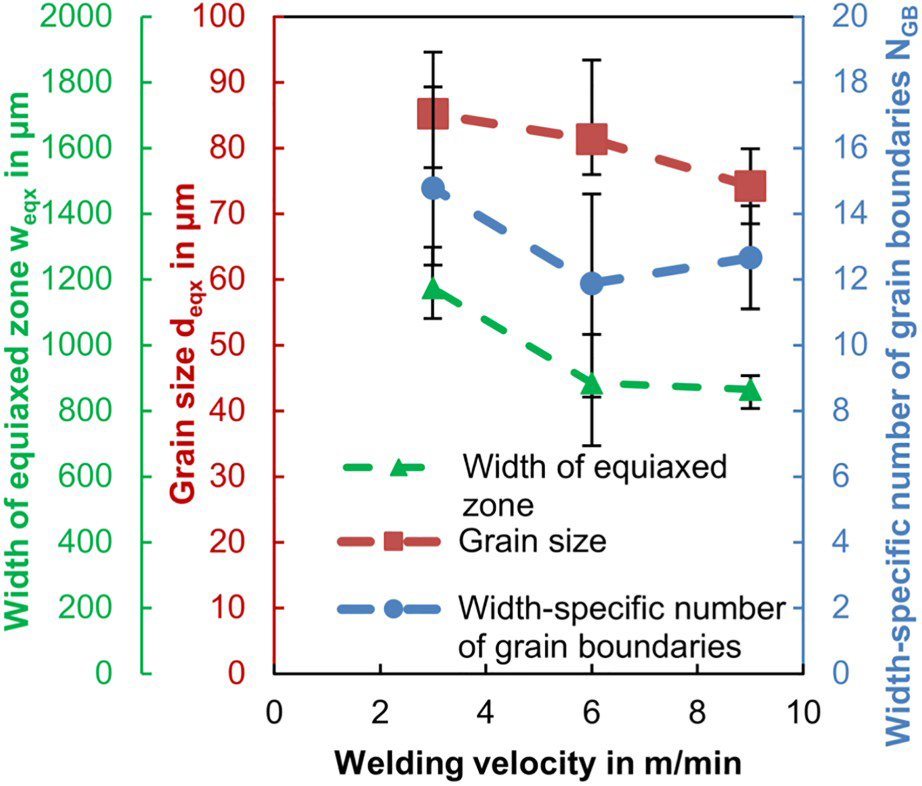
Figure 4 shows that the width weqx of the equiaxed zone and the grain size deqx decrease with increasing welding velocity. The width weqx of the equiaxed zone decreases by about 26 % from
 µm at 3 m min−1 to
µm at 3 m min−1 to
 µm at 9 mmin−1, while the grain size deqx decreases by about 12 % from
µm at 9 mmin−1, while the grain size deqx decreases by about 12 % from
 µm to
µm to
 µm. Since the width weqx decreases more strongly than the grain size deqx, with increasing welding velocity, the width has the major effect on the width-specific number of grain boundaries NGB. Therefore the maximum width-specific numbers of grain boundaries NGB were found at the low welding velocity of 3 mmin−1.
µm. Since the width weqx decreases more strongly than the grain size deqx, with increasing welding velocity, the width has the major effect on the width-specific number of grain boundaries NGB. Therefore the maximum width-specific numbers of grain boundaries NGB were found at the low welding velocity of 3 mmin−1.
Influence of titanium
Figure shows three cross sections of welds with different titanium content, welded with a welding velocity of 3 mmin−1. The dashed white lines indicate the area Aeqx of the equiaxed zone.
The cross section shown in Figure 5(a) results from the joint of two sheets of Surfalex® alloy, which does not contain any titanium. The cross section in Figure 5(b) results from the joint of one sheet made of the 6016X alloy on the top and one sheet of Formalex® Remote on the bottom. The resulting mix of the melt during welding contains 0.07 wt-% of titanium. The cross section of Figure 5(c) results from the joint of two sheets of Formalex® Remote, which contains about 0.14 wt-% of titanium.
