
Abstract
Surface treatments on polymer-based materials are frequently used to enhance mechanical and physical properties. Cold spray is a metallisation technique that provides a viable solution to overcome the main drawbacks of conventional thermal spray processing techniques related to surface degradation at high temperatures. This review provides a critical overview on the metallisation of polymers and polymer matrix composites using cold spray. It offers an informative read on different approaches, bonding mechanisms, spraying procedures and parameters that influence the deposition efficiency, and the features of the coating. The future scope section broadly highlights potentially relevant areas for further developments using the method for metallising polymer-based substrates.
Introduction
Polymer-based materials exhibit advantageous properties, such as lightweight, formability as well as corrosion resistance [1]. Over the years, they have found an increasing use in aerospace, automobile, structural, packaging, and energy sectors [2,3]. Polymers are commonly classified into three broad groups exhibiting different mechanical and thermal behaviour: thermoplastics, thermosets, and elastomers [1]. Materials’ properties are sensitive to chemical composition, chain length alteration, degree of branching, and introduction of additives [1]. They are also employed as matrix or primary phase in polymer matrix composites (PMC). For polymeric components, major limitations are related to poor electrical conductivity [4], erosion and wear resistance, and low in service temperatures [5]. The metallisation of polymers and PMC surfaces is an attractive solution to overcome these restrictions [2,6,7] and providing enhanced electrical conductivity, thermal conductivity, electromagnetic interference shielding, erosion, and radiation protection [6]. This has been the subject of extensive investigations [8,9]; however, few of them considered CS as a coating technique. Polymer metallisation has been incorporated in several applications ranging from aesthetics, electronic system development, and polymer parts protection using conventional metallisation techniques such as physical vapour deposition (PVD) [10,11] and chemical vapour deposition (CVD) [12]. The major drawbacks associated with these techniques (use of vacuum) are the restriction on workpiece size, the coating thickness (not higher than 10 μm) along with a high processing cost [5]. Electroless plating has allowed metals and alloys thin film deposition on insulating substrates, namely polymers, glass, and ceramics [13]. Other traditionally employed techniques involve high-temperature thermal spraying [14]. In this case, metallic particles are accelerated by using high energy sources, such as plasma [15] or flame [16] techniques, promoting deposition in a semi-molten or molten state [7]. The deposition is affected by several factors: velocity and temperature of the impacting particles, roughness and temperature of the substrate surface, and relative angle between the particle trajectory and the substrate at impact [17]. The prime limitations concerning the thermal spray techniques are the generation of high-temperature flames and substrate surface distortion occurring during the impact from the molten particles and high-temperature exposure. The incomplete bonding of the coarse powders spray can generate porosity increases. The thermally sprayed coatings are prone to be exposed to the oxidation issue attributed to the inflight contact with oxygen from the ambient air. Conventional thermal spraying methods are challenging to apply in the case of intermetallic, nanophase, and amorphous materials due to the degradation of the materials being deposited. For low processing temperature materials such as polymers, the use of thermal spray is limited due to the drawbacks mentioned above [3,6,18–20]. A detailed review about the thermal spraying technique applied to polymeric substrates focusing on various intriguing aspects such as surface preparation measures, spraying parameters, and bond strength is available in the literature [14]. Specifically, aspects such as bond strength and improvement in adhesion cover key roles in the polymers and metallisation of PMCs. The consistent difference in polarity between polymeric surfaces and the deposited metals is the principal factor thwarting the attainment of a consistent adhesive strength between the coating and the composite substrate. The resultant weak adhesion can yield detachment of the coating from CFRP causing an increase in permeability. Two alternative strategies can be adopted to improve the adhesion: to increase the surface roughness and therefore to increase the mechanical adhesion, or to improve the adsorption and wettability via modification of the surface energy. The literature indicates the utilisation of contemporary metallisation techniques such as PVD, CVD, Electroplating, and thermal spray for metallisation and assessment of the adhesion and bond strength between the depositing layer and the polymer-based substrate. Njuhovic et al. investigated the former route by assessing the effect of the mechanical pre-treatment and generation of surface structure on the adhesion of Cu electroplated fibre reinforced composites [21]. Garcia et al. focused on the latter route of electroless plating of acrylonitrile–butadiene–styrene (ABS) polymers by applying a prior chemical treatment to enhance the surface energy and wettability by oxidising the surface and in turn increase the mechanical adhesion. They performed quantitative adhesion tests that indicated improved adhesion between the ABS substrates and the Cu and Ni layers [22].
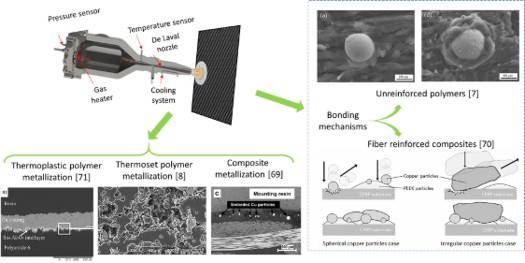
The cold spray (CS) process deposits particles in the solid-state, without any melting [19]. This facilitates its application to the metallisation of materials at low temperatures, including polymers and PMC [18]. The process is also referred as: cold gas dynamic spraying (CGDS), high-velocity particle/powder consolidation (HVPC), kinetic spraying (KS), supersonic particle/powder deposition (SPD), dynamic metallisation (DYMET), and kinetic metallisation (KM) [7,23]. In principle, during CS, a supersonic carrier gas, typically nitrogen or helium, is used to accelerate the depositing particle. The temperature of the expanded gas stream is relatively low (ranging between 100°C and 500°C) at nozzle exit [24]. The metallic particles are then accelerated through the de Laval type of nozzle, converting the enthalpy of expanded gases into kinetic energy. Upon acquiring the critical velocity, the particle impingement on the substrate takes place. By definition, Vcr is the velocity that an individual particle must attain in order to be deposited after impacting on the substrate [25]. The supersonic velocity is typically in the range of 300–1200 m s−1. The metallic coating is deposited on the substrate as a consequence of the significant plastic deformation of the impinging particles [6,7,26]. During the past few decades, several developments and different configurations of the CS process have been implemented. As a macroscopic classification, two basic variants of the process, namely low-pressure cold spray (LPCS) and high-pressure cold spray (HPCS), are feasible. Figure 1 depicts a schematic of both the variants. Representative scheme of (a) low-pressure cold spray and (b) high-pressure cold spray process configurations.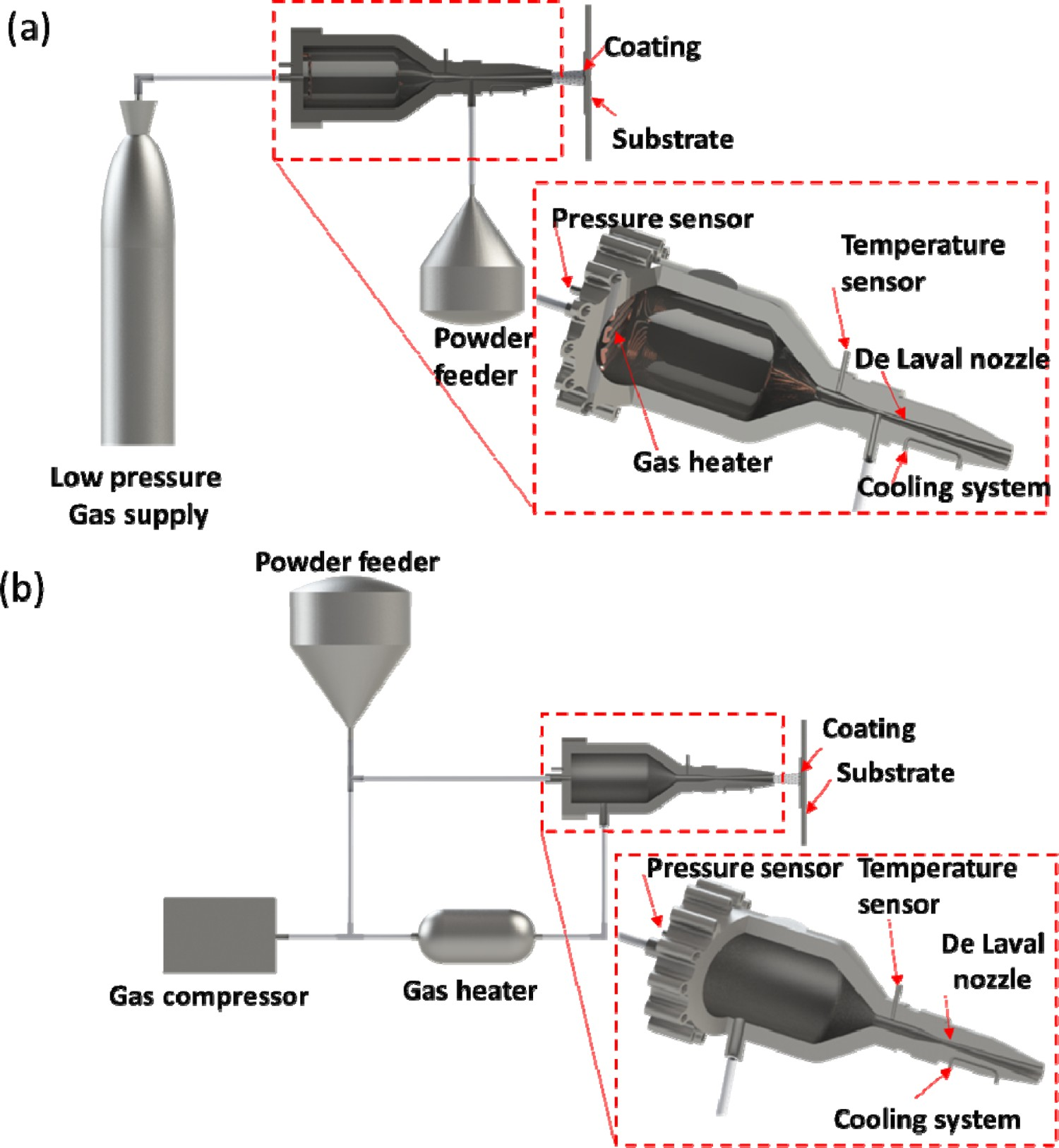
In LPCS, air or nitrogen supply is generally compressed in the pressure range of 0.5–0.9 MPa. The carrier gas is preheated at temperatures up to 550°C and forced to flow through the De Laval nozzle with a velocity of approximately 600 m s−1. The feedstock powder is inserted in the diverging section of the nozzle and then accelerated towards the substrate [18]. HPCS enables the deposition of particles at high pressures up to 4–5 MPa range and preheating gas temperatures up to 1000°C. The carrier gas, generally helium or nitrogen, is forced through a De Laval nozzle where the supersonic regime with a velocity of about 1000 m s−1 is attained. Eventually, the powders are fed axially into the gas stream before the nozzle throat and it is accelerated further towards the substrate. For a correctly tuned process, accelerated feedstock powder experiences a mechanical and/or metallurgical bonding upon impact with the substrate [18]. In both the configurations (LPCS and HPCS), the processing parameters, such as gas pressure and temperature, stand-off distance (SoD), velocity at nozzle orifice, powder feedrate, and gas flow rate [5], significantly influence the coating quality and the adhesion of the coating to the substrate.
