
Abstract
The weldability in terms of susceptibility towards hot cracking of selective laser melted (SLM) Alloy 718 was investigated and wrought Alloy 718 was used as reference material. Varestraint testing was carried out by means of investigating the weldability in three conditions; (1) SLM as-built, (2) hot isostatic pressing at 1160°C at 105 MPa for 3 h and (3) wrought Alloy 718 in the mill-annealed condition. The material exhibited intergranular cracking in all three conditions; however, the SLM HIPed condition had an increased magnitude of crack susceptibility at all strain levels. The increased sensitivity of the HIPed material was due to the significantly larger grain size in comparison. The SLM as-built condition showed the same degree of cracking as the wrought material.
Introduction
Selective laser melting (SLM) is an additive manufacturing (AM) process for fabricating metallic parts by selectively melting fine powder particles using the laser. Production of near-net-shape complex geometries, minimum material wastage, and weight optimisation are some of the advantages of the technology. However, one drawback of the technology is that the dimensions of the SLM-manufactured objects are often quite limited due to the nature of the process and size of the production chamber. To be able to fully utilise the SLM process as a commercial production process, joining of small parts to build larger-sized or complex shaped components will be an issue. Since welding is the main joining method for metallic materials, the behaviour of SLM-manufactured material during welding is an important concern that needs to be investigated.
Alloy 718, in wrought and cast forms, is one of the most utilised superalloys in the aerospace industry and has been so for many years. Alloy 718 is an iron–nickel-base precipitation hardening superalloy that originally was developed to overcome issues with regard to strain age cracking during post-weld heat treatments, which at the time were faced in other alloys such as Waspaloy. On the other hand, the alloy suffers in terms of hot cracking during welding. These intergranular hot cracks form when liquid is present simultaneously with thermal contraction stresses. The source of the liquid in the heat-affected zone (HAZ) of Alloy 718 apart from melting point depressant elements is the constitutional liquation of Nb carbides in wrought and Nb carbides and Laves phase in cast form. Welding of cast Alloy 718 is more difficult than the wrought material because of the inhomogeneous structure due to extensive interdendritic segregation of primarily Nb. In Alloy 718, the Nb is added to promote strengthening by gamma double prime (γ’’) precipitation. Segregation of Nb leads to precipitation of Nb carbides and γ/Laves phase eutectic that resides in the interdendritic areas during solidification in processes such as casting, welding and AM [1-5].
SLM-manufactured Alloy 718 microstructure is similar to cast or welded microstructure but at a significantly smaller scale. According to previous studies [2, 3], γ/Laves phase eutectic and fine MC carbides rich in Nb and Ti were detected in the interdendritic regions in SLM as-built Alloy 718. The microstructure of SLM parts that have been further processed by hot isostatic pressing (HIP) disclosed a change from columnar to equiaxed grain structure with Nb and Ti carbide precipitates homogeneously distributed within the matrix. Furthermore, it was also claimed that SLM as-built and SLM-HIPed Alloy 718 contained γ’’ precipitates which contributed to a high hardness value in the material [3, 4].
Since Alloy 718 accounts for a significant portion of all superalloy production and usage, an advanced production technology such as SLM is of high interest. Producing small parts and complex geometrical parts, using SLM and joining them to each other or to sheet or cast parts to fabricate larger structures can be a possibility to save weight and cost. However, the major challenge with this strategy will be to join the parts by welding and not least to deal with the concern related to hot cracking. Varestraint testing [6] is a weldability testing method, which enables studies on the materials susceptibility towards hot cracking. Varestraint testing is accomplished by applying a bending strain to produce cracking during actual welding [7]. In the present study, Varestraint weldability testing has been utilised to investigate the hot cracking susceptibility of SLM as-built and SLM HIPed Alloy 718. Wrought Alloy 718 is used as reference material to compare the hot cracking susceptibility of SLM Alloy 718.
