
Abstract
This article reviews the tensile properties of various plant fibre-reinforced polymers reported in literature. We critically discuss the use of plant fibres as reinforcement for the production of bio-based, renewable or green polymer composites. The tensile properties of these composites are compared against various (non-)renewable engineering/commodity polymers and commercially available randomly oriented glass fibre-reinforced polymers (GFRP). Composites containing random short plant fibres possess similar properties to randomly oriented GFRP at a lower overall part weight. Unidirectional plant fibre-reinforced polymers offer better performance than randomly oriented GFRP and have the potential to be adapted in applications requiring better mechanical performance, especially in applications where the use of costly synthetic fibres might be less attractive. Plant fibres can also be regarded as fillers to replace the more expensive polymers and improve the green credentials of the final composite parts. These features may motivate the industry to move towards plant fibre-based products.
Introduction
The ever-growing problem associated with global waste, the public’s growing awareness on sustainability, environmental legislative pressures such as the EU end-of-life vehicle [1], landfill of waste products [2] and waste electrical and electronic equipment directives [3], as well as the growing demand for more environmental friendly products have reinvigorated the interest in bio-based materials in the consumer industry [4,5]. Polymer manufacturers are required to consider the lifecycle of their materials and evaluate the environmental impact of their products starting from sourcing of raw materials over processing to disposal of the final product. As a result, numerous research efforts have been poured into the synthesis, manufacturing and production of bio-derived polymers [6–9]. While there are some commercial successes in bio-derived polymers, their applications in our everyday life still remain somewhat limited. Take poly(lactic acid) (PLA) for example, a commercially available and fully bio-derived and biodegradable polymer with tensile moduli and strengths in the range of ∼4 GPa and ∼70 MPa, respectively [10,11]. PLA can be regarded as one of the best performing bio-derived polymers [12] and has already found commercial applications in the textile [13] and food packaging industries [14]. Nevertheless, its engineering applications are still lacking due to its low heat distortion temperature (∼60°C) and limited melt strength [15]. Poly(hydroxyl butyrate) (PHB) is another bio-derived polyester that is synthesised by microorganisms, such as Ralstonia eutropha [16]. The high production cost associated with the synthesis of PHB and its brittle nature [17] limits its applications in everyday use.
Current applications of plant fibre-reinforced polymer composites.
Adapted from Faruk et al. [24] with kind permission from Wiley.
The use of plant fibres not only can address the aforementioned property-performance gap between bio-derived and petroleum-derived polymers but also serve as alternative to existing synthetic fibres, such as glass fibres [25,26], as some plant fibres are available at potentially lower cost but possess a tensile stiffness similar to glass fibres (Table 2) [27,28]. As a result, the research into plant fibre-reinforced polymers started to re-emerge in the field of composite science and engineering over the last 25 years (see Figure 1) [29]. Over this period, numerous researchers have been studying the use of plant fibres to produce fully or partially bio-based composites, also known as green or renewable composites. This article reviews the use of plant fibres as reinforcement for polymers. The mechanical properties of plant fibre-reinforced polymer composites reported in the literature were collated, juxtaposed and compared to the mechanical performance of commercially available commodity and engineering polymers, as well as commercially available glass fibre-reinforced polymer composites (GFRP). The number of scientific publications in the field of plant fibres and plant fibre-reinforced composites. Adapted from Bismarck et al. [29] and further updated using an abstract-title-keyword search of ‘natural fib* AND composite*’ on Scopus.
aThe price was estimated from wholesalers listed online (http://www.alibaba.com).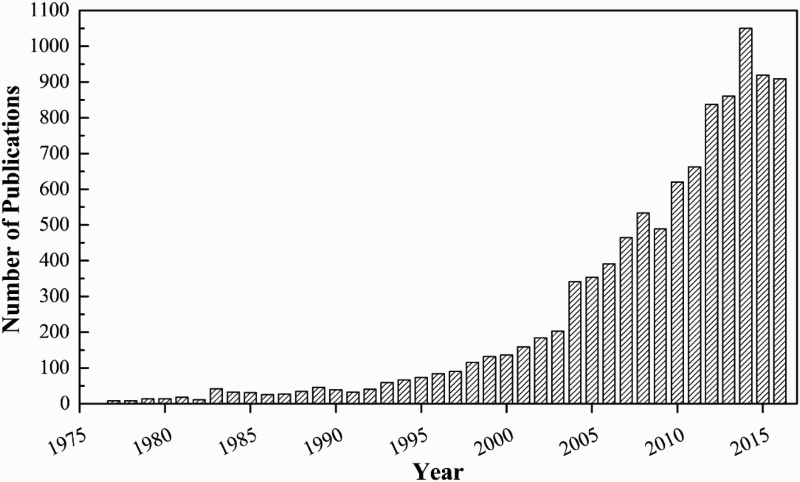
Estimated cost of various plant fibres in its loose form and E-glass fibres.
Plant fibres – a brief introduction
Plant fibres are a subset of natural fibres, which also includes animal fibres (wool, feathers and silk) and mineral fibres (asbestos and basalt). Animal and mineral fibres have also been explored as reinforcement for composite materials [30–33]. Silk fibres, for example, were shown to be effective reinforcements for epoxy resins. Plain woven silk fibre-reinforced epoxy composites were found to possess tensile stiffness and strength of up to 6.5 ± 0.1 GPa and 111 ± 2 MPa, respectively [34]. The tensile performance of these silk fibre-reinforced epoxy are comparable to flax fibre-reinforced epoxy composites. The impact strength of silk fibre-reinforced epoxy, however, exceeds those of flax fibre-reinforced epoxy composites, indicating the suitability of silk fibre-reinforced polymers for toughness-critical applications.