Cold Spray technique provides the following set of unique advantages in comparison with the other conventional techniques such as PVD, CVD, electroforming, electroplating, and thermal spray techniques for polymer-based system: − reduced heat related effects, such as surface distortion and residual stress development, void formation, phase transformation and other microstructural changes in the coatings [6,19,20,27,28]; − no chemical reactivity or oxidation tendency, which makes it a suitable technique for Cu or Ti deposition [19,29]; − mitigation of embrittling phase along with macro and micro segregation of alloying elements during solidification [19]; − increase in compressive residual stresses due to the peening effect [19]; − capability to process large-sized or complex surface parts with flexibility and compatibility, since the spraying gun can be held by a robot arm or other flexible systems [6].
Summary of previous review efforts conducted on CS of different materials systems.
To date, few attempts for the metallisation by CS of polymers and polymer matrix composites have been conducted and reported in the available literature and a general understanding of this deposition has not been clearly provided. The largest number of materials substrates investigated in the area of metallic deposition on thermoplastics are PEEK, PEI, PP, PA6, PVC, PC, ABS, HDPE, PTFE, and in the area of thermosets is epoxy. Common metallic particles deposited are Al, Cu, Sn, Zn, and Fe. Whereas, the most commonly adopted PMC combinations are, CF reinforced PEEK, PA66, PP, epoxy, and GFRP. This paper provides a critical analysis of the published efforts on the polymeric materials metallisation using cold spray. The article is organised in three main sections, dealing, respectively, with bonding mechanisms, metallisation of unreinforced polymers by cold spray, and metallisation of reinforced polymeric materials by cold spray. Processing aspects, coating quality, and properties are discussed. Finally, conclusions and future research perspectives are provided.
Bonding mechanisms
A precise understanding of phenomena governing materials deposition can provide a generalised theory for checking the feasibility of CS [9]. Over the past decade, research efforts have been conducted to achieve a better understanding of bonding mechanisms in CS for various materials [39], including metals, ceramics, and polymers. Nozzle configurations, gas pressure and temperature, traverse speed, and powder feedrate are the commonly varied parameters in the studies [7].
Bonding mechanisms allowing for successful cold spray deposition significantly depend on the nature of the substrate. The metal deposition on metallic substrates, representing the most investigated case, occurs by basic mechanism involving severe plastic deformation [6,7,26,40] followed by metallurgical bonding and mechanical interlocking [7,39,41]. Metallurgical bonding has been addressed as the predominant mechanism [41]. To achieve strong bonding, plastic deformation of both sprayed particle and the surface of substrate is necessary [42]. Numerical simulation and experimental results evidenced high strain rate deformation and adiabatic shear instability (ASI) attributable to the severe plastic deformation phenomena occurring on particle–substrate impact [7,19,43–46] [43]. As a direct consequence of ASI, outward metal jets containing substrate and particle materials are generally promoted. The localised deformation is responsible also for the disruption of surface oxide film, which facilitates the establishment of the metallurgical bonding [19,47,48]. The heat generated by plastic strain is responsible for thermal softening and further localisation of the deformation [49]. Simultaneously, the metal jet formation in ASI can envelop the impacting particles. This results in mechanical interlocking between the particle and the substrate as another deposition mechanism [6,33,41]. Particles’ deposition is influenced by several factors, such as surface temperature and roughness, however, in the case of cold spraying, a clear understanding of the influence of each factor has not been reached yet. Generally, improved deposition was achieved by surface preheating [50–52], but this trend does not appear univocal [53]. The role of substrate surface roughness was investigated in literature [41,54–56], however, diverse opinions have been expressed that is an area for further studies. Higher substrate roughness yielded better plastic deformation and bonding. Inclusion of grit blasting in substrate preparation method determined an increase in the bond strength values whereas less aggressive preparation methods yielded improved mechanical properties [57–59]. Finally, reduced rebounding of the particles and improved metallic deposition efficiency was demonstrated assisting the cold spray by magnetic fields [60].
In case of metallic deposition on ceramic materials by CS, different hypotheses have been put forth to explain the bonding mechanism in the available literature. Assadi et al. indicated mechanical interlocking as a non-viable option due to the absence of severe plastic deformation and ASI in the substrate [44]. The adhesion of cold-sprayed metallic coatings on ceramics depends on a complex interplay of different mechanisms such as quasi-adiabatic shearing, static recrystallisation, and heteroepitaxial growth [45,61–64]. The influence of surface morphology on the deposition efficiency has been highlighted also for ceramic substrates. Kromer et al. employed laser surface texturing to create specific surface topography enabling the mechanical anchoring of the particles [65]. Nevertheless, different trends were observed depending on the sprayed powders.
