
Abstract
Impurity elements of Cu, Ni, Sn and Cr have been added to a model low-carbon strip steel to mimic the levels that could arise due to increased scrap recycling during steel production. The microstructure and tensile properties of the base composition and impurity added compositions after thermomechanical processing, consisting of hot rolling and simulated coil cooling, have been investigated. The addition of impurities results in a lower bainite fraction, a smaller effective grain size and the precipitation of Cu-rich particles. Meanwhile, higher strength and lower ductility are found in the steel with impurities.
Introduction
Steel has been regarded as the most significant structural material in industrial and consumer marketplaces. Steel is also the most recycled material in the world. Recycling steel scrap for steel production using the Electric Arc Furnace (EAF) route can significantly reduce the CO2 emissions by 90%, compared to processing the raw iron ore using the Blast Furnace-Basic Oxygen Furnace (BF-BOF) route. However, the steel scrap often contains impurities, which cannot be removed in the EAF route, and they will be accumulated in the steel as the cycle number increases [1,2]. The main impurity elements often include Cu, Ni, Cr and Sn, which are more noble than iron in terms of oxidation. The content of individual impurity elements and the total level of impurities depend on the quality of the scrap and the amount of scrap used as feedstock. Cu content varies from 0.1 to 0.5 wt-% and Ni content varies from 0.02 to 0.6 wt-% for different scrap categories according to the EU standard [3].
Although Cu and Ni are in general considered as impurities or ‘tramp elements’ in scrap, they sometimes are purposely added to steel for better physical properties. Cu-rich clusters and precipitates are formed after aging at 350–760°C in steels alloyed with Cu from 1 wt-% up to 4 wt-% [4–10]. Those clusters and precipitates not only bring precipitation strengthening, but also enhance the thermal stability of grains via Zener pinning. The addition of Ni (1–3 wt-%) to steel enhances the grain boundary strengthening by increasing the value of the Hall-Petch coefficient [11]. The main drawback of Cu addition is to cause surface hot shortness of steel during hot rolling [12]. The presence of Sn, even at a very low level of 0.04 wt-%, not only makes the hot shortness worse [12], but also deteriorates the hot ductility of the steel when the Sn atoms segregate to the austenite grain boundaries and decrease the grain boundary cohesion [13]. The hot shortness problem can be greatly mitigated by adding Ni to achieve a Ni/Cu ratio above 0.25 [12,14].
The effect of alloying elements on phase transformations in steels has been widely investigated. Empirical formulae for the prediction of the phase transformation temperatures with respect to the steel compositions have been proposed [15–18]. It is well known that Ni and Cu can stabilize austenite by decreasing the onset temperature of the austenite to ferrite transformation during cooling [19]. It has also been proposed that Ni, Cu and Cr lower the onset temperature of bainitic transformation (Bs) [20]. In Van Bohemen’s study on the bainite isothermal transformation kinetics [21,22], a model for the start curves of bainite formation was established, which is mainly governed by Bs and the activation energy. The values of the model parameters, e.g. Bs and activation energy, were derived by fitting the model to published data on steels with various compositions. The magnitude of the effect of some alloying elements on Bs and activation energy was obtained using the least squares method [22]. The fitting indicated that both Cr and Ni depress Bs and increase activation energy, with Cr having a stronger effect than Ni.
Despite the previous studies on the effect of impurity elements, there still lacks quantitative information of the effect of impurities on the steel microstructure and structure-properties, especially at the content range relevant to that in the scrap, which could hinder scrap usage for steel production. In this paper impurities (Cu, Cr, Ni and Sn) have been added to a model low-carbon steel to mimic the scenario of increased scrap utilization in steel production. Comparisons have been made between the hot rolled and coil cooled microstructure and mechanical properties of the steels with and without an increased level of impurities.
Experimental
Composition (wt-%) for the experimental steels.
Ingots of 25 kg were cast using a vacuum induction melter in the Tata Steel IJmuiden plant. Homogenization at 1220°C for 60 min was carried out before the ingots were hot rolled in two stages. During rough rolling, the 100 mm thick ingots were hot rolled to 32 mm transfer bars in seven passes. Intermediate heating was carried out to heat the bars above 1100°C, followed by finishing rolling where the bars were finish rolled to 3 mm sheets in six passes with a finishing rolling temperature (FRT) of 840°C. Subsequently, the sheets were cooled to 595°C at a cooling rate of ∼30°C s–1 and then the furnace cooled (to mimic the thermal effect of coiling) to room temperature.