The various classifications of plant fibres are shown schematically in Figure 2 [35,36]. Plant fibres can further be divided into wood-based and non-wood-based fibres. Wood-based fibres are produced from either softwood, such as pine and spruce, or hardwood, such as oak and beeches. These fibres are widely used to produce papers and paper-based products but also as fillers or reinforcements for polymers, mainly in wood plastic composites (WPC) or wood fibre composites (WFC). In fact, the market of WPC or WFC in the European Union in 2012 exceeded 260 000 t [20,37]. For recent developments in WPC/WFC, the readers are referred to reviews by Najafi [38], Ashori [39], Faruk et al. [40] and Kumar et al. [41] Non-wood-based plant fibres, on the other hand, can be further categorised into four different categories: bast, leaf, stalk and seed fibres [35]. Selected physical and (specific) tensile properties of various plant, natural and synthetic fibres are summarised in Table 3 [42]. On a ‘per weight’ basis, jute, flax and hemp fibres have higher tensile moduli than E-glass fibres [43,44] due to their lower density (∼1.5 g cm−3) compared to E-glass (∼2.5 g cm−3). This is particularly important in applications where weight reduction is a priority. Classification of plant fibres and some exemplary (fibrous) products. Adapted from Mohanty et al. [36]. Adapted from Lee et al. [42].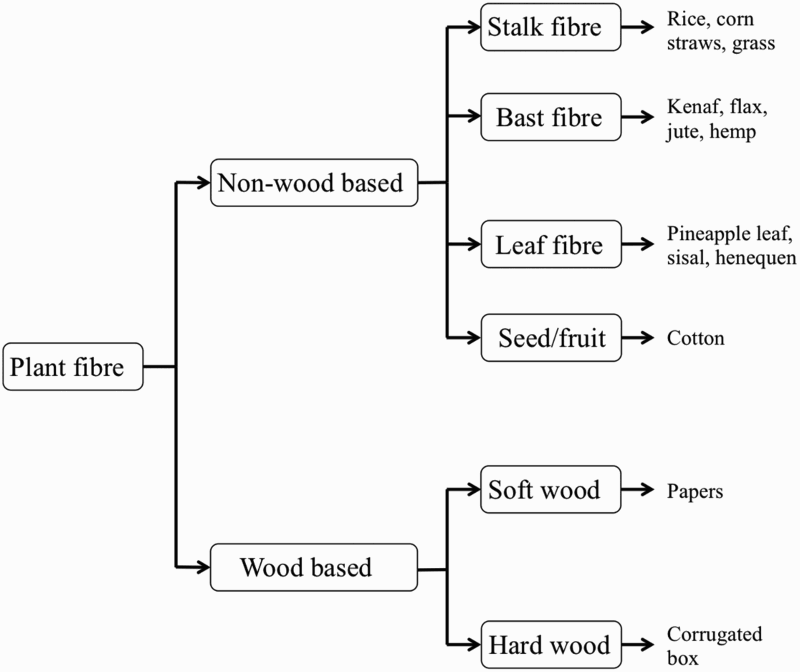
Mechanical performance of plant fibres compared to other types of natural and synthetic fibres. ρ, E, σ and ε denote fibre density, tensile modulus of the fibre, tensile strength of the fibre and fibre elongation-at-break, respectively.
Chemical composition of plant fibres
The chemical composition of various plant fibres.
Adapted from Bismarck et al. [35].
Hemicelluloses are a heterogeneous group of polysaccharides consisting of 5- and 6-ring polysaccharides [55,56]. They are characterised by having β(1→4) glycosidic bonds that are neither cellulose or pectin chemically. Hemicelluloses are hydrophilic in nature and can easily be hydrolysed by acids and are soluble in alkali [57]. The role of hemicelluloses in plant fibres is to strengthen the cell wall of the fibres by interacting with cellulose and in some cases, lignin [56]. Lignin is a phenolic compound that provides rigidity to the plant cell wall [55] and acts as a binder holding the polysaccharide (cellulose) fibres together [58]. However, the true chemical structure of lignin is still not well understood [59]. Lignin possesses a high carbon-to-hydrogen content, implying that it is highly aromatic or unsaturated. It contains hydroxyl (–OH), methoxyl (–O–CH3) and carbonyl (C = O) groups. Ethylenic and sulphur containing groups have also been found in lignin [60]. Lignin is hydrophobic and amorphous in nature, with a softening temperature of about 90°C [57].
Challenges associated with utilising plant fibres in composites
Variability in tensile properties of single plant fibres
Plant fibres seem to be a suitable reinforcement to produce structural composites but they do suffer from drawbacks stemming from the inherent nature of plant fibres [35]. We can see from Table 3 that the tensile properties of plant fibres vary significantly, even within the same type of fibres. This variability is due to (i) the inherent scatter of the materials properties and (ii) experimental methods used to determine the tensile properties of single fibres. The tensile properties of a plant fibre type can vary between fibres harvested from the same cultivation [35,61]. This is due to the structural variations of the plant fibres themselves, affecting crystallinity, composition, microfibrillar angle and luminal porosity as a result of different growth conditions [62–64]. Furthermore, plant fibres often go through a retting process to separate or loosen the fibres from its non-fibrous plant components [65]. Water-retting is conducted by immersing the harvested fibre crops in water for a period of time. Water penetrates the stalk and swells the inner cells of the plant materials, causing the outermost layers of the plant materials to burst. Water-retting is able to produce high quality fibres but it produces large amount of waste water [66] and this process is banned in many countries (apart from China and Hungary) [67]. Dew-retting is another fibre retting method relying on fungi to colonise harvested plant materials in the fields. The combination of air, sun, dew and bacteria and fungi leads to fermentation, which digest much of the stem materials surrounding the fibre bundles [65]. This retting method, however, requires appropriate moisture and temperature conditions for the retting process to work [65]. This is a parameter that is very difficult to control as it is highly dependent on the region and the weather. The fibres extracted by dew-retting possess lower quality compared to water-retted fibres [65,68].
Another major contribution to the variability of the tensile properties is variability in plant fibre diameter [35,69], as well as the determination of a fibre’s cross-sectional fibre area (see Figure 3 for the traced perimeter of a ‘single’ plant fibre) [70,71]. This ‘single’ plant fibre (Figure 3) is in fact composed of an assembly of elementary fibres. The difficulty in accurately determining the cross-sectional area of plant fibres translates to a significant scatter in the measured tensile moduli and strengths of the same plant fibres. The calculated tensile modulus of a ‘single’ plant fibre decreases with increasing ‘assumed’ fibre diameter [72], showing the importance of the determination of the fibre diameter. Furthermore, the mechanical processing of natural fibres, such as decortication, scutching and hackling in which the stems of the fibres are broken by mechanical action to separate the technical fibres from fibre bundles, often induces defects usually in the form of kink bands [73,74]. These defects reduce the tensile properties of plant fibres [75] and to increase the probability of fibre breakage during processing, leading to plant fibres with lengths shorter than their respective critical length [76]. Cross-sections of a sisal fibre and a flax fibre determined by scanning electron micrography (a) and (c), and optical microscope (b) and (d), respectively. The drawn outlines show the perimeter of the fibres. Obtained from Thomason et al. [71] with kind permission from Elsevier.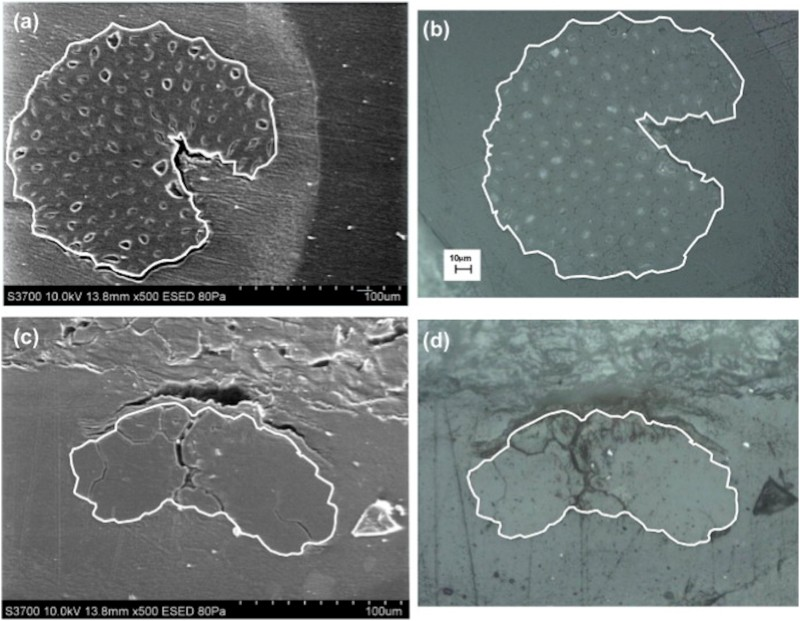
Moisture uptake of plant fibres
Equilibrium moisture content of various plant fibres at 100% RH (unless indicated).