Regarding the bonding mechanisms associated with CS on polymeric substrates, an exhaustive understanding has not been developed [9,66–68]. It is generally accepted that relatively ductile and less dense polymeric substrates provide a deeper embedment depth in comparison with the metallic substrates. The deposition of a metallic coating on polymers consists of a two-stage process, including the first layer formation and subsequent coating build-up. Consequently, two different mechanisms have been described, on the impacted surfaces: (i) particle-to-substrate impact (and bonding), involving the first layer formation, and (ii) particle-to-particle impact (and bonding), related to the build-up of the cold-sprayed particles [33]. Obviously, the deposition of the first layer governs the mechanical anchoring of the particle and the coating adhesion [4]. Experimental evidence from single particle impact tests confirmed that no metallurgical bonding occurs for polymeric substrates due to the lack of chemical reaction and diffusion. Che et al. demonstrated inconsistency of the ASI in first layer formation [9], while the single particle impact experiment (Cu on PEEK) conducted by Chen et al. indicated mechanical interlocking as a plausible mechanism [7]. In the first stage of metallic deposition, the polymer matrix experiences thermal softening due to the metallic particle impingement and the resultant dissipation of kinetic energy. Thus, metallic particles penetrate deeper into the polymer matrix. Successful deposition relies on particle velocity, particle and carrier gas temperature as well as increasing propelling gas pressures. Chen et al. indicated that at low propelling gas pressures, i.e. at 1.2 MPa (Figure 2(a)), adequate particle velocity was not attained, and no evidence of mechanical interlocking was found. On the other hand, by setting the propelling gas pressure as 1.6 MPa or higher (Figure 2(b)), formation of wrinkles and jet of material was promoted on the substrate, which enveloped the sprayed Cu particles (Figure 2(d)) [7]. Morphology of single Cu splat deposited on PEEK substrate at different propelling gas pressures: (a) 1.2 MPa, (b) 1.6 MPa, (c) 2.0 MPa, and (d) 2.4 MPa (Chen et al. [7]).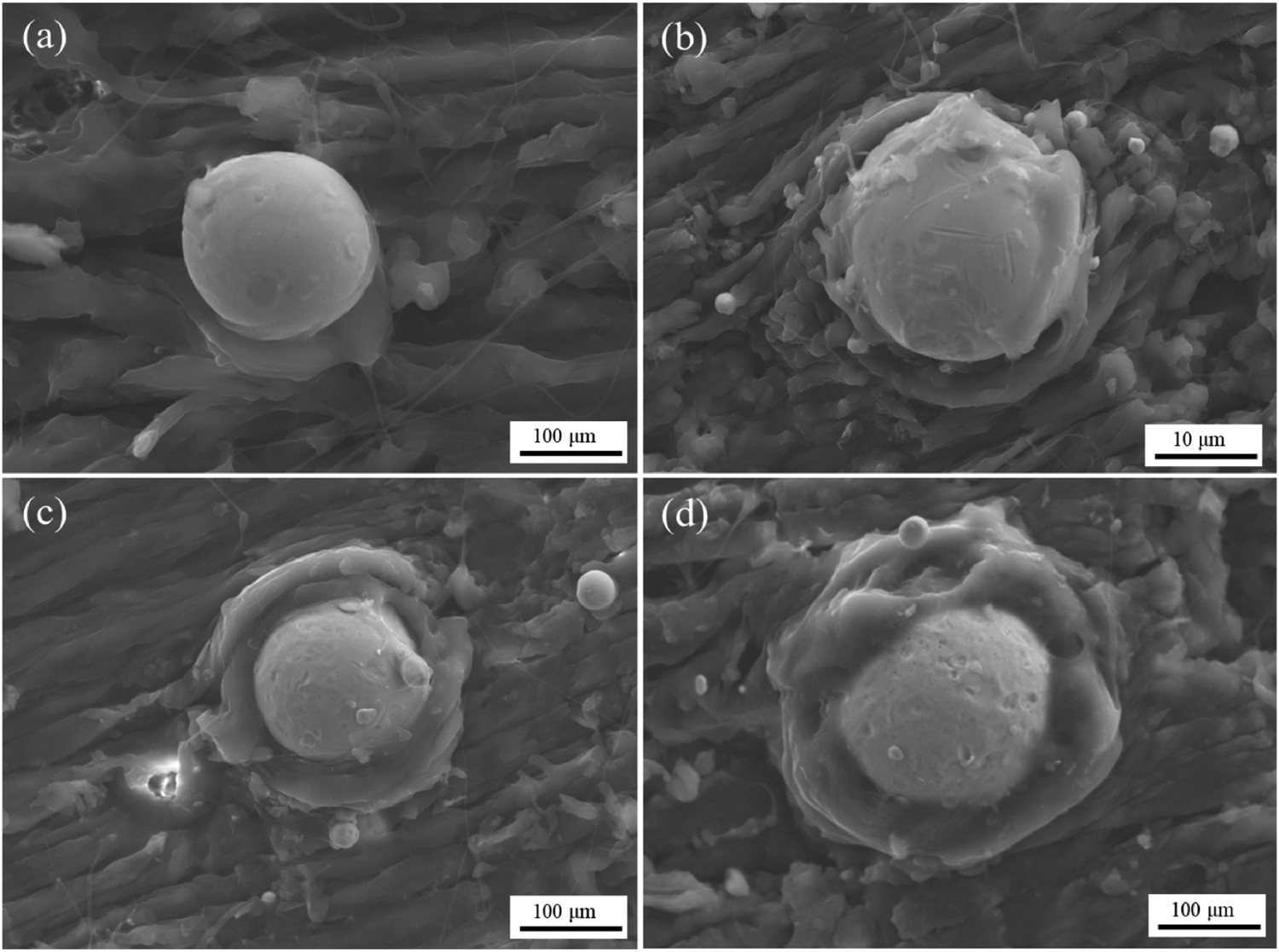
Particle and carrier gas temperature strongly influences mechanical interlocking. For thermoplastic polymers, processing temperatures should be tuned considering the glass transition temperature (Tg) of the substrate in order to ensure proper bonding between the metallic particle and the polymer substrate. By increasing the particle temperature above Tg, the polymer substrate is thermally softened and facilitates deeper penetration. On the other hand, cold spraying below Tg leads to the weak attachment of the particle on the substrate and inadequate anchorage [9]. Giraud et al. studied the single Al splat formation on PA66 substrate. It was observed that increasing the carrier gas temperature leads to pronounced thermal softening of the polymer matrix. This facilitates extended coverage of the polymer around the metallic particle, promoting, mechanical anchoring. As shown in Figure 3(a,b), shallow particle penetration resulted in better enveloping and coverage of the particle. Deeper penetration into the substrate occurred by increasing the carrier gas temperature from 200°C to 300°C (Figure 3(c,d)) [4]. SEM micrographs of cold-sprayed splats onto PA66 substrate. Cross sections (a–c) and 40° – tilted SEM micrograph (b-d) for respectively 2.5 MPa – 200°C (a,b) and 2.5 MPa – 300°C (c,d) (Giraud et al. [4]).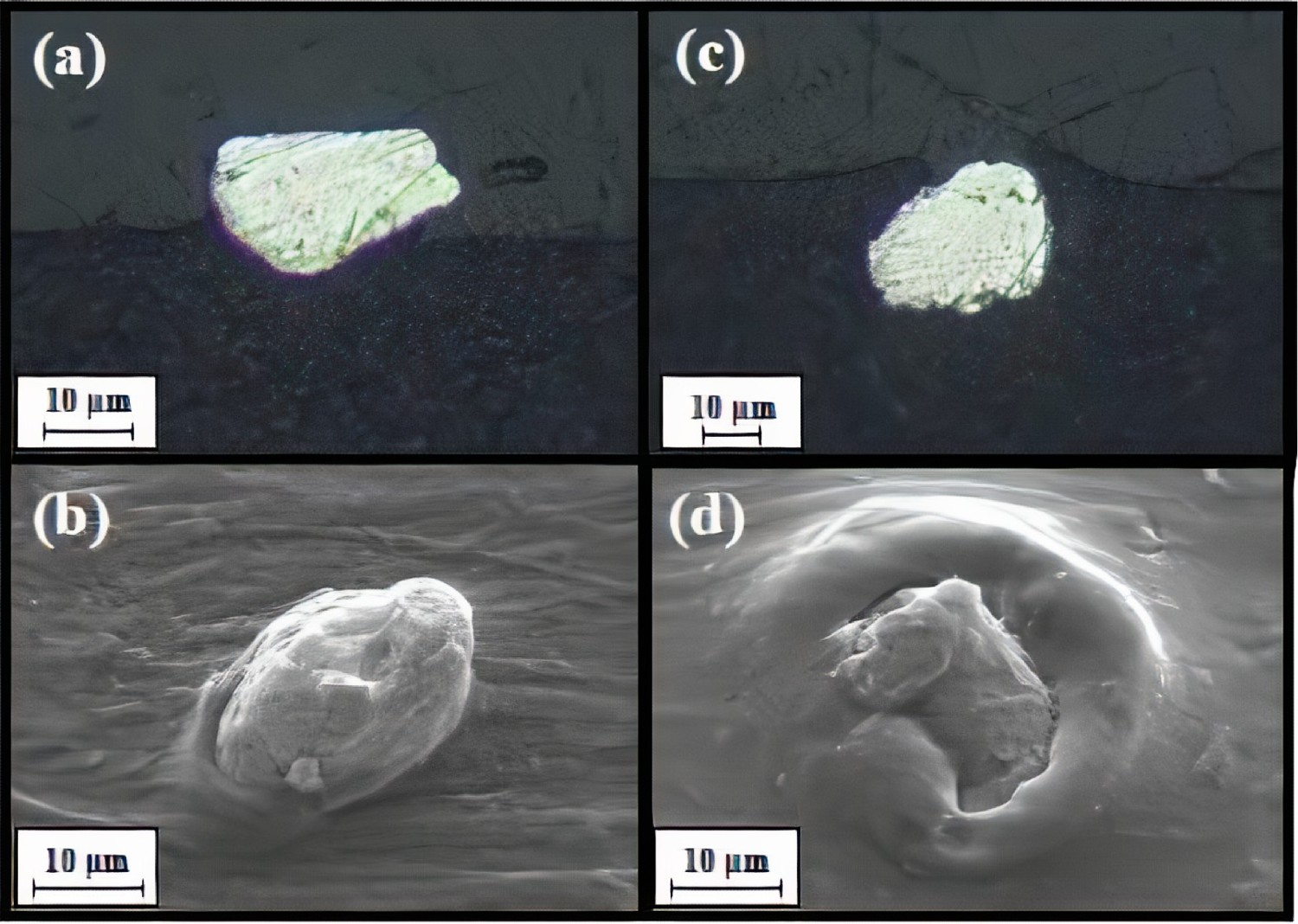
Apart from thermal softening, other mechanical properties, such as the resistance of the polymer to erosion at relatively high temperatures, govern the deposition process. Substrate damage helps in embedding the particle, however, excessive substrate damage leads to severe erosion [9]. Once the first layer is formed, it acts as a substrate for the subsequent build-up of the coating, reflecting a metal-on-metal deposition. During the coating build-up phase, there exists the possibility of peening effects from the impingement of the subsequent particles. An increase in the number of passes leads to an increase in the coating weight and causes a build-up of the coating. This facilitates denser coatings due to the reduction in the coating porosity [7]. Heat accumulation and plastic deformation can adversely affect the stability of the polymeric structure, as typically highlighted by modifications of the Raman spectra. Chen et al. measured Raman spectra of Cu coated and uncoated PEEK substrates. It was demonstrated that spectra of cold sprayed PEEK (at varying propelling gas pressure) matched with the original spectra of unmodified PEEK substrates (Figure 4). This, in turn, highlighted that the polymer structure was unaffected during the spraying operation at the low processing temperature [7]. Similar studies were conducted by Gardon et al. to check if the PEEK areas adjacent to the first adhered Ti particles were affected by the heat from the gas stream. The Raman spectra also indicated no degradation of PEEK [29]. Raman spectra of the PEEK substrate without coating and the zone of PEEK substrate close to the cold sprayed Cu coatings at different propelling gas pressures (Chen et al. [7]).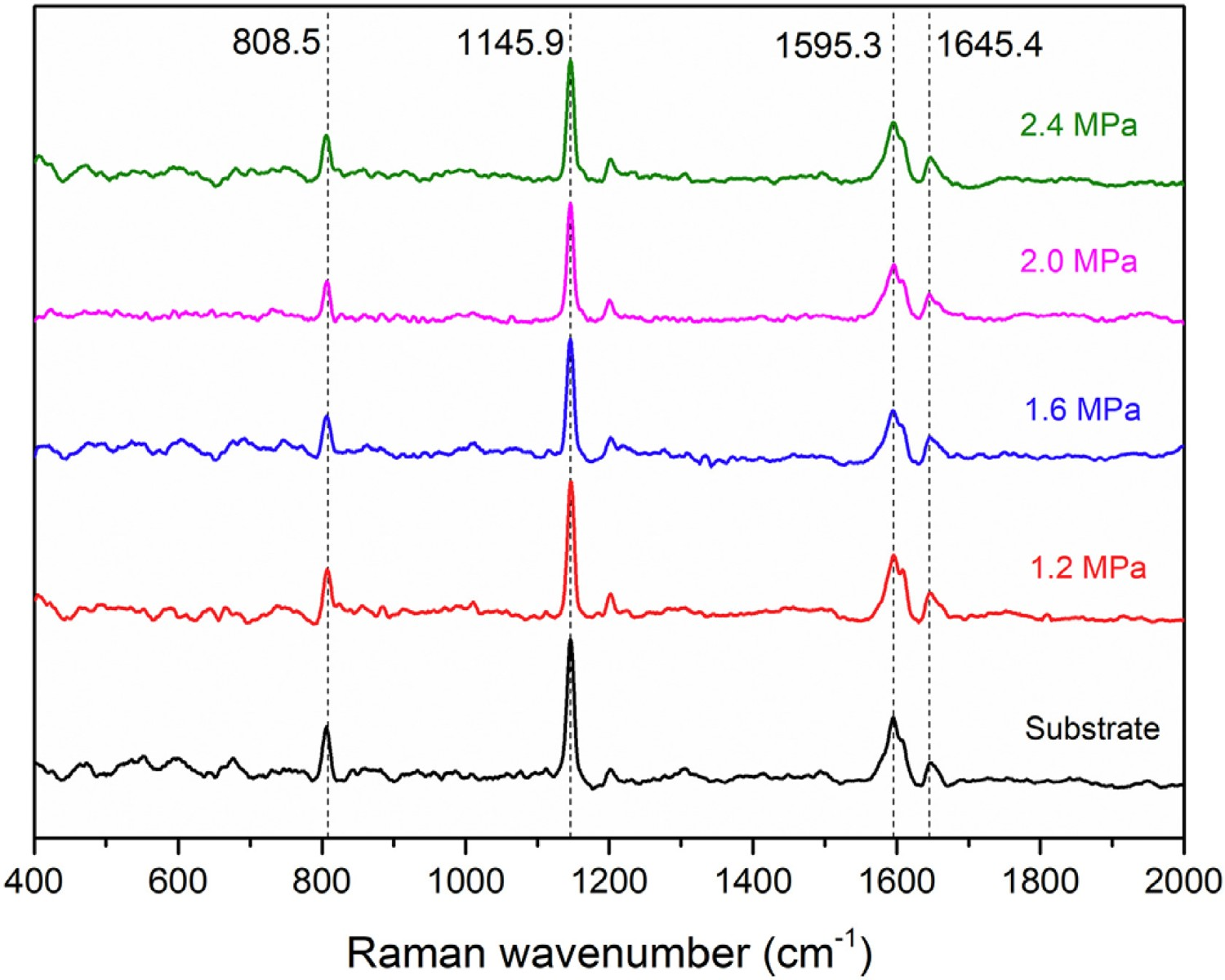