Experimental procedure
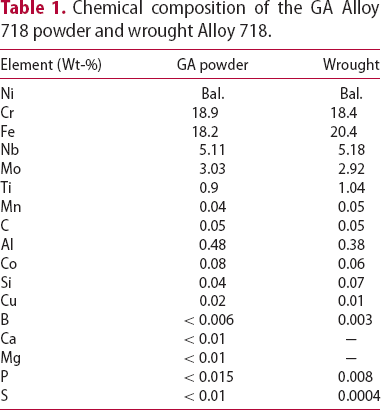
Chemical composition of the GA Alloy 718 powder and wrought Alloy 718.
The Varestraint tests were conducted using the gas tungsten arc welding process with a welding current of 70 A, welding speed of 1 mm s−1, and an arc length of 2 mm. The plates were bent with a stroke rate of 10 mm s−1. The die mandrel radii used were 40, 60, 100, 200 and 300 mm, which led to augmented strains between 4 and 0.5%. The material thickness has been taken in account while calculating the augmented strain for each specimen. Three repetitions were made at each strain level. The SLM-manufactured samples were welded parallel to the building direction (Figure 1(a)). Total crack length (TCL), the length of all visible cracks in both HAZ and fusion zone (FZ), was used as the criteria for evaluating the cracking susceptibility.
(a) Weld cross-section of SLM as-built and (b) weld top surface of SLM HIPed Alloy 718 tested at 4% augmented strain.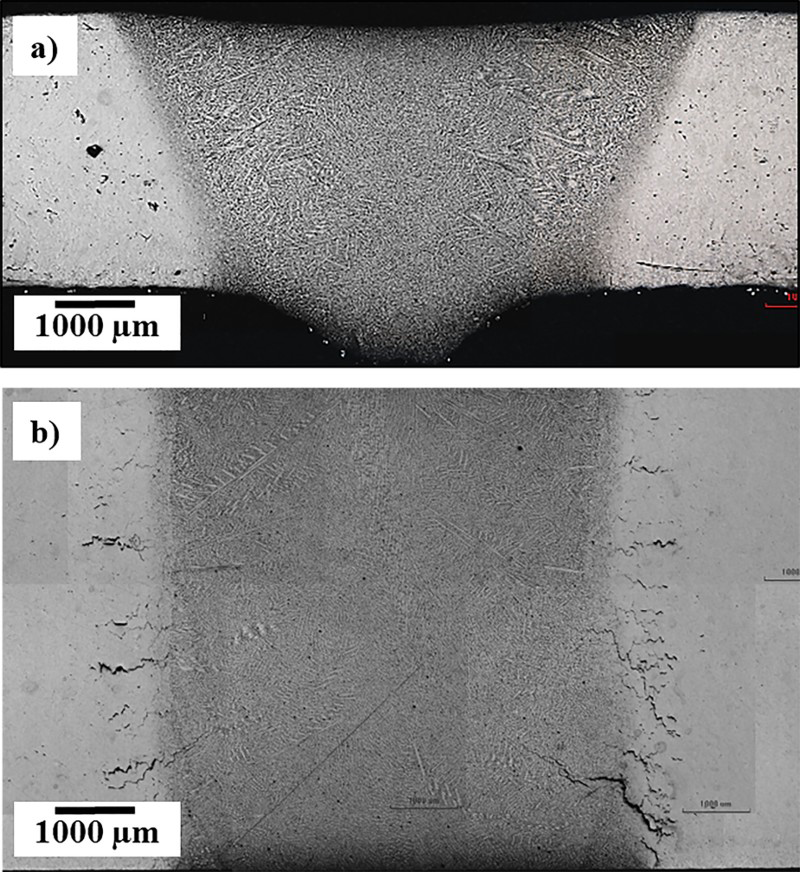
The TCL was measured using a stereomicroscope. Cracks were not easily visible due to the oxidation after welding and therefore manual polishing (3-µm diamond suspension) was needed, followed by electrolytic etching with Oxalic acid according to standard methods. After measuring the TCL, samples were cut out from the plates for more in-depth microscopic investigations. Samples from weld cross-sections (Figure 1(a)), as well as specimens showing the top surface (Figure 1(b)) along the weld, were mounted, ground, polished and electrolytically etched with oxalic acid.
The grain size was measured according to ASTM E112-12. An optical microscope and a scanning electron microscope (SEM), equipped with a backscatter electron detector, was used for microstructural characterisation together with an Energy Dispersive Spectrometer (EDS) to analyse the chemical composition of the phases.