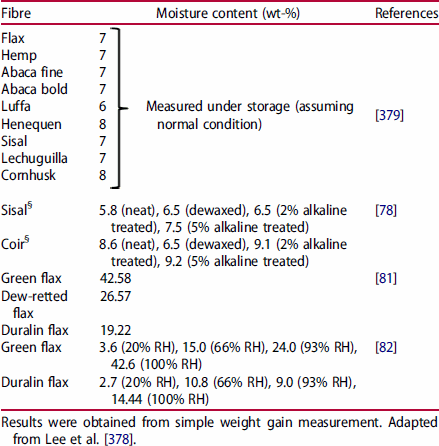
The poor moisture resistance of plant fibres will also affect the mechanical properties of plant fibre-reinforced polymers. The absorbed water could plasticise the polymer matrices or cause de-bonding at the plant fibre–polymer matrix interface [84,85]. Numerous researchers have studied the influence of moisture uptake of plant fibres incorporated into polymers on the mechanical performance of the resulting plant fibre-reinforced polymers [82,86–88]. Stamboulis et al. [82] studied the effect of moisture on the tensile properties of green and Duralin flax fibre-reinforced PP composites. The moisture content of the composites was tailored by immersing the composites in water for various periods of time. The authors found that the tensile moduli and strength of the composites decreased by as much as 40 and 20%, respectively, as the moisture content of the composites increased from 0 to 13 wt-%. The decrease in tensile moduli and strength of Duralin flax-reinforced PP was slightly less than that of green flax-reinforced PP, indicating that the moisture absorption of hydrophilic reinforcing fibres does play a major role even though they were embedded in a hydrophobic polymer. This decrease in tensile properties of the flax-fibre composites was postulated to be due to a decrease in the tensile properties of the flax fibres as a result of moisture ingress, which was hypothesised to reduce the rigidity of cellulose within the flax fibres. Assarar et al. [86] studied the effect of water aging on the mechanical properties of flax fibre-reinforced epoxy composites compared to glass fibre-reinforced epoxy composites. After immersing the composites in water for 10 days, the tensile moduli of glass fibre-reinforced epoxy and flax fibre-reinforced epoxy composites decreased by 9 and 30%, respectively and the tensile strength decreased by 9 and 13%, respectively. The authors also found that the equilibrium moisture uptake of flax fibre-reinforced epoxy composites after immersion in water was 13.5 wt-% while glass fibre-reinforced epoxy composites had an equilibrium moisture content of only 1.05 wt-%.
Adhesion between plant fibres and polymer matrices
Hydrophilic plant fibres are often postulated to be poorly compatible with hydrophobic polymer matrices, such as polypropylene or polylactide [89]. As a result, numerous efforts have been poured into improving the fibre–matrix adhesion between plant fibres and hydrophobic polymer matrices [90–93]. Mercerisation of plant fibres is often conducted to improve the compatibility between plant fibres and polymer matrices [94–96]. Mercerisation is one of the oldest treatment methods for cellulosic fibres and often used in the cotton industry. During mercerisation native crystalline cellulose-I is converted to more thermodynamic favourable cellulose-II by swelling the cell wall of plant fibres in an alkaline solution [97]. It is worth mentioning at this point that a complete transformation of cellulose-I to cellulose-II is difficult to achieve in plant fibres [98]. Nevertheless, the mercerisation of plant fibres often leads to a more polar and rougher plant fibre surface [94]. The higher surface energy of plant fibres improves wettability of the fibres with various polymer matrices and the rougher fibre surface further enhances the fibre–matrix adhesion by mechanical interlocking [99].
Chemical coupling of plant fibres to polymers using a reactive copolymer, such as maleic anhydride grafted polypropylene (MAH-PP), has also been widely studied [100–102]. Upon heating, MAH-PP will covalently bind to the hydroxyl groups of plant fibres (the fibres could be pre-treated to expose more hydroxyl groups for reaction). Gassan and Bledzki [103] studied the effectiveness of MAH-PP compared to neat polypropylene (PP) to improve the performance of woven jute fibre-reinforced (MAH-) PP composites. The authors observed an increase in flexural strength of up to 40% for jute-reinforced MAH-PP compared to jute-reinforced PP (from 60 to 100 MPa). This was also accompanied by the observation of a reduced number of jute fibres being pulled out from a MAH-PP matrix, an indication of improved fibre–matrix adhesion. Other surface chemical modifications of plant fibres aiming to improve the compatibility between plant fibres and polymer matrices, as well as reducing the moisture absorption of the fibres have also been explored. These include acetylation [104], silylation [105–108] and isocyanate treatment [109] to name a few. Although these modification methods altered the wettability of natural fibres, large quantities of hazardous chemicals are usually involved in the process of hydrophobising the fibres and the chemical waste must be handled and disposed of appropriately. This adds extra cost to the production of plant fibre-reinforced composites, making chemical fibre treatments much less attractive. Therefore, the chemical modification of plant fibres and the use of chemically modified fibres as reinforcement for polymers are not covered in this article. The readers are referred to review articles by Li et al. [110] and John et al. [111], which summarise recent developments in the chemical modification of plant fibres and their applications in composites.