Cross sections of seams welded at a welding velocity of 3 m min−1 to join two sheets of Surfalex® (a), one sheet of 6016X with one sheet of Formalex® Remote (b), and two sheets of Formalex® Remote (c). The white dashed line remarks the zone with equiaxed grains.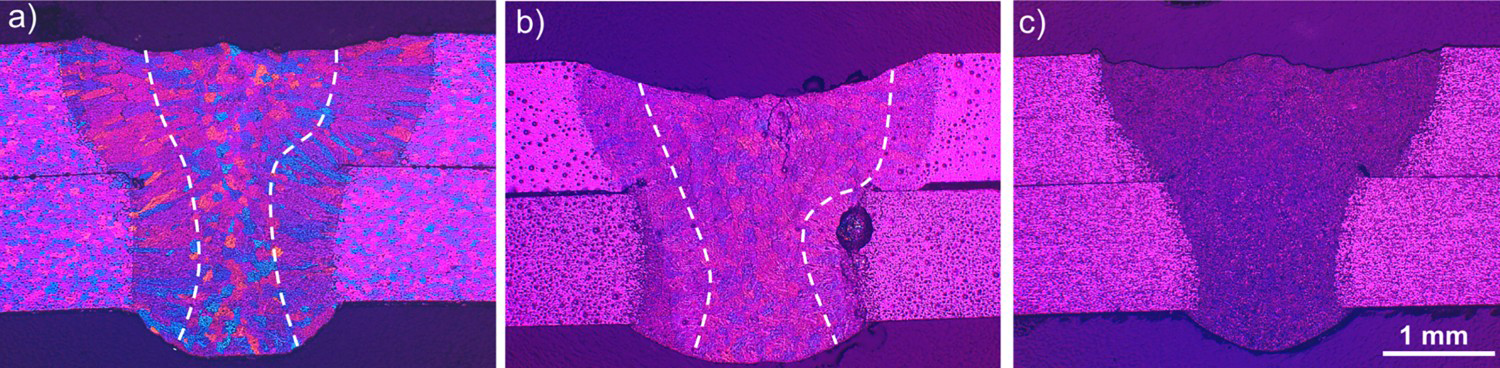
Titanium acts as growth restrictor during the solidification of aluminium alloys, in such a way that the transition from a columnar to an equiaxed growth of the grains is favoured [24]. This can also be seen from the comparison of the three cross sections in Figure 5, where the extent of the zone with the equiaxed grain structure increases significantly with increasing titanium content. In case of the weld presented in Figure 5(c), which was welded with 0.14 wt-% of titanium, this even leads to a weld seam consisting only of equiaxed grains.
Figure 6 illustrates the influence of the titanium content on the width weqx of the zone with equiaxed grains (green triangles and green vertical axis), on the average grain size deqx (red squares and red vertical axis), and on the width-specific number NGB of grain boundaries (blue dots and blue vertical axis) in case of welding the Surfalex® alloy. The data points represent the average of five analysed welds. The error bars were determined as described above.
Influence of the Ti-content on the average number of grain boundaries.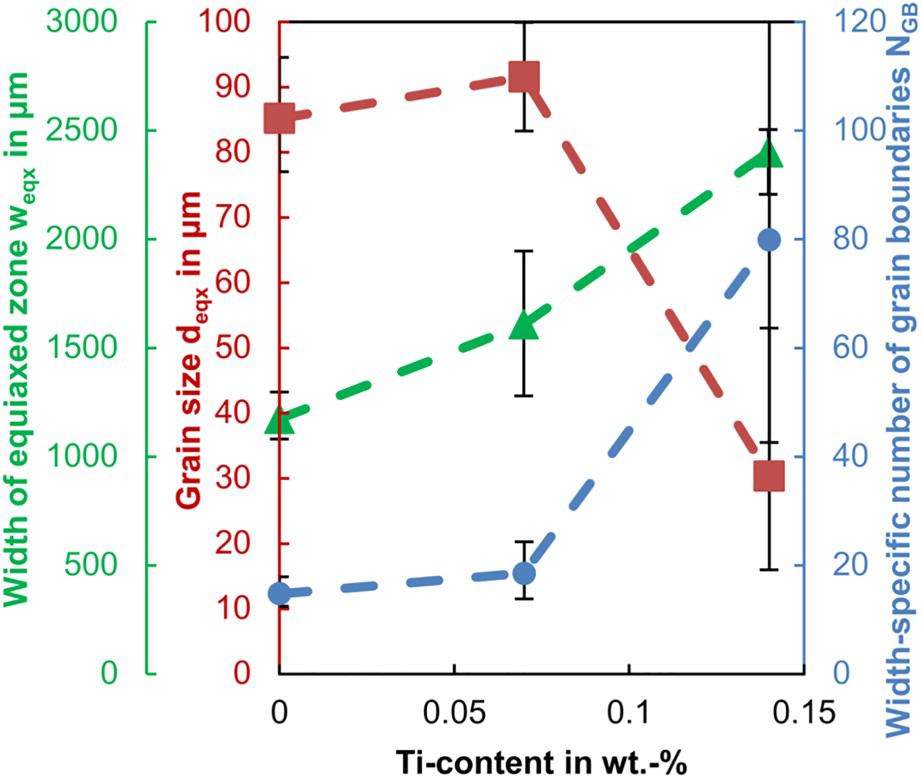
The promotion of nucleation by the titanium content leads to a gradual increase of the width weqx of the zone with equiaxed grains. It increases by about 104 % from
 µm at 0 wt-% of titanium up to
µm at 0 wt-% of titanium up to
 µm at 0.14 wt-% of titanium. The grain size deqx significantly decreases only from a titanium content of >0.07 wt-% by about 67.5 % from
µm at 0.14 wt-% of titanium. The grain size deqx significantly decreases only from a titanium content of >0.07 wt-% by about 67.5 % from
 µm at 0.07 wt-% of titanium to
µm at 0.07 wt-% of titanium to
 µm at 0.14 wt-% of titanium. The increase of the NGB results from both, the decrease of the grain size deqx and the increase of the width weqx of the zone with equiaxed grains.