Results
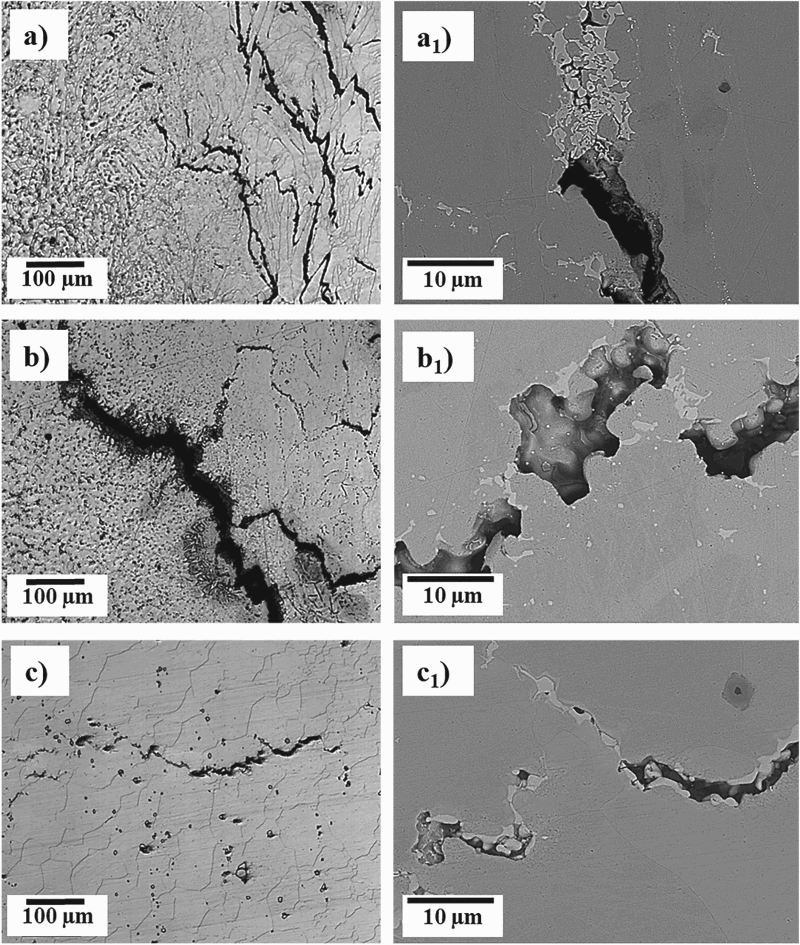
The SLM as-built Alloy 718 exhibited columnar dendritic grain structure (Figure 2(a)). After HIP processing, the columnar microstructure was transformed into an equiaxed grain structure with enlarged grain size (Figure 2(b)). The wrought Alloy 718 showed an equiaxed grain structure (Figure 2(c)).
OM and SEM images of Alloy 718 plates used in the study; (a and a1) SLM as-built, (b and b1) SLM HIPed and (c and c1) wrought.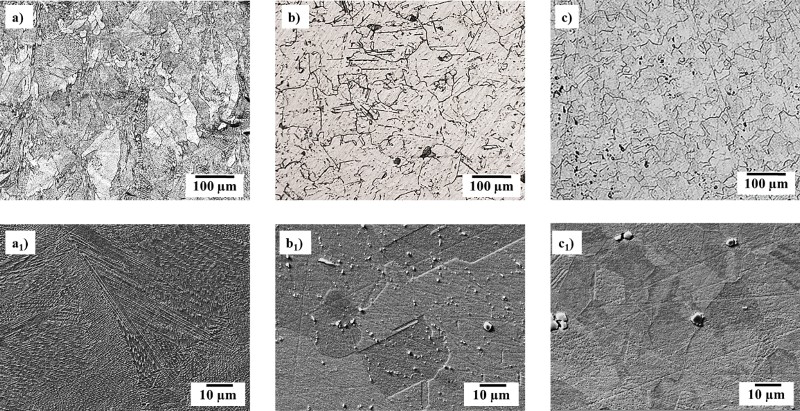
The SLM as-built specimen had an average grain length of 80 µm and width of 20 µm (Figure 2(a)). Grain size measurement of the SLM as-built specimens by the intercept method according to the ASTM standard resulted in an average grain size of 26 µm. The SLM HIPed specimen had an average grain size of 60 µm (Figure 2(b)). The wrought Alloy 718 had an average grain size of 25 µm (Figure 2(c)). The microstructure of all three conditions contained various types of phases. In the SLM as-built (Figure 2(a1)), the interdendritic regions were Nb-enriched. In SLM HIPed (Figure 2(b1)) and wrought (Figure 2(c1)), the MC type carbides were homogenously distributed within the matrix. The size of carbides was smaller in SLM HIPed in comparison to the carbides in the wrought condition. EDS analysis showed that most of the phases mainly consisted of Nb and Ti.