Furthermore, chemical treatments of plant fibres do not always result in improved composite performance. The main reason for the lack of improvements over virgin fibres is the anisotropy of plant fibres. The transverse moduli of natural fibres are an order of magnitude lower than their axial moduli [112,113]. Cichocki et al. [112] showed that the axial modulus of jute fibres is 38.4 GPa but its transverse modulus is only 5.5 GPa and Baley et al. [113] showed that the axial modulus of flax fibres is seven times larger than its transverse modulus (axial modulus: 59 GPa, transverse modulus: 8 GPa). It is also worth mentioning that anisotropy exists in synthetic fibres as well; for instance the axial fibre moduli of carbon fibres are between 230 and 640 GPa while the transverse moduli of these fibres ranges from 10 to 30 GPa [114,115]. In addition to this, Thomason [116] attributed the failure of natural fibres to deliver the desired performance in composites to the high linear thermal coefficient of expansion (LTCE) of natural fibres. The interfacial shear stress between the fibre and the matrix is the product of residual compressive stress σ
r and the static friction coefficient at the fibre/matrix interface. Due to the high LTCE of natural fibres, σ
r will be lowered, which translates to poor interfacial shear strength between the fibres and the matrix. This challenge could potentially be addressed by coating plant fibres with highly crystalline nanocellulose derived from bacteria (see Figure 4), which possesses low LTCE (0.1 × 10−5 K−1) [117], to bridge the gap which often exists between the fibre and the matrix [79,89,118–120]. Scanning electron images showing (a) neat sisal fibres, (b) sisal fibres coated with a dense layer of BC and (c) ‘hairy’ sisal fibres produced using a novel slurry dipping method. A dense layer of BC on sisal fibres was obtained by drying the slurry-dipped fibres under vacuum 80°C. ‘Hairy’ sisal fibres were obtained by partially drying the slurry-dipped fibres between filter papers, followed drying in an air oven held at 40°C. Obtained from Lee et al. [120].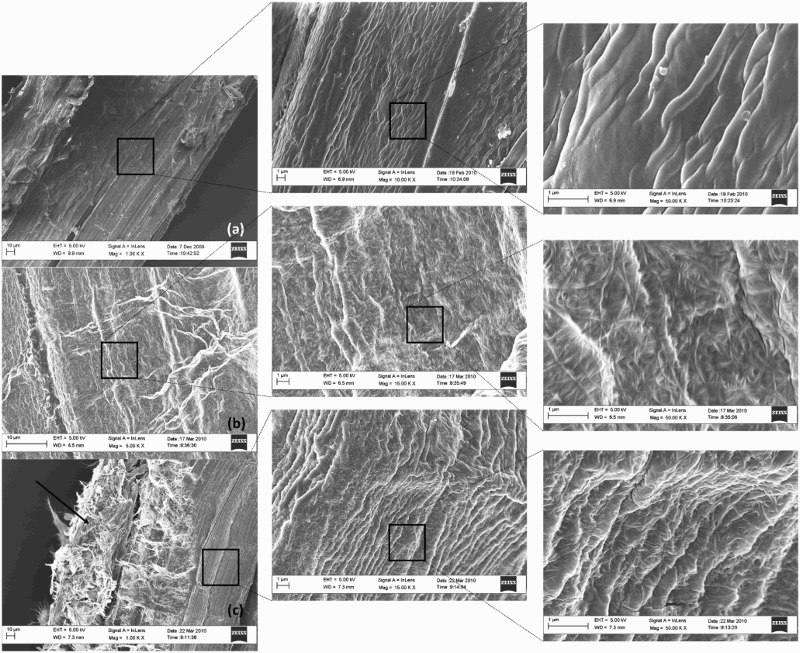
Processing and manufacturing of plant fibre-reinforced polymer composites
The production volume of plant fibre-reinforced polymers for the automotive industry reached 60 000 t in 2012 and is forecasted to reach 80 000 t by 2020 [20]. Approximately 90% of these plant fibre composites are anticipated to be converted into parts by compression moulding. Nevertheless, plant fibre-reinforced polymer composites can be manufactured using a variety of methods depending on the length of the plant fibres to be used as filler/reinforcement. The length of plant fibres can be broadly defined as either ‘endless’ in terms of composite micromechanics, i.e. at least several centimetres long, therefore bridging at least one main dimension in composites, or ‘short’. Short fibres are loosely defined as fibres with a length of less than 1 cm. Plant fibres that are several centimetres long are often used as reinforcement in the form of fabrics, yarns or fibre strands for thermosetting matrices, such as epoxy resins or polyesters. In this context, resin transfer moulding (RTM) is often used to produce plant fibre-reinforced polymer composites [121,122] or composites with in-plane reinforcement [123–126]. While using thermosetting resins as the matrix for plant fibres results in high performance and solvent-resistant composites, the manufacturing process itself is rather laborious and produces waste associated with the consumables required for the RTM processes. Therefore, research and development has also focused on the use of thermoplastic polymer matrices for plant fibre composites [127]. To produce plant fibre mat-, fabric- or roving-reinforced thermoplastic composites, film stacking and compression moulding methods are often used [128,129]. These composites can also be reprocessed or recycled [24]. Plant fibres can be combined with thermoplastic polymer fibres in processes used to manufacture fibre preforms, for instance when producing fibre fleeces by carding or slivering. These commingled fibre preforms can be converted into final composite parts by heat consolidation [130–132]. However, the use of thermoplastic matrices for the production of plant fibre composites creates other problems, such as thermal degradation of plant fibres during processing and consolidation [133]. Furthermore, thermoplastic long plant fibre-reinforced composites often have (rather) high porosity as in these composites the fibres are not easily impregnated thoroughly by the melt due to the lack of shear and pressure, which are the driving forces to bring the matrix in between the fibres [134].
Short plant fibres, on the other hand, are typically processed using melt mixing techniques, whereby the short fibres are dosed into a mixer, such as high-speed mixers [135,136], single [137] or twin screw extruders [135,137–139] to disperse the fibres within the matrix – the product of this process is called compound – ready for use for the next processing step. This compound is further processed using conventional polymer processing techniques, such as extrusion, compression or injection moulding to produce three-dimensional parts, such as hollow chamber profiles for terraces and automotive interior parts, just to mention a few examples. While compounding is cost effective, the main challenge is the processability of the fibres throughout the whole manufacturing process. To ensure processability, the fibres have to be very short (about 1 mm) [37] because the longer the fibres, the more difficult it becomes to distribute them homogeneously in the matrix within injection moulded parts and the higher the tendency to block or plug the dosing equipment [140]. However, the shorter the fibre length, the lower the reinforcing potential of plant fibres, as the fibres become too short for effective stress transfer (see the section ‘Comparison of the tensile performance of plant fibre-reinforced polymer composites with engineering/commodity polymers’). One possible solution to address the challenge of processability of short plant fibres is to use a cable-coating or pultrusion technique, whereby yarns of short plant fibres can be impregnated or coated with a thermoplastic matrix [141]. Long plant fibres can also be processed in this manner. These pre-impregnated plant fibre yarns can then be fed into melt mixers, followed by extrusion to produce final composite parts. Nevertheless, this adds additional cost and effort to the manufacturing process [141]. Another approach to solving the challenge of processability of plant fibres is to coat the yarn or roving consisting of long plant fibres with a sizing (an aqueous solution of various chemical compounds) containing a film former, which coats the fibres and ‘glues’ them together, followed by chopping them into several millimetre long fibre bundles, which can be dosed using standard screw dosing equipment and fed properly into the intake zones of extruders [142].