Tensile test specimens were machined from the sheets along the rolling direction with a gauge length of 25 mm and width of 8 mm. Tensile tests were performed at a constant rate of 1mm min–1 using an Instron hydraulic mechanical test machine. The yield strength (YS), ultimate tensile strength (UTS) and total elongation of each steel were determined by the average of three measurements. Nanohardness tests on the phase constituents in 2QA were carried out using Nano Test Xtreme and the penetration depth was 400 nm.
Scanning electron microscopy (SEM) was performed using a JEOL SEM to reveal the distribution, fraction and morphology of the phase constituents. Electron backscattered diffraction (EBSD) scans were carried out using an Oxford EBSD system attached to the JEOL SEM to determine the grain size and crystallographic orientation distributions. SEM samples were mechanically polished and etched in 2% nital reagent. EBSD samples were prepared by mechanical polishing using 0.05 μm colloidal silica for the final polishing stage. Fractography of the tensile specimens were observed by JEOL SEM. Transmission Electron Microscopy (TEM) observation was carried out using FEI TALOS operated at 200 kV. TEM specimens were fabricated using standard focused ion beam (FIB) lift-out.
Results
Tensile properties
Figure 1 shows representative tensile curves of the steels tested and Table 2 summarizes the YS, UTS, total elongation and YS/UTS. As the content of impurity increases, YS, UTS and YS/UTS increase while the total elongation decreases. The engineering stress–strain curves of experimental steels. Tensile properties of the experimental steels.
Fracture
The fracture surfaces of the three steels after tensile testing are shown in Figure 2, which are mainly characterized by dimples, indicating the fracture occurred in a ductile manner. However, the dimple size and number density vary between the steels. The dimple size decreases while the dimple number density increases as the impurity level increases from the Base to the 2QA steel, based on qualitative observation. The dimple features observed on the fracture surface can be correlated to the mechanical properties of the materials tested. Das et al. [23] concluded that the smaller dimple size and higher dimple number density are associated with a higher strength and lower ductility in Cu-strengthened low alloy steel due to micro-voids forming on Cu precipitates. The correlation of mechanical properties with dimple features in the current steels agrees with the conclusion from reference [23]; the microstructural features responsible are discussed below. Fracture morphology of the experimental steel: (a) Base, (b) QA and (c) 2QA.
Microstructure
SEM micrographs of the steels are shown in Figure 3. All three steels consist of equiaxed grains and exhibit a mixture of ferrite + granular bainite + pearlite. The bainite and pearlite are randomly distributed in the ferrite matrix. Granular bainite, consisting of ferrite and nearly granular cementite, is commonly found in low carbon steel subjected to continuous cooling transformation. The area fractions of bainite and pearlite were manually determined using ImageJ. As the impurity level increases, the fraction of bainite decreases whereas that of pearlite increases, as summarized in Table 3. SEM image of the experimental steels with low magnification showing the overall microstructure: (a1) Base, (b1) QA and (c1) 2QA; and high magnification showing the features of the secondary structures: (a2) Base, (b2) QA and (c2) 2QA. Summary of the bainite fraction, pearlite fraction and effective grain size in the experimental steel.