µm at 0.14 wt-% of titanium. The increase of the NGB results from both, the decrease of the grain size deqx and the increase of the width weqx of the zone with equiaxed grains.
The effect of the titanium content on the width weqx of the equiaxed zone is about four times stronger and the effect on the grain size deqx is about five times stronger than the effect of the welding parameters. This leads to a stronger increase of the width-specific number NGB of grain boundaries than it can be generated by an optimisation of the welding parameters (compare blue dots in Figure 4 with blue dots in Figure 6).
Effect of the grain structure on the susceptibility to hot cracking
The hot cracking susceptibility was quantified by the critical strain rate
 , measured with the setup described in the section Experiment and in former work of the authors [2].
, measured with the setup described in the section Experiment and in former work of the authors [2].
Negative critical strain rates
 < 0% s−1 indicate a compressive load and positive critical strain rates
< 0% s−1 indicate a compressive load and positive critical strain rates
 > 0% s−1 indicate a tensile load [10]. A centreline crack spreads out when the compressive (negative) strain rates are not sufficient to compensate the solidification shrinkage [10, 14]. Therefore, a high susceptibility to hot cracking is indicated by critical strain rates with high negative (compressive) values [1, 2, 10, 25], while a low negative (compressive) value or even positive (tensile values) indicate a low hot cracking susceptibility.
> 0% s−1 indicate a tensile load [10]. A centreline crack spreads out when the compressive (negative) strain rates are not sufficient to compensate the solidification shrinkage [10, 14]. Therefore, a high susceptibility to hot cracking is indicated by critical strain rates with high negative (compressive) values [1, 2, 10, 25], while a low negative (compressive) value or even positive (tensile values) indicate a low hot cracking susceptibility.
Figure shows the influence of the width-specific number NGB of grain boundaries on the critical strain rate
 . The blue, green, and red data points represent the results obtained with a welding velocity of 3, 6, and 9 m min−1, respectively. The dots, triangles and squares represent the results obtained with Surfalex®, 6016X, and the combination of 6016X and Formalex® Remote, respectively.
. The blue, green, and red data points represent the results obtained with a welding velocity of 3, 6, and 9 m min−1, respectively. The dots, triangles and squares represent the results obtained with Surfalex®, 6016X, and the combination of 6016X and Formalex® Remote, respectively.
Each data point corresponds to the average value of five analysed welds. The length of the vertical error bars results from the minimum and maximum determined strain rates. The length of the horizontal error bars results from the minimum and maximum determined values, as described above.
Welds with a high width-specific number NGB ≥ 17 of grain boundaries exhibit a low hot cracking susceptibility as indicated by the low critical compressive strain rate values or even tensile critical strain rates.
The critical strain rate was increased from about −4% s−1 for welding velocities of ≥6 m min−1 (red and blue triangles and circles in Figure 7) to about −1% s−1 at 3 m min−1 (green data points in Figure 7), i.e. the hot cracking susceptibility was reduced by 75 % only by optimisation of the welding parameters.