Plant fibres as reinforcement for polymers
The concept of introducing plant fibres into polymers dates as far back as 1920s, where plant fibre (cotton) fabrics were used to reinforce phenolic resins. These composites, known as Cord Aerolite, containing 90% fibres and possessed tensile moduli and strengths of up to and 14 GPa and 180 MPa, respectively [143]. An improved version, known as Gordon Aerolite, which was made from unidirectional flax fibre-reinforced phenolic resin possessed tensile modulus and strength of up to 40 GPa and 310 MPa, respectively [144]. In 1940s, Henry Ford introduced soybean fibres into phenol formaldehyde resin and used it for the body panel and the chassis of a car [145,146]. This concept was further extended by VEB Sachsenring in the former German Democratic Republic who manufactured the car Trabant starting in the late 1950s. The doors, roof, boot lid, bonnet and fenders of the Trabant were made from waste cotton-reinforced phenolic resin, also known as Duroplast. The waste cotton was imported from the former Soviet Union and this made Trabant the first ever car made from recycled materials.
Numerous papers about plant (natural) fibre composites were published since then. Figure 5 summarises the tensile properties of UD and randomly oriented plant fibre-reinforced polymers reported by various authors [28,95,119,124,125,129,134,136,147–362]. Shah [37] also tabulated selected data in his recent publication. Plant fibre-reinforced polymers with tensile moduli and strengths of up to 40 GPa and 450 MPa, respectively, were produced (Figure 5). These high-performance composites typically contain loading fractions (w
f) of 40–60 wt-%. UD high-performance plant fibre composites can be produced from endless hemp [215], flax [125,134,149,163,174,179,181,198,216,234], ramie [325], kenaf [176,308], sisal [309], isora [321], pineapple leaf [159], Napier grass [180], Alfa [317] and jute fibres [158,229,255,322], as well as plant fibre mats [129,149,203,275,304,316]. Figure 5 contains a vast number of data extracted from literature including some of the earlier developments in plant fibre-reinforced polymers. However, it should be considered that not all reported mechanical properties of these composites is optimal due to non-optimised processing of fibres and composites. The spread of the data also demonstrates the variability of plant fibre composite properties caused by processing, which can also be found synthetic fibres, e.g. glass fibres, whereby the length of the fibre will be affected depending on processing routes used. This variability in length leads to variability in measured tensile performance (see the section ‘Comparison of the tensile performance of plant fibre-reinforced polymer composites with engineering/commodity polymers’). Reported tensile properties of plant fibre-reinforced polymer composites [28,95,119,124,125,129,134,136,147–362]. E and σ denote tensile modulus and strength, respectively. The data used for the non-renewable engineering polymers include PP, LLDPE, HDPE, PBT, PA6, PA12 and PC. The data used for the renewable polymers PLA, CA, CAB, CAP, PHBV and PHA. These data were obtained from MatWeb (www.matweb.com).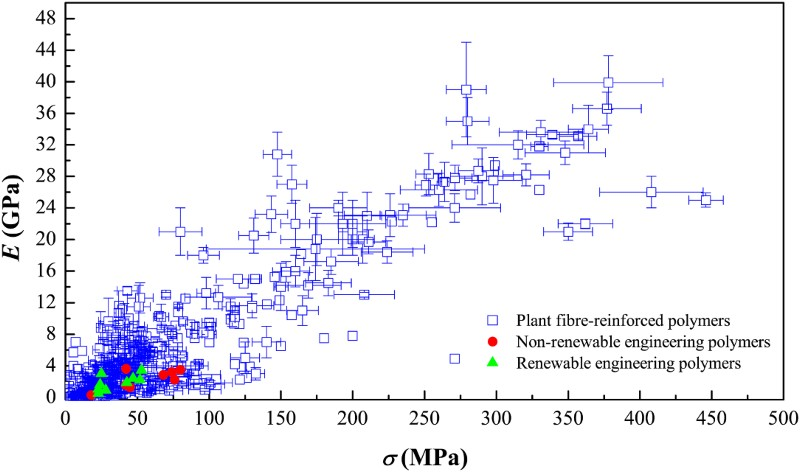
We also compared the literature data of plant fibre-reinforced polymer composites with commercially available (non-)renewable commodity and engineering polymers (Figure 5). For comparison we chose PP, linear low density polyethylene (LLDPE), high-density polyethylene (HDPE), polybutylene terephthalate (PBT), polyamide 6 (PA6), polyamide 12 (PA12) and polycarbonate (PC) as our non-renewable commodity or engineering polymers and PLA, cellulose acetate (CA), cellulose acetate butyrate (CAB), cellulose acetate propionate (CAP), poly(hydroxy butyrate-co-valerate) (PHBV) and poly(hydroxy alkanoate) (PHA) as renewable polymers. These are indicated by red circular dots and green triangles, respectively, in Figure 5.
Comparison of the tensile performance of plant fibre-reinforced polymer composites with engineering/commodity polymers
Figure 6 depicts the tensile performance of various plant fibre-reinforced polymers as a function of fibre loading fraction (w
f). The dotted red lines in Figure 6 denote the tensile modulus and strength of our chosen benchmark, e.g. the bio-based polymer with the highest best mechanical properties, PLLA, measured to be ∼4 GPa and ∼70 MPa, respectively [10,11]. It can be seen from this figure that the tensile moduli of most randomly oriented short plant fibre-reinforced polymers are around (or below) the benchmark PLLA, even at w