Figure 4 shows the EBSD maps normal to the transverse direction (TD) and the orientation distribution function (ODF) in EBSD orientation map of the: (a) Base, (b) QA and (c) 2QA steel; 







TEM images and the corresponding EDS maps, Figure 5(a), reveal Cu-rich precipitates with an average diameter of 7.3 nm in ferrite grains in the 2QA steel. The precipitates show a volume fraction of 0.0002, based on images from three different grains (assuming the precipitates are spherical shaped and the TEM sample is 100 nm thick). The Cu-rich precipitates have been well studied in heat-treated steels with copper content >1 wt-%; here we provide evidence of Cu-rich precipitates in a steel with relatively low Cu content that has been hot rolled and simulated coil cooled. The strengthening contribution from the precipitates is discussed in Section ‘Strength and ductility’. EDS did not detect other precipitates in the microstructure. TEM images of the 2QA steel coupled with EDS Cu maps: (a) Cu-rich precipitates in ferrite grains; (b) Cu-rich precipitates form at the ferrite/cementite interfaces and grain boundary, and one Cu-rich precipitate shows Sn enrichment.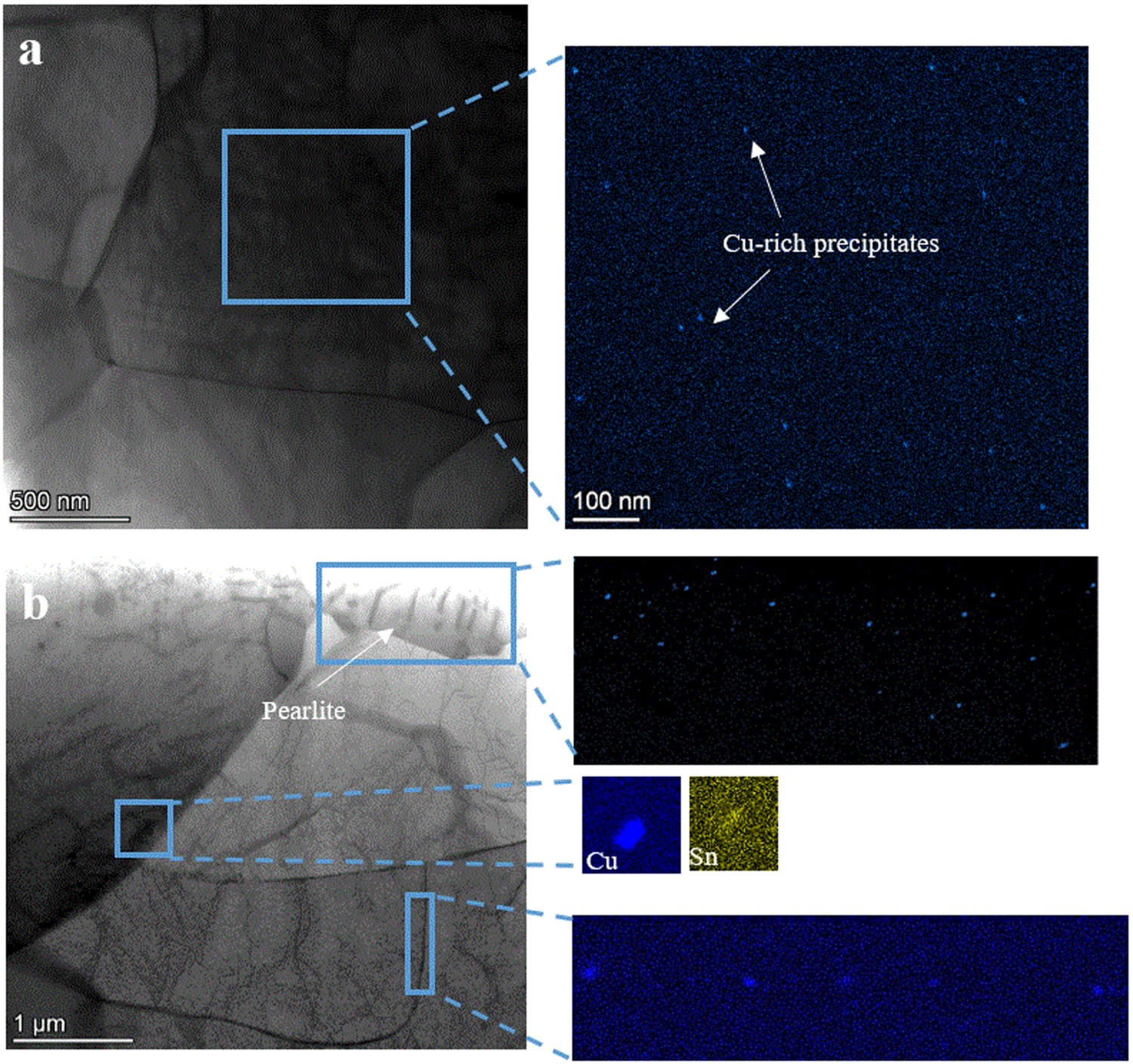
Cu-rich precipitates were also found heterogeneously distributed at the ferrite/cementite interface and at the ferrite grain boundaries (Figure 5(b)). The size of the Cu-rich precipitates at the interfaces is around 12 nm; and those at grain boundaries have a large size range of 10–50 nm with an average value of 18 nm. It is well known that interfaces and grain boundaries provide preferential nucleation sites for precipitates, which is due to the decreased energy barrier of heterogeneous nucleation, and enhanced diffusivity of the solute atoms, along with possible segregation of solutes to the grain boundary and interfaces [7,8]. One of the large Cu-rich precipitates at the grain boundary was found to be enriched in Sn, but this was the only such example observed within the characterization window carried out.