The TCL versus augmented strain of the SLM as-built, SLM HIPed and wrought Alloy 718 in Varestraint testing is shown in Figure 3. The graph shows the susceptibility to form hot cracks, both in HAZ and FZ, during welding. The magnitude of TCL is larger at every strain level in the HIPed condition. The threshold strain, i.e. the strain to initiate cracking was between 0.8 and 1.6% strain for the SLM as-built and wrought. A linear extrapolation of the curve showing results for HIPed condition predicts a threshold strain between ∼0.4 and 0.6% for crack initiation. The saturated strain, i.e. the level of strain above that TCL does not change, was at 2.6% strain for all three conditions.
Average TCL in HAZ and FZ versus augmented strain of Alloy 718. Note the significant higher cracking susceptibility of the HIPed material.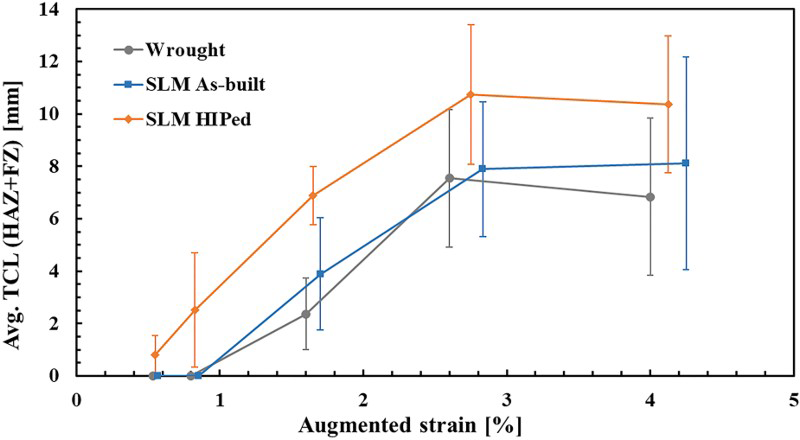
The crack appearances after the Varestraint testing are shown in Figures 4 and 5 for all three material conditions. The cracks in the SLM as-built and HIPed material occurred in the HAZ and continued into the FZ. The hot cracking occurred in an intergranular manner and irregularly shaped constituents surrounded the cracks. EDS analysis of these constituents showed them to be Nb-rich. It was also seen that the width of the cracks, in general, was larger in the HIPed condition in comparison to the as-built condition. Five cracks from each condition, tested at the largest augmented strain, were measured at the largest width for each crack (Figure 7(a)) and averaged together with the standard deviation to confirm this observation. As can be seen, the HIPed condition disclose a larger averaged crack width, ∼70 µm (standard deviation of 37 µm), in comparison to the as-built condition having a crack width of ∼30 µm (standard deviation of 9 µm).