Particles’ deposition on polymer matrix composite materials depends on their adhesion and bonding in the primary phase. Consequently, similar mechanisms observed and discussed for cold spraying on unreinforced polymers can be extended to the reinforced case. Also in this case, a two-stage deposition, involving the development of the first layer followed by subsequent coating build-up, has been proposed, while the matrix materials, morphology of the feedstock powder, process setup and parameters influence the bonding mechanisms and the resultant coating [69]. Scarce literature was available regarding the role of reinforcement in PMCs during CS. Reasonably, reinforcing materials increases the stiffness of the substrate, thus influencing the dissipation of impact energy and the adhesion of the sprayed particles; however, the role of the reinforcement has not been systematically evaluated. During the metallisation of thermoset-based CFRP, due to the brittle matrix, bonding mechanisms involving severe plastic deformation and adiabatic shear instability were not applicable [42,69]. Furthermore, inherent difficulties are related to the erosion of matrix surface [42,69] and resultant exposure of the fibres. Che et al. proposed a bonding mechanism, namely the ‘crack filling’ mechanism [69], graphically reported in Figure 5. According to this mechanism, particles are transferred to the substrate through the hot gas stream experiencing temperatures higher than their melting points. This is likely to occur for low melting temperature materials, such as Sn. Since the residence time of particles inside the nozzle is relatively brief, melting initiates only at the surface of the particles before they exit the nozzle. Consequently, full particle melting is prevented, and the particle core remains solid with the surface partially melted. When partially melted particles impact the cracked epoxy substrate, crack filling takes place forming the first layer by mechanical anchoring with the substrate. The particle partial melting represents an integral basis of this mechanism, but this is not applicable for high melting point metals, such as Cu or Al, which may erode the CFRP surface instead. Schematic of the crack filling mechanism (Che et al. [69]).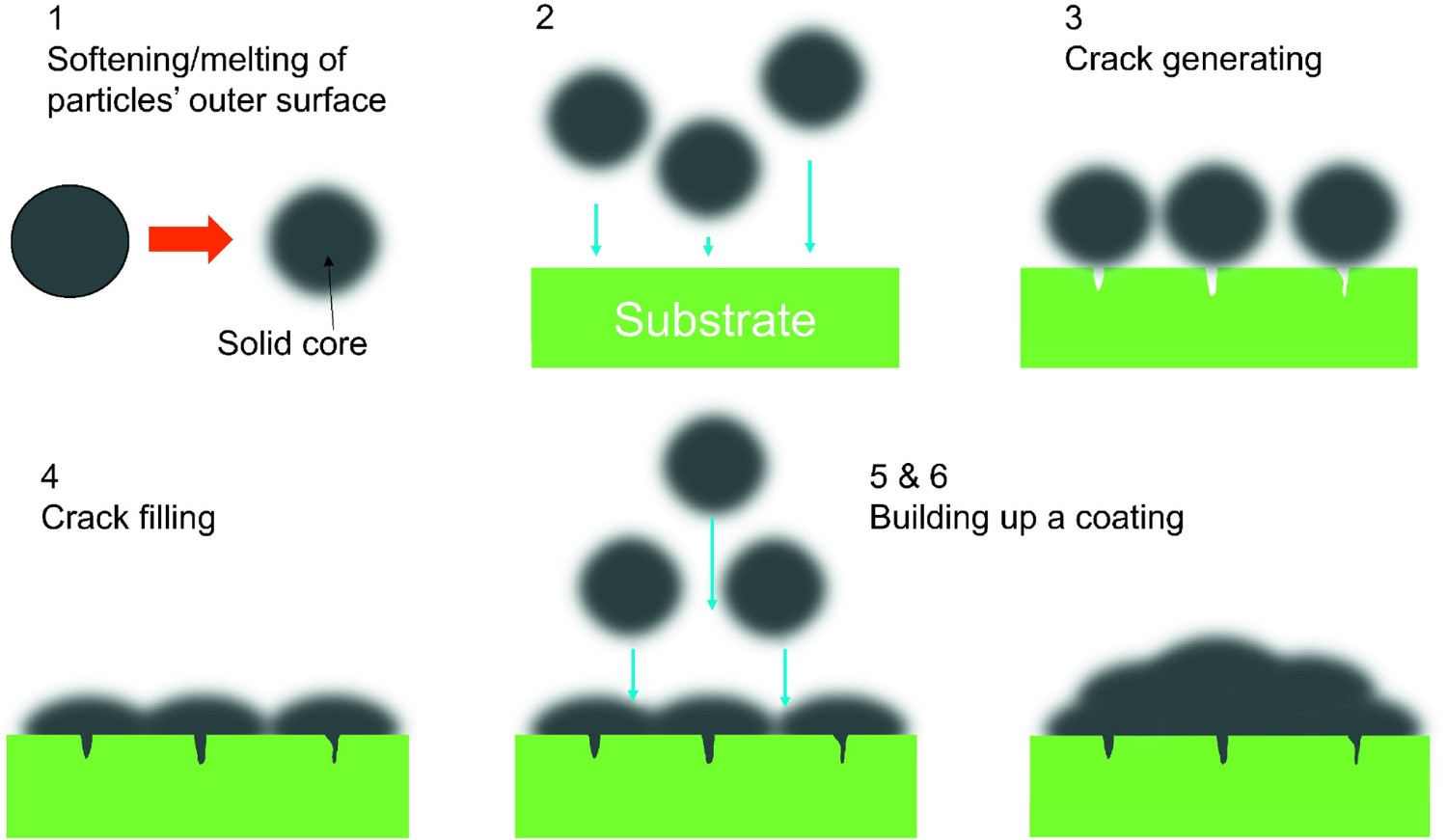
The same author formulated the processing window for successful deposition in terms of particle velocity 







Bortolussi et al. [70] demonstrated that the composition of the sprayed mixture as well as morphology of the particles influenced the two-stage bonding process, by cold spraying a mixture of PEEK and Cu feedstock powders on continuous carbon fibres/PEEK substrate (Figure 6). Fine spherical and irregular copper powders were considered in their investigation. In the case of fine Cu particles, substrate erosion and particle rebounding occurred in the absence of PEEK. On the other hand, coarse PEEK particles have better adherence to the substrate surface and act as an interlayer between the composite and metallic materials, promoting the deeper embedment of Cu particles. Effective metallisation is achieved by depositing subsequent layers on the preliminary sprayed materials, working at low pressures, high temperatures as well as consistent particle surface flow rate. Irregular or coarse Cu particles experience rebound since the relatively large size reduces the possibility of embedment into the PEEK matrix. Better anchoring of irregular Cu is expected after the adherence of few PEEK and smaller Cu particle deposition [70]. Schematic illustration of the two-stage build-up process for two types of copper shape (Bortolussi et al. [70]).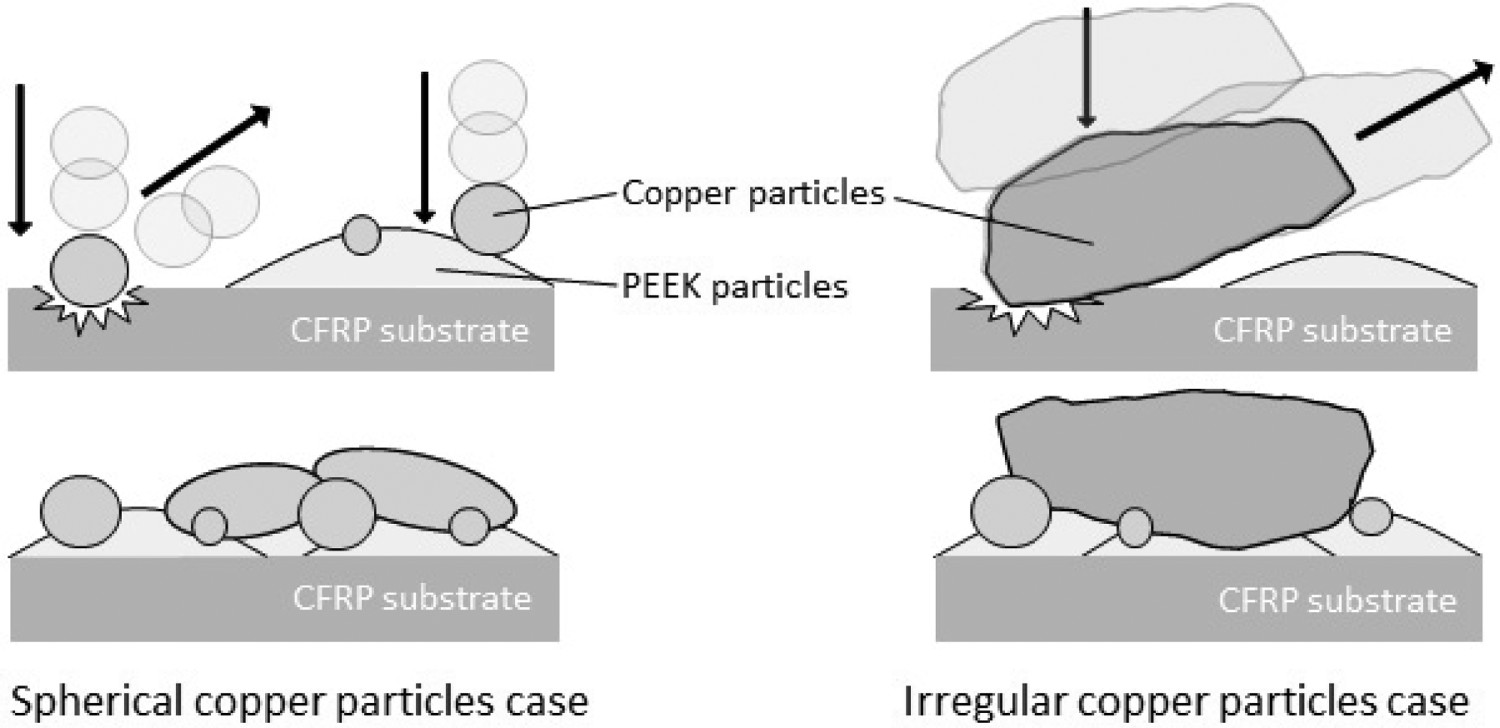
A different perspective was hypothesised by Affi et al. [42] for the cold spray of Al particles on CFRP. According to their observations, negligible deformation of the spherical particles was induced on impact and soft epoxy matrix absorbed impact energy without mechanical anchorage. Excluding the possibility of mechanical interlocking, particle bonding was explained as a physical bonding promoted by Van der Waals forces [42].
Metallisation of polymers by cold spray
Different metallisation techniques including cold spray have been employed in order to enhance the poor electrical and thermal conductivity of the unreinforced polymers [2,4,71]. In cold spray, the spraying conditions depend on the type of polymer and its physical and thermal properties. Therefore, gas heating, powder morphology, and cold spray jet movement can be tuned according to the specific requirements [72]. In the literature, the enhancement of properties such as electrical conductivity [7], antifouling behaviour [26,73], and hardness [2] by CS metallisation have been demonstrated. In the following subsection, materials investigated, parameters utilised, and the reported results are discussed.
Influence of processing parameters
Influence of cold spray processing parameters on different substrate and coating materials.