Discussion
Strength and ductility
Possible strengthening mechanisms active in the current steels are grain boundary strengthening, precipitation strengthening, solute strengthening, dislocation strengthening and the strengthening from the secondary structure, i.e. pearlite and bainite [25–27]. The contribution of each strengthening mechanism to the strength difference between the Base and 2QA steels, on the basis of the microstructural observations, has been considered.
The Hall-Petch relationship is employed to estimate the strength difference caused by the difference in the effective grain size:



The presence of Cu-rich precipitates gives the 2QA steel precipitation strengthening, which can be calculated by Equation (2) [30]:




The difference in solute strengthening caused by the addition of impurities can be expressed by Equation (3):







Strengthening difference from the secondary phase pearlite can be given by Equation (4):




The bainite in the steels is relatively coarse and tempered in nature, and the coarse cementite particles are widely dispersed (average spacing: ∼0.76 μm), suggesting the bainite has very limited effect on strength [27]. Nano-indentation measurements on the ferrite and bainite in the 2QA steel confirmed that there is no difference in strength between the two constituents. Dislocation strengthening is not expected to contribute to any strength difference between the steels as dislocations present at the end of end of hot rolling will be annihilated by transformation, with any transformation-induced dislocations (for example from bainite formation) expected to be recovered during furnace cooling.
The calculated overall strength difference between the Base and 2QA steel due to the grain boundary strengthening, precipitation strengthening, solute strengthening and secondary phase strengthening is 35 MPa + 57 MPa – 15 MPa + 12 MPa = 89 MPa, which is comparable to the experiment value, i.e. 81 MPa (Table 2). The calculation indicates that the presence of Cu-rich precipitates and the smaller effective grain size are the main reasons for the higher strength in the 2QA steel.
The lower ductility found in the 2QA steel compared to the Base steel can be rationalized as follows. First, the Cu-rich precipitates at the grain boundaries may compromise the ductility. It was reported that when Cu-rich precipitates formed along grain boundaries during tempering, the ductility decreased in a low carbon steel with 2 wt-% Cu [9]. Second, the higher amount of pearlite in the 2QA steel, which has a higher strength than the ferrite, will give strain partitioning and lead to strain localization in the adjacent softer ferrite phase, which can compromise the ductility [33].
Grain size
The results show that the addition of impurity elements resulted in smaller effective grain sizes in the final microstructure. Since the steels were hot rolled above 840°C, impurity atoms existed as solute in austenite during deformation. Solutes may exert a drag force on austenite grain boundaries, hence retarding recrystallization and /or grain growth. The effectiveness of the solutes depends on their species and contents, as well as the temperature [34–36]. It was not possible to obtain the prior austenite grain size after hot rolling as the samples were in the hot rolled and simulated coil cooled condition. To consider if there are any differences in the austenite grain size, an austenization heat treatment at 950°C for 5 min followed by water quenching was carried out, and the prior austenite grain sizes (PAGS) were determined using the method proposed by Morales et al. [37] (Figure 6). Our measurements give similar values of PAGS for the three steels, indicating that the impurity additions have limited effect on the austenite grain size in these low carbon steels, suggesting that grain boundary movement is not significantly affected by the solute atoms for the low solute content present and the hot rolling temperature used [36]. EBSD map of the (a) Base and (b) 2QA steel subjected to austenization and quenching. Pre-austenite grain size is determined based on the EBSD maps.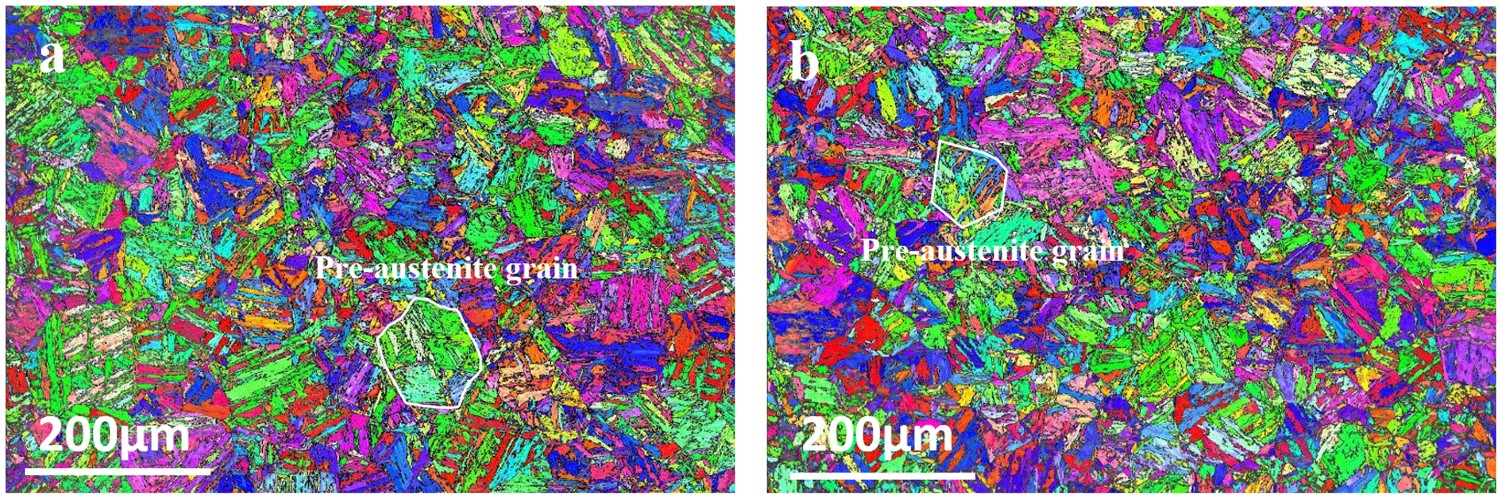