Critical strain rates of welds in different AlMgSi aluminium alloys welded with different welding velocities as a function of the width-specific number NGB of grain boundaries.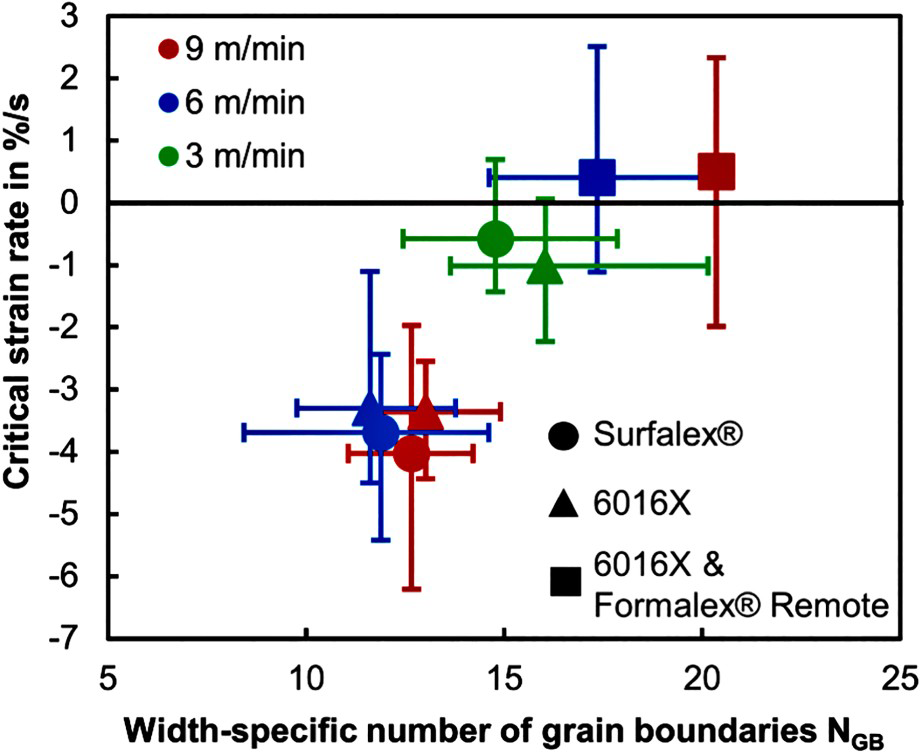
Tensile critical strain rates were only achieved for welds that contained titanium by including Formalex® Remote in the joint. Highest tensile strain rates of about +25% s−1 were measured for laser beam welding of pure Formalex® Remote, as shown in former work of the authors [2]. Since the shrinkage coefficient is reduced [26] and the backfilling conditions are improved by silicon [27], the high silicon content of the Formalex® Remote with certainty contributes to these high values as well.
A direct relation between the critical strain rate
 and the width-specific number NGB of grain boundaries can be identified by the data points in Figure 7. The critical strain rate
and the width-specific number NGB of grain boundaries can be identified by the data points in Figure 7. The critical strain rate
 increases with increasing width-specific number NGB of grain boundaries. This trend is consistent with the linear influence of the number of grains on the critical deformation rate in Equation (1) [14, 15].
increases with increasing width-specific number NGB of grain boundaries. This trend is consistent with the linear influence of the number of grains on the critical deformation rate in Equation (1) [14, 15].
Figure 7 shows that the susceptibility to hot cracking of a weld is reduced by an increase of the width-specific number NGB of grain boundaries. This can be achieved by both studied strategies:
By optimisation of the welding parameters, the increase of the width-specific number NGB of grain boundaries was mainly driven by an increase of the width weqx of the equiaxed zone. By introducing alloying additives the increase of the width-specific number NGB of grain boundaries was driven by an increase of the width weqx of the equiaxed zone as well as a decrease of the grain size deqx.
However, it should be noted that in a practical application slow welding velocities lead to high thermal losses [23] and thus may affect the thermomechanical load on the weld adversely.
Summary
A high number of grain boundaries across the width of the weld, i.e. a high width-specific number NGB of grain boundaries, leads to a reduction of the susceptibility to hot cracking of the weld. A high width-specific number NGB of grain boundaries can be achieved by a reduction of the grain size or an enlargement of the width of the zone with an equiaxed grain structure.
Slow welding velocities are beneficial as long as they produce a wide weld seam with a wide equiaxed zone and do not cause a less advantageous thermomechanical load.
Special alloys with a high titanium content provide a strong nucleation during solidification which maximises the extent of the zone with equiaxed grains and minimises the size of the grains.
A significant reduction of the hot cracking susceptibility of a weld can already be achieved by optimising the welding parameters. For a minimum susceptibility to hot cracking alloying additives have to be applied.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the authors.