Giraud et al. investigated the effects of carrier gas temperatures and pressure upon cold spraying Al powders on PA66 substrate [4]. Dense and uniform coatings were produced at optimum conditions of 2.5 MPa and 250°C. At lower pressure, an irregular deposit formation was found, and some areas of the substrate remained uncoated. On the other hand, an increase in the pressure of the carrier gas from 1.5 to 3 MPa increased the deposition efficiency (DE). Carrier gas temperature also influences DE since it affects the substrate temperature. The softening of the substrate surface initiates upon approaching the glass transition temperature, facilitating the particle penetration. Giraud et al. showed that excessive increase of the carrier gas temperature overheats the substrate temperature (well above Tg) resulting in a dramatic drop in DE [4]. Ganeshan et al. investigated the influence of particle morphology and substrate materials on deposition efficiency by cold spraying spherical (SP) Cu and irregular (IR) Cu powders on epoxy and PVC substrates [8]. The influence of gas temperature (varied between 100°C and 400°C) and pressure (from 1 to 3 MPa) was studied. In the case of SP and IR Cu deposition on PVC, DE increased gradually with gas temperature, evidencing a peak at 200°C, followed by an acute drop above that temperature. This trend again can be correlated with the thermal softening temperature Tg of the substrate. Few particles adhered to the substrate at 100°C gas temperature, due to the insufficient thermal softening experienced by the substrate. The reduction in DE observed at a relatively higher temperatures (beyond 200°C up to 400°C) was explained considering that the excessive heating of the substrate promotes further softening and impinging particles do not have any firm impact with the substrate. Erosion and low DE were detected in the case of spraying thermoset epoxy substrates with SP and IR Cu, where particle impingement was observed at craters formed at the surface (Figure 7). An increase in temperature led to further substrate damage and, as a consequence, a subtle increase in DE was detected above 200°C due to particles stuck inside the craters and voids (Figure 7(b)) [8]. Surface morphology of epoxy substrate after particle collection test (using spherical copper powder) at a pressure of 2 MPa and temperature of (a) 373 K (100°C), (b) 473 K (200°C), (c) 673 K (400°C) (Ganesan et al. [8]).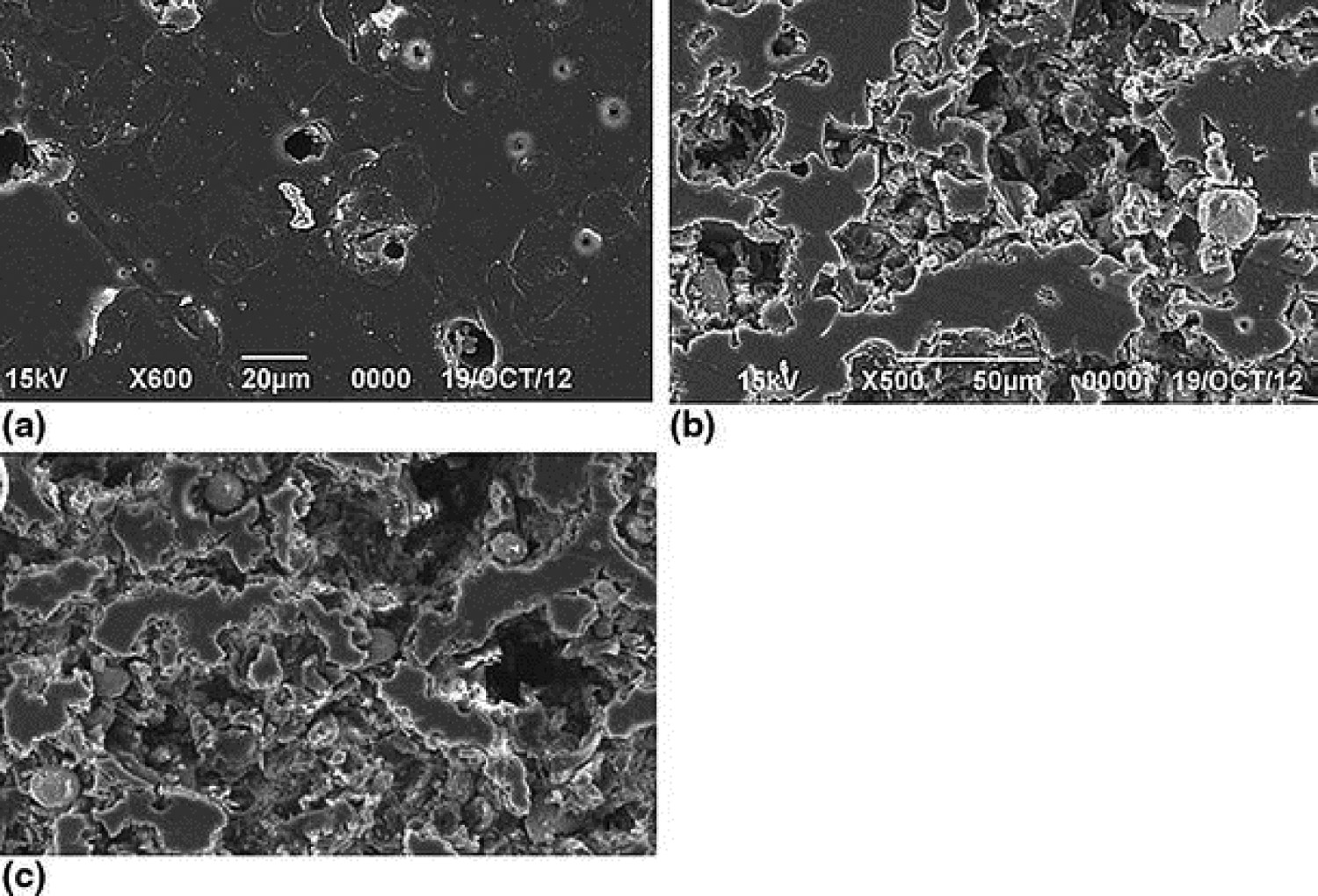
King et al. studied the effect of spray temperature on the particle embedding depth [72]. They observed that increasing the spray temperature from 150°C to 350°C, increased the mean particle embedding depth for all the substrates (HDPE, PP, Nylon 6, PTFE, PC, and PU). Specifically, the highest embedded depth (approximately 60 µm) was measured for HDPE substrates at 350°C, whereas the least embedded depth was observed for the PC substrates due to particle rebounding. A prominent influence of the spraying temperature was observed. Considering the case of PC, sparse particle embedment was observed for spray temperature of 150°C. The embedment improved upon increasing the spraying temperature to 350°C. Nylon, PTFE, and PP showed a similar level of embedment depth and diverse levels of weight gain. The thermal softening behaviour of polymers was investigated, and relevant discussion is provided in the same study by King et al. [72].
Stenson et al. conducted cold spraying of spherical Cu particles on HDPE and PTFE substrates to investigate the effect of particle velocity and nozzle scan speed assuming the particle penetration depth and surface coverage as output parameters. They commented that higher particle velocity facilitates the achievement of major particle penetration depth. And it was found to slightly increase when the scan speed was decreased for both the substrates. This was related to the secondary particles which impacted the already embedded powders and dragged them further into the polymer matrix. Lupoi et al. argued that for HDPE and PTFE higher particle impact energy provides better polymer surface coverage. An exception was that at the highest particle impact energy (between 60 to 70 µJ), the onset of erosion phenomena reduced the penetration depth. The surface coverage trend in the case of PTFE was not demonstrated [26,81]. Che et al. demonstrated the feasibility of HPCS process for different substrates, including PEEK, PEI, and ABS. Successful Cu deposition on PEEK and PEI was achieved using 425°C as gas temperature and 2.0 MPa as pressure, whereas no continuous coating formation was observed for ABS [76]. In the factorial design of experiments employed by Gardon et al. for Ti deposition on PEEK, maintaining low-pressure and stand-off distance led to lower-energetic spraying conditions. This enabled higher plastic deformation at impact which formed the coating with homogeneous thickness above 1000 μm and a crack-free structure. The induced peening effect of Ti particle affected coating porosity [29]. Recently, Jung-Ting Tsai et al. implemented a polymer model in order to capture the impacting metallic particle response on the polyamide substrate, and further define conditions where the particle may get embed and provide a basis on which subsequent well-adhered coatings occur [83].
Few prior efforts have explored the aspect of adhesive strength determination of CS coating for different materials combinations. Giraud et al. evaluated the adhesion strength of the Al deposited on PA66 substrates. Variability of the measured bond strength as a function of the porosity was observed. Such behaviour was attributed to the peening effect. An increase in the coating thickness from 50 to 183 μm determined higher adhesion of the substrate [4]. In HPCS, gas pressure, gas temperature, stand-off distance, nozzle velocity, powder feedrate, and gas flow rate were adjusted to acquire the final recipe for 7075 Al and CP Al deposition. 7075 Al exhibited enhancement in the adhesive strength of PEEK, PEI, and ABS substrate with an increasing number of spray passes. Rokni et al. suggested that the 7075Al acquired a deeper embedment into the substrate and hence better adhesion [5]. PEI demonstrated the highest adhesive strength 26.9 MPa and also favoured the formation of cracks (due to the higher hardness). Comparatively, for the Al deposition on flat PEEK substrate surface, the highest adhesive strength measured was 24.1 MPa, which was inline with the 18 MPa claimed by Kromer et al. [75]. Whereas PEI and PEEK substrates demonstrated twice the adhesive strength as that of obtained for ABS. The major factors for such occurrence were large coefficient of thermal expansion mismatch between Al and ABS, lower yield strength, and Tg of ABS. On the other hand, for HPCS of CP Al powder, ABS substrates showed the highest adhesive strength compared to PEEK and PEI. The CP Al deposition yielded higher DE for PEEK and PEI substrates, in comparison with lower DE values for 7075 Al deposition. However, the detailed DE measurement evidence was not provided in this study [5]. Investigation conducted by Zhang et al. to deposit CP grade Al onto ABS resulted in erosion. The apparent lack of bonding between the impacting Al particle and ABS substrate was attributed to the lower hardness value of the substrate compared to Al [78].
In the case of low-pressure cold spray (LPCS) configurations, the prevalent problem pointed out by previous studies [71] is the low coating adhesion. The low acceleration and velocity of particles prevents them from penetrating deeper into the substrate surface. To overcome this issue, the incorporation of an interlayer, using a preliminary cold spray operation, was considered [2,3,71]. Interlayer materials facilitate the formation of a bond layer on the substrate on which the desired metallic coating can be deposited. Proper selection of interlayer materials and suitable surface modification with careful process control is required to achieve good coating adhesion strength on the polymer substrates [2]. The major advantage of incorporating soft metallic interlayer, such as Sn, is the relative lower critical velocity required and the lower chances of substrate damage [3]. Ganesan et al. demonstrated the successful cold spray deposition of dendritic Cu on epoxy through the incorporation of a 1000 µm thick Sn interlayer [8].
Małachowska et al. reported that the low-pressure cold spray of both spherical (SP) and dendritic (IR) Cu powder on PA6 yielded non-adherence of particles on substrate and discontinuous coating formation. As a solution two different interlayers, with and without deoxidation treatment, were investigated. In the case of deposition of untreated dendritic Cu powder onto a spherical Cu interlayer (as shown in Figure 8(a)), no bonding of particle to the substrate was found with partially deformed dendritic particles. Authors suggested that it was the result of low velocity of dendritic impacting particles and loosely bound interlayer. The spherical particles were observed to remain intact on only a few places as the impacting dendritic powders initiated the displacement of already present spherical Cu particles. However, the effect of type of carrier gas (air), and the influence of processing parameters other than gas temperature were not explored. When dendritic and spherical Cu powders were used as depositing materials on Sn + Al2O3 interlayer, a discontinuous coating was generated (Figure 8(b,c)). An interlayer with a small amount of Sn was found to get detached from the substrate. The application of heat treatment to the feedstock materials resulted in the highest amount of deformation for dendritic Cu powder using Sn + Al2O3 interlayer. It also indicated the successful formation of a coating and its densification with an increasing number of spray passes. The emergence of porosity on the top layer of coating was due to the uneven morphology of the depositing particles [71]. Coating sprayed with dendritic powder in delivery state on: (a) spherical copper particle, (b) Sn + Al2O3 interlayer (gas temperature 200°C), and (c) spherical powder in delivery state on Sn + Al2O3 interlayer (gas temperature 200°C) (Małachowska et al. [71]).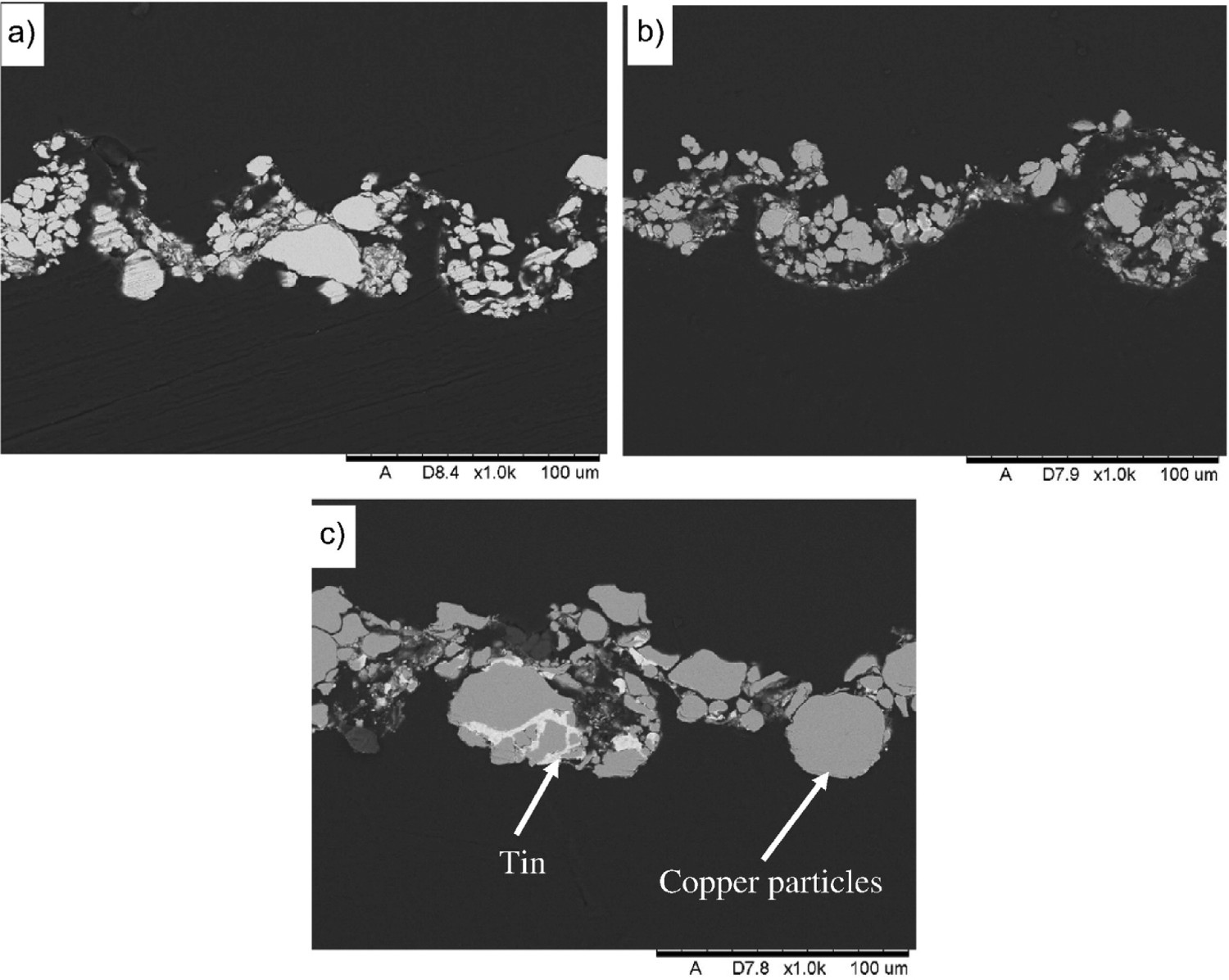
Properties enhancement
Property variation for different substrate and coating materials.