f > 50 wt-%. The tensile strengths of plant fibre-reinforced polymers also showed a similar trend, whereby most of the data are around (or below) our benchmark PLLA, including those of composites containing a high w
f of plant fibres. This can be attributed to the random orientation of plant fibres within the polymers, which is the reason for the low tensile properties of the resulting composites. This situation is worsened when using (or creating during the processing) very short fibres, which results in less effective stress transfer from the matrix to the fibres. Nevertheless, it can be concluded from Figure 6 that plant fibres are an excellent stiffening agent. Plant fibre composites with tensile moduli exceeding those of commodity/engineering polymers were realised, which is apparent by a larger number of data points above the benchmark region for tensile modulus compared to the tensile strength of the plant fibre-reinforced polymer composites. Comparison of reported tensile moduli (E) and strengths (σ) of plant fibre-reinforced polymer composites [28,95,119,124,125,129,134,136,147–362] as a function of fibre loading fraction (w
f). The red dotted line shows the properties of PLLA. The filled green and hollow blue icons represent UD plant fibre-reinforced polymers and randomly oriented plant fibre-reinforced polymers, respectively.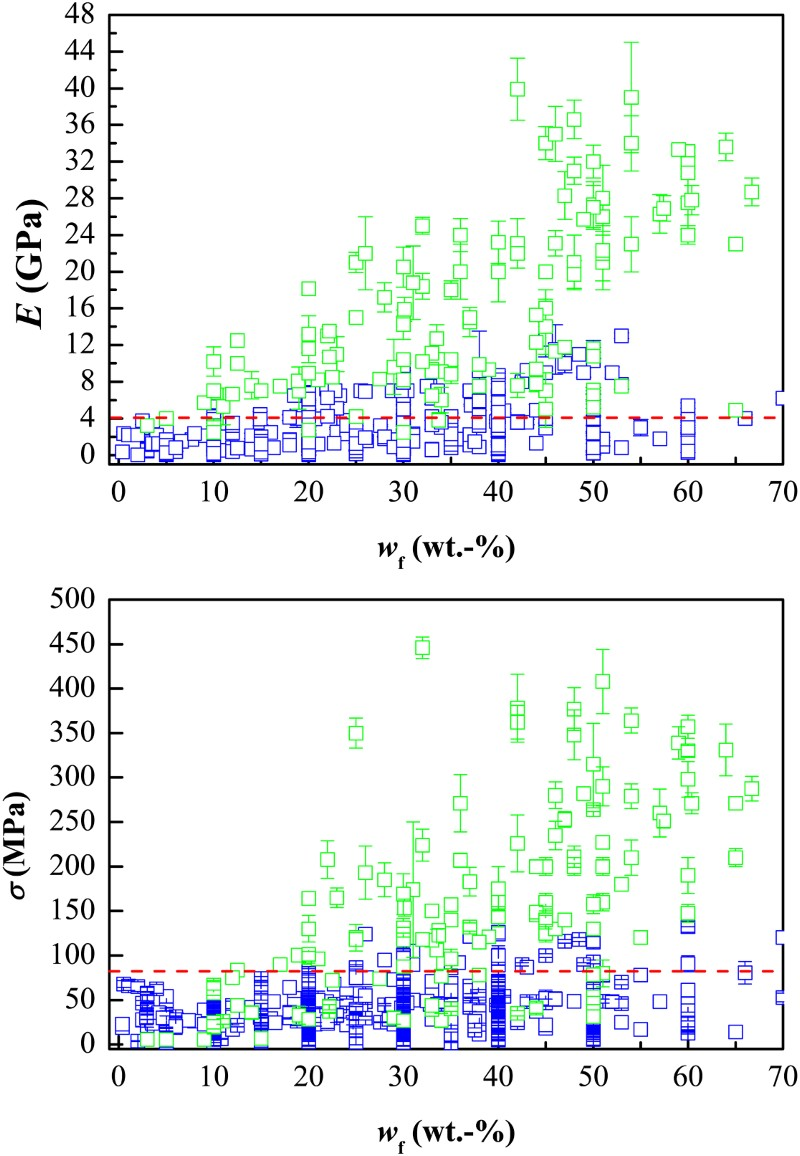
Effective fibre reinforcement is achieved if the length of the fibre exceeds the critical fibre length, which depends on the fibre–matrix combination (and method of manufacturing, see the section ‘Processing and manufacturing of plant fibre-reinforced polymer composites’), the fibre tensile strength at the critical length and the fibre diameter [363]. This can be better understood using an exemplarily calculation of the critical length of plant fibres. The interfacial shear strength τ between sisal fibres and PLA [79] or CAB [89] obtained by single fibre pull-out tests was reported to be 12.1 and 1.02 MPa, respectively. For hemp fibres pulled-out from CAB, an interfacial shear strength of 0.76 MPa was reported [89]. The tensile strengths (σf
) of technical sisal and hemp fibres were measured to be 342 and 286 MPa, respectively. From these data, the minimum critical length (LC
) of the fibres
1
in CAB and PLA matrices can be calculated using the following equation:
The critical length of sisal fibres in PLA was estimated to be 1.4 mm but for sisal and hemp fibres in CAB this is already 17–19 mm. For effective fibre reinforcement, the length of the reinforcing fibre should exceed the critical length L >> L c (normally >15L c) [363]. While this could be achieved for the sisal–PLA combination, the effect of composite processing (compounding, extruding, pelletising and injection moulding) will no doubt lead to a decrease of the fibre length to less than L c for hemp fibre-PLA or CAB combinations. Nevertheless, plant fibres do add value when compounded into polymers; plant fibres are regarded as cheaper filler than conventional engineering (polymer, glass or carbon) fibres, replacing some portion of the more expensive polymers, leading to a reduction in the overall cost while increasing the renewable fraction of the resulting composites.
It can also be seen from Figure 6 that the tensile moduli of UD plant fibre-reinforced polymers exceeds that of PLLA at w f as low as 20 wt-% when UD plant fibre composites are used. These observations are consistent with recent investigations [364]; the tensile moduli of UD jute and flax fibre-reinforced epoxy composites increased linearly with increasing v f. However, a critical v f at which the tensile properties of UD outperform neat epoxy resin exists at around 10 vol.-% (corresponding to w f ∼13 wt-%). This critical v f corresponds to the transition from a matrix-dominated failure to a fibre-dominated failure. Below this critical v f, a brittle failure of the composites was observed and at v f >10 vol.-%, a more serrated fracture surface, with increased occurrence of fibre pull-out, was observed. The authors also calculated the maximum theoretical fibre volume fraction v f to be 60 vol.-% (corresponding to w f ∼65 wt-%) for twisted flax and jute fibre yarns.