OM images of FZ, HAZ and base metal microstructure of (a) SLM as-built, showing (1) building direction of SLM-manufactured plates and (2) welding direction during Varestraint tests, (b) SLM HIPed and (c) wrought Alloy 718. HAZ cracking in specimens tested at 4% augmented strain; (a and a1) SLM as-built, (b and b1) SLM HIPed and (c and c1) wrought Alloy 718.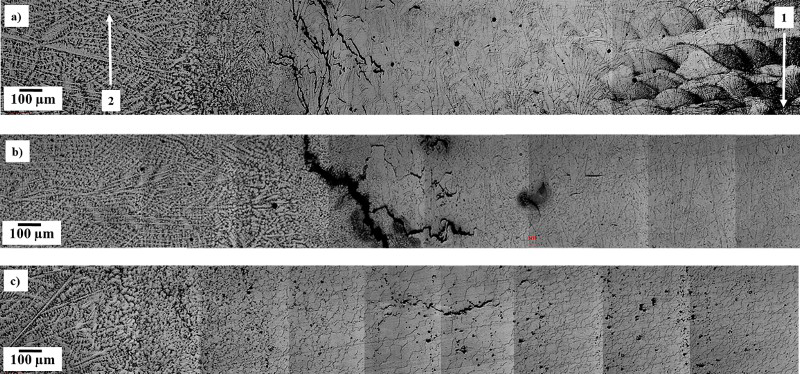
The solidification structure of the weld FZ of SLM as-built Alloy 718 revealed γ/Laves phase eutectic and MC carbides as shown in Figure 6(a). Figure 6(b) shows HAZ of the material with liquated grain boundaries.
(a) SEM image of weld FZ showing (1) MC carbide, (2) γ/Laves phase eutectic and (b) OM image of HAZ showing liquated grain boundaries of the SLM as-built Alloy 718.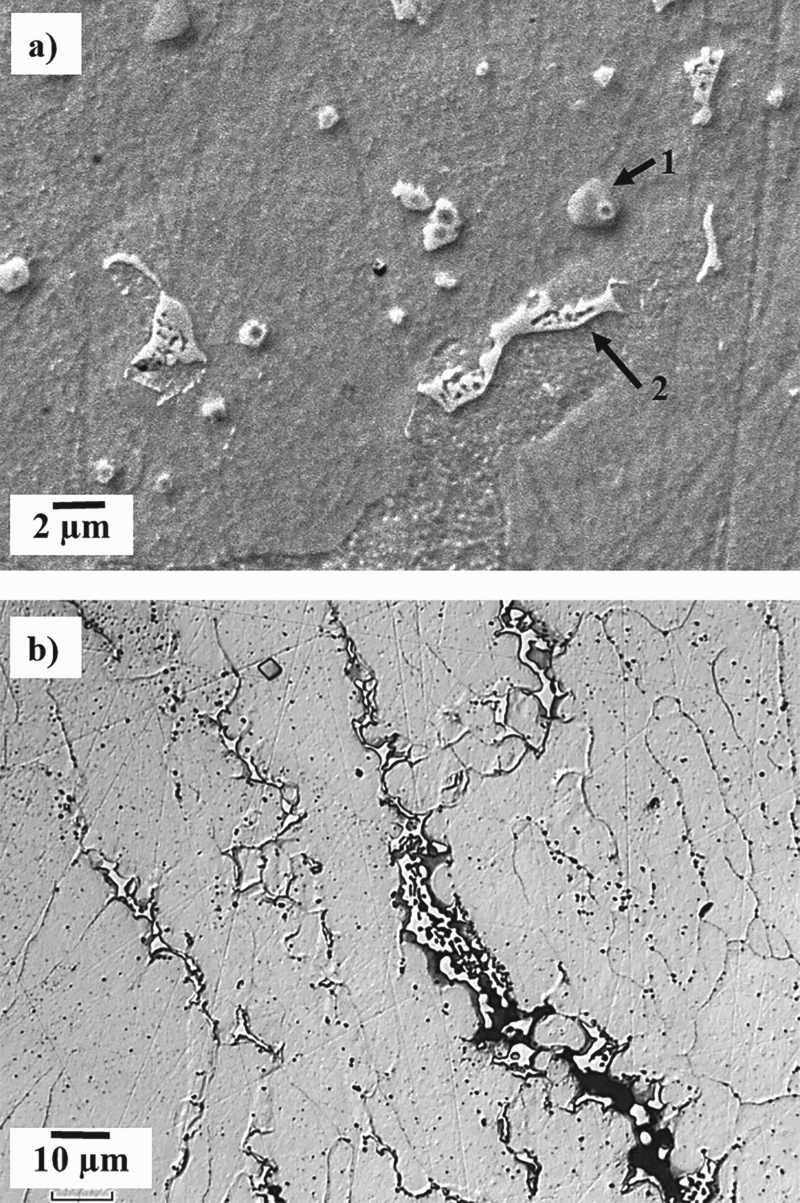
Figure 7 disclose the crack appearance in the HAZ of SLM as-built and HIPed conditions showing a mushy eutectic (presumably γ/Laves) constituent surrounding the intergranular cracks.