A similar range of resistivity was obtained with the approach of cold spraying Al on Sn and Al2O3 interlayers separately on PC substrates. Sn coating displayed the highest resistivity values followed by the case of Al deposition on Sn interlayer and this can be correlated with the substrate properties. In fact, higher affinity of Sn to oxygen resulted in higher oxide content and hence lower conductivity values were observed [3]. The analysis by Ganesan et al. confirmed that the presence of an interlayer is advantageous for obtaining thick coatings but with the possibility of affecting electrical conductivity [2]. Furthermore, dendritic Cu coating, deposited on spherical Cu interlayer, was found to have higher electrical resistivity when compared to dendritic Cu coating cold sprayed on to the Sn interlayer. The presence of trapped polymer debris inside the coatings and the oxygen content along with micro-voids formation at the particle boundaries during the CS deposition was considered to be the primary reasons behind the drop in the electrical conductivity. Ganesan et al. also determined that the insertion of spherical Cu and Sn interlayers yielded microhardness values higher than the reported bulk Cu hardness. Hence, the hardness values were independent of the type of interlayer materials and thickness that is attributed to the same level of particle deformation caused by the effect of peening [2]. The microhardness of the Al deposition on Sn interlayer also yielded higher values when compared to the Sn coating [3].
Cold spray has emerged as an innovative solution to enhance antifouling (AF) properties of polymers by embedding metallic particles. Vucko et al. quantified the efficacy of HDPE and Nylon, cold sprayed with Cu, as AF materials [73]. As HDPE possess a higher elastic modulus and lower hardness values, the deeper embedment of Cu into HDPE was achieved in comparison with Cu into Nylon combination. As a result, after 250 days of exposure, HDPE was found to be more resistant to the fouling coverage in comparison with the coated Nylon substrate. Influence of other polymer properties such as glass transition temperature, melting point, and percentage crystallinity was not part of detailed discussion in their study.
Metallisation of polymer matrix composites by cold spray
Polymer matrix composite materials are widely used in aerospace applications, especially due to the lightweight, high specific strength, stiffness, and ease in formation and machining. In the case of CFRP, although carbon fibre (CF) is a good conductor, the insulating property of the polymer matrix reduces the overall electrical conductivity of the composite laminate [84]. Consequently, lightning strike protection poses severe limitations to the wider applicability of PMC. Metallisation is considered as a suitable solution to mitigate this issue. Conventional metallisation techniques such as electroplating and thermal spray techniques have been utilised for CFRP. Direct electroplating on CFRP is not feasible and poses an environmental hazard, and drawback of thermal spray process is the high resistivity [42]. Hence, some investigations [42,69,70,84–86] were conducted by employing the CS process as a potential solution for CFRP metallisation.
For the fibre (CF or GF) reinforced polymer composites cold spraying, the occurrences of substrate erosion have been most frequently witnessed in the literature [20,69,87]. Indeed, on one hand, the necessity to increase the productivity pushes towards higher particle velocity, on the other hand, the polymer substrates undergo erosion in case of excessive impact energy [67,86]. In the case of the thermoplastic class of polymers, high-performance polymers including PEEK and PEI exhibit lower erosion issues [74,76,88]. One of the most recent investigations entailing the issue of erosion and thermal effect associated with CFRP with thermoset epoxy matrix was conducted by Sun et al. The investigation focused on cold spraying Sn onto a CFRP under varying gas temperatures 200°C, 250°C, 300°C, and 350°C. The lower temperatures resulted in successful coating formation while increasing the gas temperature to 350°C determined severe surface erosions, matrix degradations, and even the CF fracture. The Sn coating thickness exhibited marked decrements when the gas temperature increases up to 350°C, indicating the influence of gas temperature on the surface topology and the subsequent coating erosion. Among the three prominent heat transfer modes, i.e. conduction, convection, and radiation, this experiment was claimed to have experienced the contribution of the conduction mode significantly for the surface temperature distribution during the Sn spraying. The authors provided a detailed correlation of the spraying temperature, substrate surface temperature distribution owing to the thermal effects, and the resultant surface topology acquired [89]. Recent literature indicates the insertion of novel strategies to overcome the challenges associated with substrate erosion and coating degradation. One of them is the insertion of a hybrid thermoplastic-based interlayer facilitating the thermoset matrix metallisation. Parmar et al. investigated the strategy of cocuring a thermoplastic interlayer with the CF reinforced thermoset epoxy-based composite via resin infusion manufacturing route to achieve a prone to metalised surface. LPCS process was applied and generation of adherent metallic coating over the hybrid substrate was claimed. Otherwise evident from other investigations, the severe substrate and fibre damage were avoided in this research study. Gas temperature was established as the prime influencing process parameters [90]. More recently, Viscusi et al. fabricated a basalt fibre reinforced polymer substrate with epoxy matrix to exploit the ductile and softer thermoplastic surface in order to achieve the AlSi10Mg alloy powder deposition. In this study, the provided surface PLA treatment was found to promote coating formation and growth; uncoated samples exhibited higher indentation depth under impact testing [91]. Thorough literature studies and comparative account of each of their findings in two categories, i.e. thermoplastic, and thermoset-based fibre reinforced composites have been provided in the subsequent subsections.
Thermoplastic-based polymer matrix composites (PMC)
Processing methods and effect of parameters
Influence of cold spray processing parameters on different PMC substrates and coating materials.
Influence of processing parameters such as temperature and pressure of the carrier gas on the coating build-up was discussed by Bortolussi et al. in [70]. The cold sprayed Cu and PEEK mixture on CF/PEEK composite laminates. Deposition of spherical Cu particles required lower gas temperature in comparison with irregular morphology particle deposition. Gillet et al. proposed an alternative approach, based on a mixture of Cu and Ag (0.1%) powders with defined granulometry, for metallising the same composite materials (CF/PEEK) [87]. Homogeneous first layer of coating with 120 μm thickness was obtained by utilising fine (see Table 4 for details) Cu powder. Combinations of first layer of medium and large particles followed by the impact of fine particles were found to increase coating thickness. In comparison with the deposition of the fine powders, the medium and large particles yielded low DE with the void formation and substrate erosion, attributable to the higher kinetic energy impact (Table 4). The presence of hammering or tamping effect was not adequate to reduce porosity levels drastically, since the presence of porosity was detected at the top level of coating (Table 4) [87]. In the investigation conducted by Zhou et al. [6], the Al/Cu bimetallic coating formation on PEEK-based CFRP yielded porosity reduction. This was attributed to the Cu particle impingement and relative tamping effect as illustrated in Figure 9(a). The processing parameters were varied for Al/Cu bimetallic coating formation and as shown in Figure 9(b), the jet mixing phenomena may occur at the Al–Cu interface. This indicated that the formed metal–metal interface experienced ASI, providing a stronger mechanical bonding (Figure 9(b)) [6]. SEM morphology of the Al/Cu coating (a) and interface between the coating and substrate (b) (Zhou et al. [6]).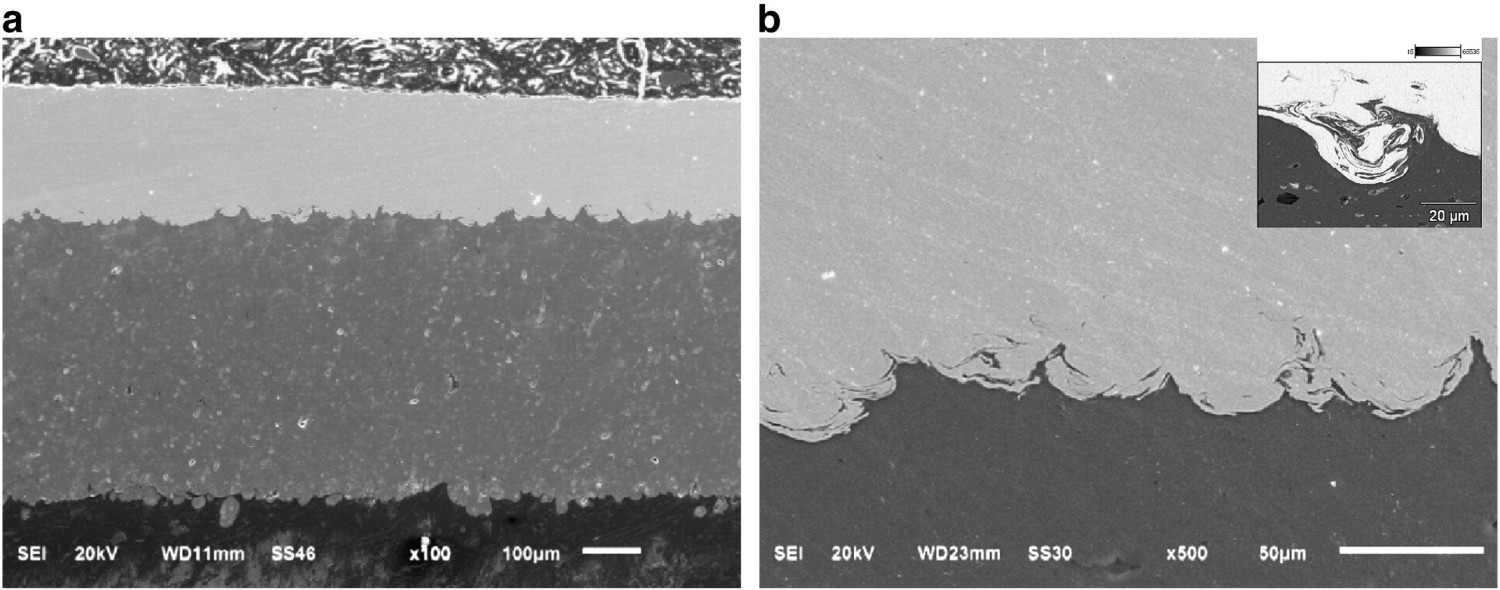