Comparison of the mechanical performance of plant fibre-reinforced polymers with glass fibre-reinforced polymers
Plant fibres are valuable alternative reinforcing fibres for commodity composite applications [25,26]. In order to assess whether plant fibres could be used to produce structural composites with properties on par with conventional glass fibre-reinforced polymers (GFRP), we have plotted the tensile moduli and strengths of commercially available GFRP as a function of w
f (Figure 7) along with the collected tensile properties of plant fibre-reinforced polymers reported by various authors in the literature. Recent publications also compared selected plant fibre-reinforced polymers with GFRPs in an Ashby plot [365,366]. Although we are aware, that the mechanical properties of composites should be correlated with the respective fibre volume fractions, we adhere to w
f due to the fact, that most papers dealing with plant fibre composites use this parameter and the lack of information to convert it to v
f. It can be seen in Figure 7 that plant fibres can be used to produce composites with tensile moduli on par with and even outperforming commercially available glass fibre-reinforced polymer composites, indicating the potential of plant fibres as an alternative reinforcement to glass fibres in load bearing or structural applications. Similar observations can also be made for the tensile strength of plant fibre-reinforced polymer composites. Comparison between the reported tensile moduli (E) and strengths (σ) of plant fibre-reinforced polymer composites [28,95,119,124,125,129,134,136,147–362] and glass fibre-reinforced polymers as a function of fibre loading fraction (w
f). The data for glass fibre-reinforced polymers were obtained from MatWeb (www.matweb.com). The green and blue hollow icons represent UD plant fibre and plant fibre fabric-reinforced polymers and randomly oriented plant fibre-reinforced polymers, respectively.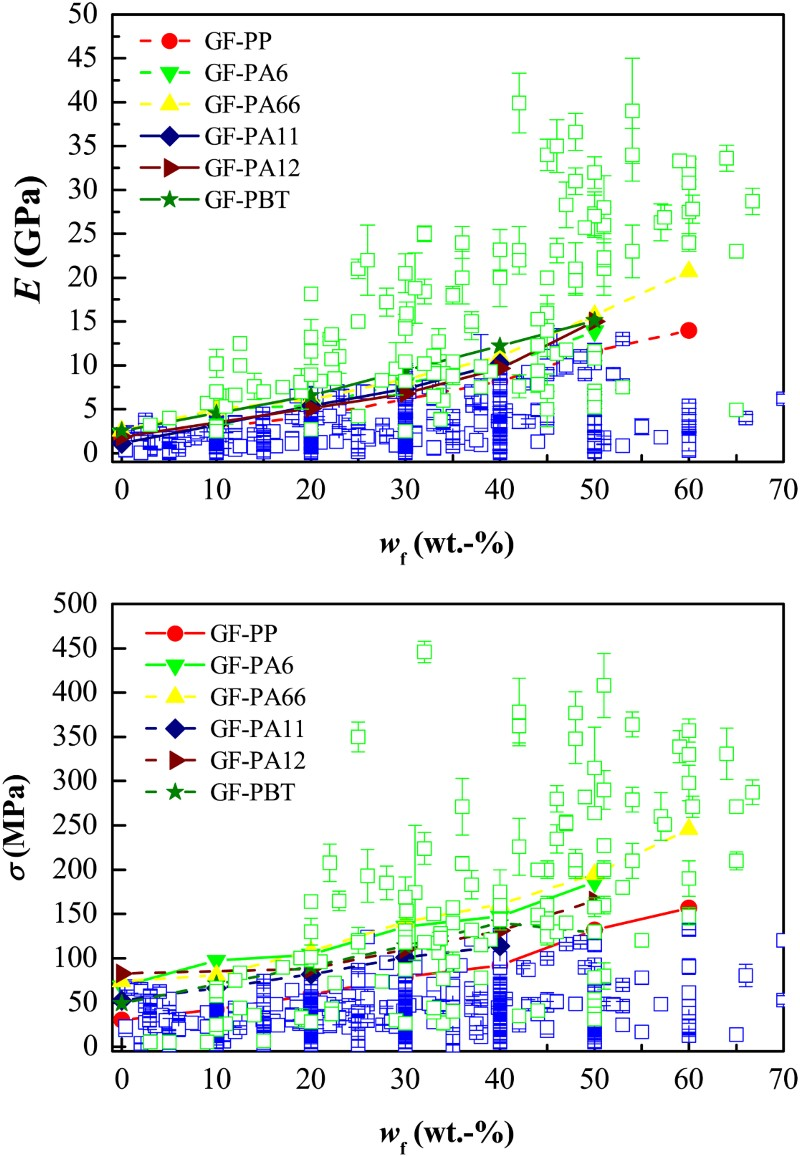
In contrast to the tensile moduli of plant fibres, which are comparable to E-glass fibres (especially those of jute, flax, hemp and ramie – see Table 3), the tensile strength of glass fibres is at least twice as high as the tensile strength of plant fibres. Nevertheless, some randomly oriented plant fibre-reinforced polymer composites have very similar mechanical properties compared to randomly oriented GFRP, especially at low w f. As w f increases, the property-performance gap between randomly oriented plant fibre-reinforced polymers and GFRP increases. Madsen et al. [367] showed that a transition w f exists. This transition w f corresponds to the assembly of plant fibres has been fully compacted to its minimum volume at a given processing condition. Beyond this w f, the mass of plant fibres within the composite stayed constant but the mass of the matrix decreases and the volume fraction of porosity increases. This transition point, a result of insufficient matrix that was added to the composites to fill the free space between the fibres or the fibre lumens, was found to occur at w f = ∼40–50 wt-%, depending on the consolidation pressure [368], leading to the widening of the property-performance gap between plant fibre composites and GFRP.
Glass fibres are however inherently heavier than plant fibres (the density of glass fibres is 2.5 g cm−3 versus ca. 1.5 g cm−3 for plant fibres). On a ‘per weight’ basis, the specific property-performance gap between plant fibre-reinforced polymer composites and GFRP should be closer. To elucidate this further, the specific tensile properties of plant and glass fibre-reinforced polymer composites were compared in Figure 8. Herein, we used average plant and glass fibre densities of 1.5 and 2.5 g cm−3, respectively. It can be seen that on a ‘per weight’ basis, most plant fibre-reinforced polymers actually perform equally well compared to GFRP. Nevertheless, the tensile properties of UD flax, jute and hemp fibre-reinforced polymer composites do outperform randomly oriented plant but also glass fibre-reinforced polymer composites, signifying that UD plant fibre composites could potentially offer a valuable alternative for certain composite applications requiring intermediate mechanical properties. It should be noted that unidirectional plant [369,370] (and regenerated cellulose [371,372]) fibre-reinforced polymers exhibit a non-linear stress–strain behaviour, which offers early warning prior to final composite failure. Uniaxial tensile cyclic tests showed that the elastic limit was as low as 0.15% strain. This was hypothesised to be due to the untwisting of plant fibre yarns and the realigning of cellulose microfibrils in the plant fibres. Such observations raise the question as to what strain range should be used to evaluate the tensile moduli of UD plant fibre-reinforced polymers. Comparison between the specific tensile moduli (E/ρ) and strengths (σ/ρ) of plant fibre-reinforced polymer composites [28,95,119,124,125,129,134,136,147–362] and glass fibre-reinforced polymers as a function of fibre loading fraction (w
f). The data for glass fibre-reinforced polymers were obtained from MatWeb (www.matweb.com). The green and blue hollow icons represent UD and fabric plant fibre-reinforced polymers and randomly oriented plant fibre-reinforced polymers, respectively.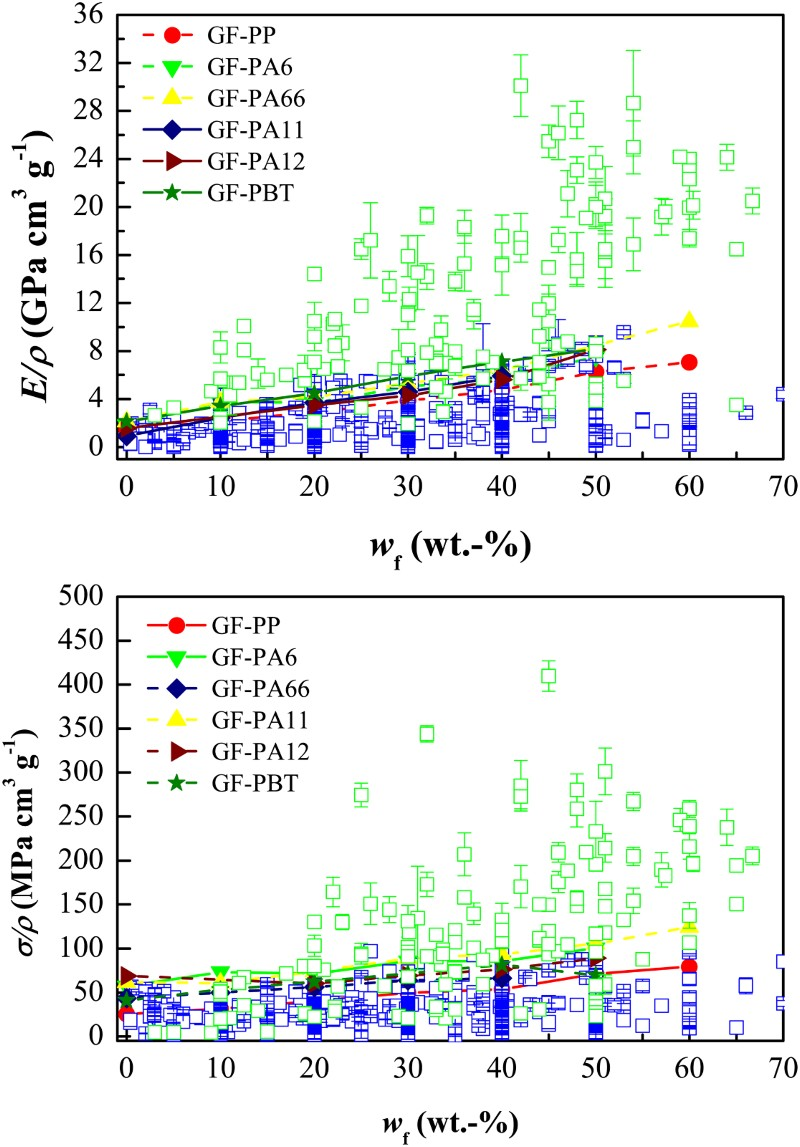
Lifecycle assessment (LCA) of plant fibre-reinforced polymers