OM images of crack appearance in the HAZ of (a) SLM as-built and (b) HIPed Alloy 718. Arrow shows an exemplary sketch of crack width measurement.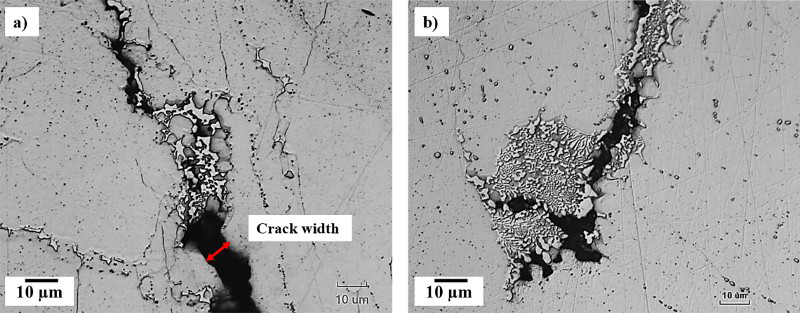
Discussion
The main parameter evaluated in this paper was the hot cracking susceptibility of SLM-manufactured Alloy 718 using the Varestraint testing. The SLM HIPed condition had an increased degree of hot cracking at all the strain levels. This was further strengthened by the observation that the average crack width was larger in the HIPed material, as seen in Figures 4 and 5. The increased sensitivity was due to the larger grain size of the HIPed material. The grain boundaries of coarse grain size material are more prone to cracking because they have to accommodate larger localised strains compared to the material with smaller grain size [8, 9]. This in turn increases the grain boundary sliding. Furthermore, less grain boundary area associated with coarse grain size results in more stress concentration applied to grain boundary triple points in which crack initiation is most likely to occur [8]. However, it should be pointed out that from the present work it is not possible to judge where crack initiation had taken place.
From the results in Figure 3, it seems like the SLM as-built specimens have the same cracking sensitivity as the reference wrought material and they also seem to have the same grain size. However, the as-built specimen had a columnar dendritic structure while the wrought material had equiaxed grains. Consequently, the grain size of the as-built material is quite small perpendicular to the growth direction. Thus, it would be expected that the as-built specimens should show even better crack resistance than the wrought material, but this was not confirmed by the measurements. On the other hand, by looking at Figures 4(a) and 5(a) it seems that the cracks to a large extent were following the vertical grain boundaries in the as-built sample. In the wrought material, the cracks followed horizontal grain boundaries (Figures 4(c) and 5(c)). Cracking in all three conditions occurred due to liquation mechanism [8] with irregularly shaped constituents surrounding the cracks. These constituents were Nb-rich and thus could be Nb carbides or γ/Laves phase eutectic [10]. The weld FZ of the SLM as-built condition revealed γ/Laves phase eutectic and MC carbides (Figure 6(a)), similar to that reported in the previous studies regarding weld FZ of wrought Alloy 718 [1, 11]. In the HIPed material, cracks followed both vertical and horizontal directions (Figures 4(b) and 5(b)).
Conclusions
Varestraint testing was carried out by means of investigating the weldability in three conditions of Alloy 718; (1) SLM as-built, (2) HIP and (3) Wrought. The material exhibited intergranular cracking in all three conditions; however, the SLM HIPed condition had an increased magnitude of crack susceptibility at all strain levels. The increased susceptibility towards hot cracking of the SLM HIPed Alloy 718 was due to the larger grain size. The as-built SLM Alloy 718 showed the same degree of cracking as wrought Alloy 718.
Footnotes
Acknowledgements
We also acknowledge the support and input from GKN Aerospace Sweden AB. Special thanks to Kjell Hurtig and Kenneth Andersson at University West for their help in Varestraint testing and SEM micrograph analysis.
Disclosure statement
No potential conflict of interest was reported by the authors.