Carrier gas flow rate variation from 275 to 250 L min−1 provided smoother Al coating formation on the PEEK reinforced CFRP substrate. At higher carrier gas flow, uneven coatings with significant porosity were formed. The polymer strands appeared to pull away from the substrate and were bridged across the interface (Figure 10) after the thermal cycling (Table 4). Sturgeon et al. attributed this occurrence to the formation of high residual internal stresses [92]. Another influencing parameter is the stand-off distance (SoD) as it controls the substrate temperature and hence the adhesion. The generation of substrate heat up should not be neglected as generally the resin softening temperature and composite degradation temperature are quite low and can be approached rapidly. By increasing the SoD, momentum of particles is reduced and prevents adhesion. On the other hand, decreasing the SoD tend to promote the overheating of substrates and damage of composite materials [96]. Cross-section through coated sample (labelled C2, having uneven coating surface and formed with the carrier gas flow rate 275 L min−1) after high humidity and thermal cycling (Sturgeon et al. [92]).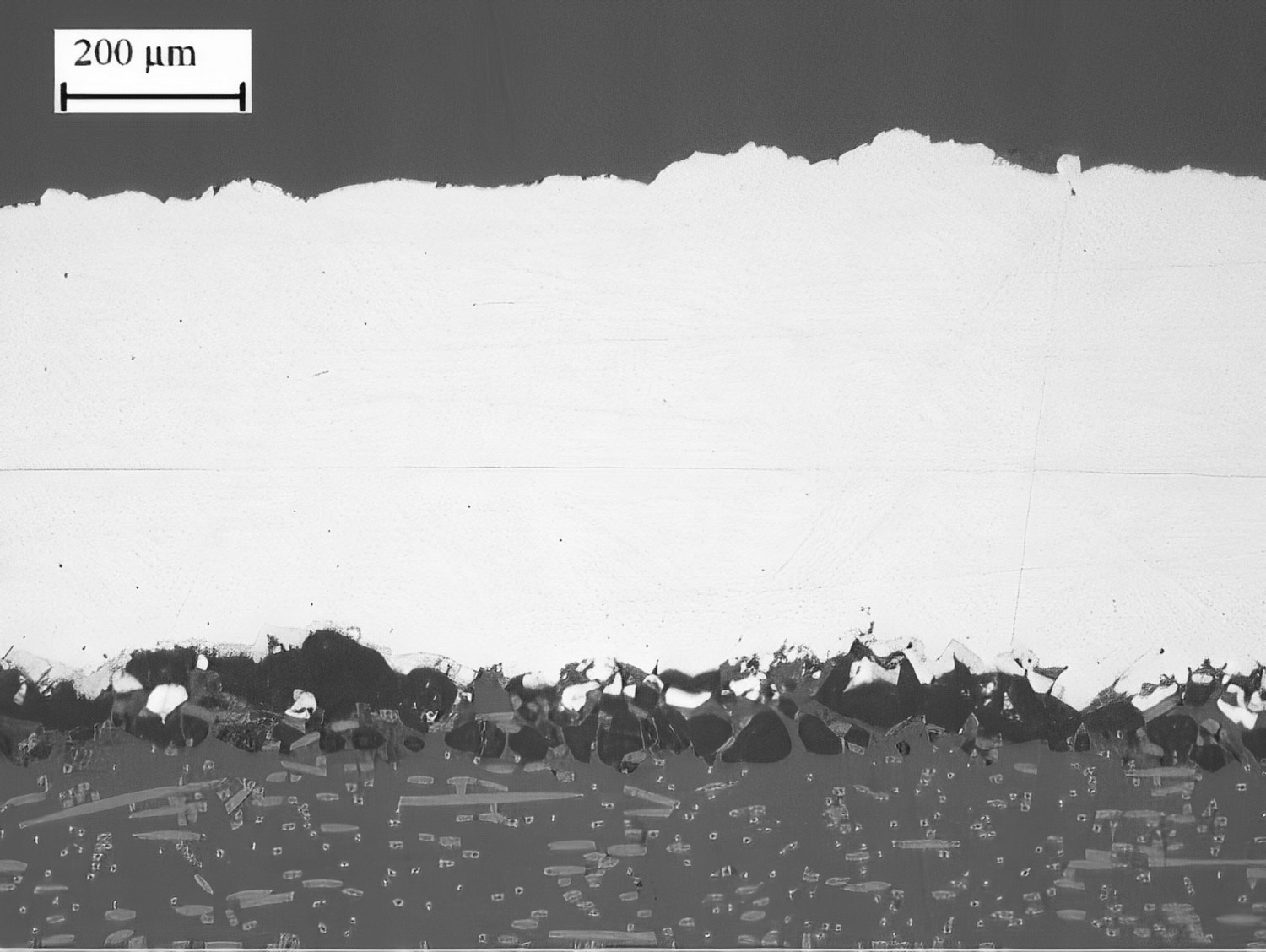
Properties enhancement
Electrical as well as mechanical property changes were investigated for the thermoplastic-based PMC metallisation. Specifically, the electrical resistivity of metallic coatings depends on several characteristics, such as microstructure and the presence of defects. Bortolussi et al. presented the hypothesis describing a dependence of the electrical conductivity of CFRP substrates on the morphologies of the sprayed Cu particles. They provided an explanation by simulating the current paths in a 3D morphological model. It was assumed that the presence of PEEK filled gaps in between the Cu particles affected the electrical behaviour of the coating. Furthermore, with the increase in the coating thickness, the number of surface defects increased, resulting in a reduction in the conductivity. The conductivity of this hybrid coating was less than the conductivity measured for the pure Cu coatings onto PEEK [70]. In a similar investigation, the deposition of spherical oxidised Cu on CFRP yielded insulating coatings, while, the highest conductivities for non-oxidised spherical Cu and irregular Cu coatings were, 2 · 105 S m−1 and 2 · 103 S m−1, respectively [99]. The study conducted by Gillet et al. focused on deriving the electrical resistivity changes in different particle granulometry deposition on PEEK-based CFRP. Moderate values of electrical resistivity of three-layered coatings 5–6 · 10−3 ± 1.2 · 10−3 Ω cm were obtained and attributed primarily to the oxygen content from the powders [87]. In the case of the mechanical properties’ determination, hardness enhancement was observed in the Al/Cu bimetallic coating deposition on CFRP. The microhardness values were 42 HV0.1 for pure Al coating, 52 HV0.1 (Al layer), and 140 HV0.1 (Cu layer) in the bimetallic coating. Zhou et al. attributed such enhancement to the effect of Cu particles peening on the Al layer [6]. A similar peening effect was caused by the addition of hard particles such as Al2O3 in Hemp-PLA laminates resulting in denser coating formation with a reduction in porosity (1–7%) [100].
Thermoset-based polymer matrix composites (PMC)
Processing methods and effect of parameters
Research efforts on the metallisation of thermoset-based CFRP investigated different deposition approaches as well as the influence of processing parameters [28,42,76,86], which are summarised in Table 5. Che et al. cold sprayed Al powder on epoxy-based CFRP using an HPCS configuration. They detected evident fracture of the carbon fibres and removal of epoxy resin from certain areas, as visible in Figure 11(a). Detailed observation after erosion detected the brittle fracture of epoxy and particles being embedded into it (Figure 11(b)). EDX mapping identified the embedded particles as Al (Figure 11(c)). Cu and Sn deposition attempts were unsuccessful as well. It was concluded that the high particle velocity involved in the HPCS process generates excessive erosion of the substrate and continuous coating generation was obstructed [69]. Similar findings were reported by Affi et al. in the direct deposition of small-sized Al (3 µm) on CFRP [42]. In their experiments coating peel off followed by CFRP plastic matrix removal and exposed CF was observed. The insertion of plasma-sprayed Al interlayer facilitated the subsequent deformation of impinging CS particles and thick 15 µm coatings formation without significant erosion [42]. Substrate erosion and negative DE was evidenced by HPCS tests of Cu and Fe on CFRP conducted by Che et al. [76]. SEM images of cold sprayed Al powder on Epoxy-based CFRP (a, at low magnification and b, at high magnification) depicting the fibre fracture and resin removal, (c) EDX mapping to indicate the particle embedded as Al (Che et al. [69]). Influence of cold spray processing parameters on thermoset-based PMC substrate and coating materials.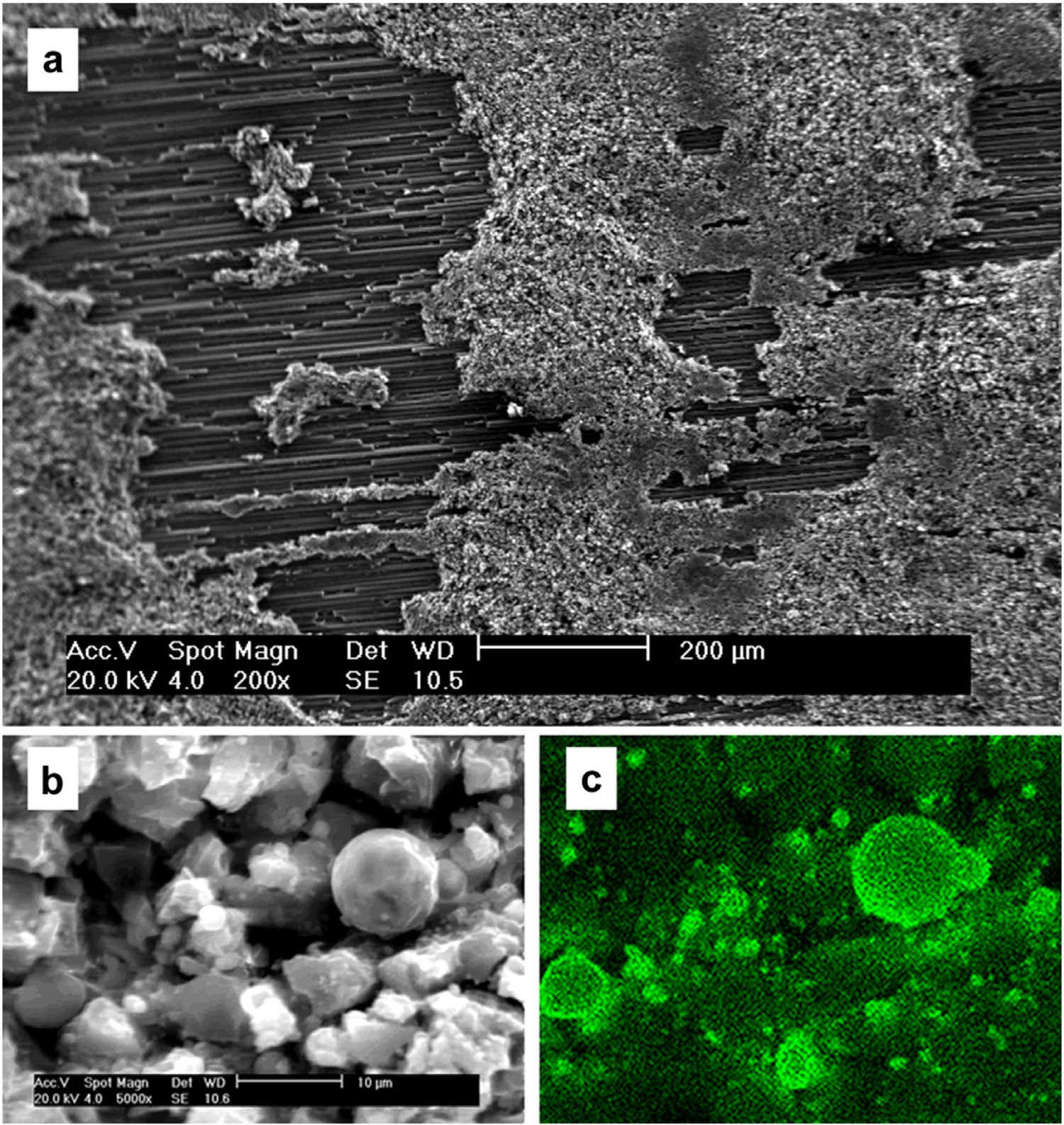
Successful deposition of Sn on CFRP was achieved using LPCS devices. DE was found to increase with increasing gas temperatures and particle velocity (Table 5). An increase in velocity promotes higher impact energy and hence, DE enhancement at higher particle velocities was observed. Eventually, this relation ceases as erosion starts to occur at higher particle velocities [69]. Che et al. demonstrated that the Sn deposition on CFRP beyond 1 MPa pressure can be achieved, however, in any condition DE did not exceed 5% [76]. LPCS configuration has also been employed for the deposition of mixed metal powders on CFRP. In the case of Sn and 10Zn powder mixture deposition, a DE enhancement was evaluated with an increase in temperature, while the opposite trend was observed with an increase in gas pressures. For both Sn–Zn and Sn–Cu powders deposition, the emergence of tamping effect was speculated since the secondary component metals (Cu and Zn) exhibit higher hardness when compared to Sn [86]. Liberati et al. [28] compared their findings with results discussed by Che et al. [86]. They observed a reverse trend of the DE with the increase in pressure for Sn-10Al powders deposition and attributed it to the tamping effect of Al onto soft Sn particles during deposition [28]. Similar tamping effects were investigated in the more recent research attempt of cold spraying Al and Al alloys mixed with Sn powders on the CFRP substrates. Enhancement in the coating thickness, DE, and uniformity were observed [103].