Plant fibre-reinforced polymers are often perceived as ‘green’ or environmental friendly. It was proposed that plant fibre-reinforced polymers are likely to be more environmental friendly than GFRP because: [373] (i) plant fibre production results in lower environmental impacts compared to glass fibre production, (ii) plant fibre-reinforced polymers have higher fibre content for equivalent performance, which therefore reduces the amount of (more polluting) base polymers, (iii) plant fibre-reinforced composites are lighter, improving the fuel efficiency and reducing emissions during their use phases and (iv) plant fibre-reinforced composites can be incinerated for energy recovery at the end of their service life. To support such perception, LCA can be conducted to study the environmental impact associated with plant fibre-reinforced polymers and to elucidate how these composites compare against GFRP.
Kim et al. [374] assessed the lifecycle of kenaf fibre-reinforced PHB (w f = 50%) and compared the environmental impact of these composites to glass fibre-reinforced PP (w f = 37%). The authors found that the production of kenaf fibre-reinforced PHB consumes less energy compared to glass fibre-reinforced PP, with a potential energy savings of up to 23 MJ kg−1. The global warming potential (GWP) of kenaf fibre-reinforced PHB was also found to be lower than glass fibre-reinforced PP (3.9–4.2 kg CO2 eq kg−1 for kenaf fibre-reinforced PHB, 4.5 kg CO2 eq kg−1 for glass fibre-reinforced PP). However, kenaf fibre-reinforced PHB contributed a heavier environmental burden in other impact categories such as photochemical smog formation, acidification and eutrophication potentials. The largest pollutant that contributes to these impact categories arises from the emission of nitrogen and phosphorus from soil during biomass cultivation associated with fertilisers. The environmental impact of flax fibre-reinforced PP was compared against glass fibre-reinforced PP in a separate study [375]. It was found that the lower tensile strength of flax fibres compared to glass fibres led to a higher environmental impact associated with flax fibre-reinforced PP when equal composite strength for flax fibre-reinforced PP and glass fibre-reinforced PP was targeted. When stiffness is used as the main design criteria for composites (assuming both composites are equally durable), flax fibres could potentially serve as a substitute for glass fibres if the w f of flax fibres is sufficiently high.
Volume fraction of flax and glass fibres, as well as the mass of flax fibre-reinforced PP (in reference with 1 kg of glass fibre-reinforced PP) required to achieve the target design criteria for automotive application.
aThe thickness of this composite is 3.2 times that of GFRP to achieve the desired impact strength.
Adapted from Garkhail [376].
Outlook
Research into the use of plant fibres as reinforcement for polymers has gained renewed interest over the past 40 years due to the possibility of producing high-performance, renewable and sustainable (green) composites that could potentially bridge the property-performance gap between renewable polymers and petroleum-derived polymers. Plant fibres are also regarded as alternative reinforcing fibres in composite applications. In this review, we discussed the various chemical and physical properties of plant fibres as well as the manufacturing routes to produce plant fibre-reinforced polymer composites. We have also evaluated the possibility of using plant fibres as alternative reinforcement to produce (high-performance) green composites. The tensile properties of plant fibre-reinforced polymers reported by various authors have been compiled and compared in this article. It was found that plant fibres serve as excellent reinforcement for polymers when the orientation of the fibres is unidirectional to the loading direction and the fibres are long. Tensile moduli and strengths of up to 40 GPa and 450 MPa, respectively, were reported for UD plant fibre composites containing between 40–60 wt-% flax, hemp, jute or ramie fibres. These are some of the highest values reported so far for plant fibre-reinforced polymers in the literature.
The tensile properties of plant fibre-reinforced polymers were also compared against commercially available randomly oriented short GFRP. It was found that green composites containing random short plant fibres do have similar properties as GFRP at a lower overall part weight, while UD plant fibre-reinforced polymers offer the potential to be adapted in applications requiring better mechanical performance. UD plant fibre composites provide composite designers with materials where the application of synthetic fibres might be less attractive (for cost-to-performance reasons). Plant fibres also can be regarded as ‘effective fillers’ as they could replace the more expensive polymers, increase the biomass fraction, improve the tensile modulus and reduce the overall cost of the final product. Furthermore, the thermal and impact properties of the final product can be improved by the incorporation of plant fibres. Falling weight impact tests showed plant fibre-reinforced polyesters and PLA exhibited higher energy absorption compared to neat polyester and PLA, respectively [154,377]. This may further motivate industry to replace their petroleum-derived materials with plant fibre-reinforced polymers in various commercial applications.
Footnotes
Acknowledgements
We would like to thank the reviewers for their constructive comments that helped to improve the paper.
Disclosure statement
No potential conflict of interest was reported by the author(s).
1
Here we quote the minimum critical length because the studies by Pommet et al. [89] and Juntaro et al. [![]() ] measured the tensile strengths of natural fibre ‘bundles’. If the fibre ‘bundles’ could be broken up to individual technical fibres, the measured tensile strength of the fibres could potentially be higher, leading to longer critical fibre lengths.
] measured the tensile strengths of natural fibre ‘bundles’. If the fibre ‘bundles’ could be broken up to individual technical fibres, the measured tensile strength of the fibres could potentially be higher, leading to longer critical fibre lengths.