Properties enhancement
Cold spraying Al on CFRP exhibited different volume resistivity in comparison with the bulk metals. For CS coatings, with increasing temperatures from 300°C to 350°C, a subtle increase in the electrical resistivity was observed, however, at 400°C a significant increase was detected. Insertion of plasma-sprayed interlayer yielded inferior electrical properties as the volume resistivity level up to 54 μΩ cm was observed. Affi et al. attributed it to the presence of oxide content and porosity [42]. Similarly, for Sn and different Sn-Cu metal mix coatings, a reduction in the conductivity was observed. This was in contrast with the anticipated results of improvement in conductivity with increasing the Cu content. It was commented that the presence of porosity and the increasing number of Cu/Sn interfaces possibly acted as barriers for the electrons [86]. Archambault et al. reported a similar decrease in electrical conductivity of Cu coated CFRP substrates using CS and lay up approach [84]. The annealing treatment was found to be advantageous in yielding conductive coatings. The enhancement was attributed to the mitigation of the surface defects in the coating during annealing [86].
Future scope
Cold spray can be employed for the low-temperature metallisation of polymer-based substrates. However, there remains a number of different areas that need further systematic investigations. − The established knowledge concerning the adhesion between the metallic deposits and the polymer substrates is limited. Studies that use different textures will significantly provide a better understanding of the adhesion behaviour and the bonding mechanism that can control all the properties. This can enable the proper selection of materials, processing parameters, and conditions required to obtain proper coatings. Comprehensive experimental and modelling investigations based on single-particle impact testing should be conducted to understand the variations in bonding mechanisms for distinct combinations of materials and the process conditions that will have to be followed to ensure reproducibility. − Literature concluded that two conditions must be fulfilled for the conduction of any appropriate cold spray process: (a) formation of a bond layer with sufficient particle–substrate bonding and (b) coating build-up for which extensive particle-particle bonding is necessary [33]. These two factors can be used to guide future studies trying to further optimise cold spraying for polymers and polymeric composites. In detail, the optimisation should require different cold spray recipes in sequence, i.e. one for the bond layer formation and another one for the build-up layers. The optimised set of parameters for the successful cold spray of the materials combinations must be investigated. Where necessary intermediate surface treatments that affect the process must be evaluated to provide a full understanding of the mechanism to explain the observed properties. − Erosion in cold spray of polymer matrix composites is a major challenge. It has been demonstrated that the deposition of mixed metal powders on carbon fibre reinforced polymers is feasible. However, a deeper understanding concerning the interaction with the plastic matrix as well as inter particle interactions should be achieved. So far, combinations such as Sn–Al, Sn–Cu, and Sn–Zn have been studied for the deposition with varying amount of secondary components [28,86]. Tamping effect in case of employing high hardness secondary components [103] should be investigated to find out its relative influence in the reduction of porosity and other defects in the different areas of coating. The presence of secondary components throughout the coating, i.e. from the top layer to the interface with the substrate surface should be identified since previous investigations detected a higher amount of secondary particle components in the top layer of coating. In the future studies, it would be interesting to draw a comparison of findings such as the evolution trend of deposition efficiency, adhesion strength, electrical behaviour, mechanical property changes, and microstructural analysis of various mixed metal combinations. − Occurrences of polymeric substrate erosion have scarcely been investigated. Concerted efforts focusing on optimising process parameters to form opportune setting of minimised substrate erosion can increase subject knowledge in this area. The characteristic of substrate and coating materials selection can also influence the erosion generation. This perspective should be investigated thoroughly in the further research efforts. − The influence of the physical and mechanical behaviour of the substrate materials has been clearly identified in the cited literature. For instance, in the case of a thermoplastic substrate, the glass transition temperature plays a key role. Spraying at temperatures higher than Tg promotes deeper particle penetration and improved particle/substrate interlocking. Accurate models, as well as monitoring methods providing a better understanding of heat transfer phenomena and temperature distribution within the substrate and depositing powder, have not been developed. Future research efforts in this area are desirable to identify optimal conditions promoting the adhesion. − Thermoplastic, as well as thermoset matrix composites, have been the prime focus of several investigations in this field. However, it is noteworthy to mention that the role of reinforcement in coating generation has not been explored comprehensively in the literature. The apparent damage of the fibres during spraying and the subsequent effect on coating quality should be the area of focus for further studies. − Use of high-pressure cold spray of the carbon fibre reinforced polymer with epoxy as the host matrix resulted in surface erosion and discontinuous coating formation of metals such as Al and Cu [42,76]. The same trend has been observed for the low-velocity metals such as deposition of Sn. Low-pressure cold spray on the other hand has shown promising results in terms of an increase in the deposition efficiency values [69]. Considering these findings, further attempts of deposition of metals with similar properties should be conducted. Further investigations precisely focusing on different interlayer metals insertion and different coating build up metal combinations for thermoset polymers like epoxy may provide crucial information on metallisation behaviour and functionality in various applications. − Insertion of spherical Cu as well as Sn + Al2O3 interlayers for low-pressure cold spray of thermoplastic polymeric substrates has been explored to improve coating adhesion and other properties [71]. Other combinations be explored to better understand the effect of interlayer on the resultant coating properties. The influence of the carrier gas in adding deposition needs further investigation. − Cold spray metallisation of polymeric surfaces may have promising applications to improve the antifouling property and to realise enhancement in biocompatibility of natural fibre reinforced composites. Improvement in properties by combining cold spray with innovative or established manufacturing processes should be investigated. − Another appealing area for possible cold spray implementation is related to the preparation of extensive and comprehensive studies related to the mechanical property characterisation of resultant coatings. The mechanical characterisation methods have not been well defined. Generally, there is a lack of properly defined procedures or methods illustrating the protocols and standards for testing of polymeric materials coatings especially using cold spray methods. Future developments should focus on such a database preparation to help the design engineers and scientists by providing a reference for characterisation that can be correlated with all the processing parameters. − The effective exploitation of cold spray process should consider its application to the coating of components characterised by complex geometries and curved shapes. This raises additional issues related to the setup of the systems and the efficiency of the process. The distribution of the coating thickness on complex surfaces is not reliably predictable [104]. This is mainly attributable to the shadow effect, consisting in the obstruction of particle flight due to the presence of convex features. There are no papers specifically detailing cold spray metallisation of curved polymeric surfaces and the role of texture, typically used in aerospace and other advanced sectors. Further understanding on this aspect could enhance the applicability of metallisation by cold spray in the real industrial context.
Conclusions
This review article has provided a wide span view of the recent advances in the field of polymeric surfaces metallisation employing cold spray technique. The following points are laid out to provide readers a summarised view of the significant observations available in the literature: − The bonding mechanism in cold spraying of metallic powders on polymer-based substrate differs from that established by cold spraying on metallic substrates. Due to the absence of diffusion and chemical bonding, the most plausible bonding mechanism for the generation of the adherent coating on polymers and polymer-based composite is mechanical interlocking. − Proper implementation of processing parameters such as propelling gas pressure and gas temperature, particle velocity, and standoff distance is important for the coating deposition and its adhesion with the polymeric substrate carbon fibre reinforced polymer. The processing window for the particle velocity in the first layer formation ranges from the interlocking velocity to the substrate erosion velocity, while for the subsequent coating build up it ranges between the critical velocity to the metallic layer erosion velocity; − Depositing particle morphology contributes to the coating quality. For example, dendritic copper was successfully deposited on the PA66 substrate with the Sn + Al2O3 interlayer. For spherical Al deposition on carbon fibre reinforced polymer with Polyether-ether-ketone matrix, high adhesion was observed during the tape adhesion test; − Oxide formation on the powders can limit both adhesion and properties of the coating. The presence of porosity and oxide formation causes a drop in the electrical conductivity of the coatings. Heat treatment application has been conducted in a few literature attempts to reduce the oxide content; − Cu coating is generally employed for the antifouling applications on polymers including high-density polyethylene, polytetrafluoroethylene as well as Nylon. High-density polyethylene exhibited the highest Cu surface coverage and fouling protection; − For the polymer matrix composites with a thermoset matrix by employing a high-pressure cold spray variant more often erosion was observed due to the high velocities. To overcome this problem, low-pressure cold spraying can be a suitable option where deposition of Sn is feasible on carbon fibre reinforced polymers with epoxy matrix. In the low-pressure cold spray system, while depositing a second metal powder on carbon fibre reinforced polymer, improvement in deposition efficiency has been observed despite the inability of second component powder deposition alone onto carbon fibre reinforced polymer; − The deposition of mixed metal powders on carbon fibre reinforced epoxy in low-pressure cold spray configuration resulted in an increase in deposition efficiency. With an increase in the gas temperature, Sn deposition generally results in increased deposition efficiency due to the thermal softening of Sn and interlocking with the polymeric substrates. Specifically, Sn mixed with Al yields the higher deposition efficiency with increasing gas pressure however the opposite trend was observed with the deposition of Sn-10Cu and Sn-10Zn mixed powders.