The Cu, Ni, Sn and Cr solutes can potentially affect the newly formed ferritic grains during cooling. A study [38] using density-functional theory calculated the segregation energy for various solute elements at one type of grain boundary, i.e. 
Cu-rich precipitates
During furnace cooling, due to the low solid solubility of Cu in ferrite, Cu-rich precipitates formed (Figure 5), gradually depleting Cu atoms from the matrix. The precipitation kinetics of Cu-rich precipitates depends on the content of Cu and other alloying elements [4,6–8,40]. Cu-rich precipitates have been reported during heat treatments in the temperature range from 400 to 700°C for a few minutes to hundreds of hours. Zhang et al. [40] reported the precipitation-time-temperature curve for a Fe-1.5 Cu (wt-%) alloy, which shows the nose of the precipitation curve and the incubation time for 10% of Cu precipitation is 600°C and 300 s, respectively. At 500°C, the time for 10% Cu precipitation increases to 2000 s. Note that the cooling rate during furnace cooling, used for the coiling simulation in this work, was ∼5°C min–1 in the temperature range of 595–400°C, and it is inferred that the Cu precipitates in the 2QA steel mainly formed at the early stage of furnace cooling, and the precipitation kinetics at the grain boundaries was faster than in grain interior.
Phase transformation kinetics
Microstructure observations of the three coiled steels show that a higher impurity level leads to a lower fraction of bainite after furnace cooling (Table 3), demonstrating that the addition of impurity elements affects the phase transformation kinetics. Based on [15,20], the impurity elements Cu, Ni and Cr decreases Bs. It is estimated that the decrease is 37°C for the 2QA steel with 0.3% Cu, 0.3% Ni and 0.2% Cr as solutes, compared to the Base steel. The decrease in Bs will reduce the undercooling for the bainite transformation. From [22,41,42], decreased undercooling has two effects on the bainite transformation kinetics. First, decreased undercooling linearly reduces the potential bainite nucleation sites, hence linearly reducing the nucleation rate. Second, it linearly increases the activation energy, hence exponentially decreasing the nucleation rate. This explains that a lower fraction of bainite is expected in the steel with higher levels of impurities after furnace cooling. Note that the austenite grain size can also affect the phase transformation behaviour [43]; however, this is not the reason for the different bainite transformation kinetics in the current steels since the impurities have had a negligible effect on the austenite size. To utilize higher amounts of steel scrap during steel production, systematic knowledge on the effect of impurity elements from the scrap on phase transformation kinetics is required for tuning the processing parameters to achieve the desired microstructure and mechanical properties, which will need to be studied in the next phase of our work.
Conclusions
Impurities, representative of those present if increased scrap steel content is used during steel making, have been added to a model low carbon strip steel, which was subjected to hot rolling and two-step cooling (simulating coiling cooling). The main findings are as follows: Higher strength and lower ductility are associated with higher impurity levels (Cr, Ni, Cu and Sn) in the current steel. The 2QA steel, with twice the impurity levels of the current commercial quality assurance composition for the hot rolled strip grade, is 81 MPa higher in yield strength and 9% lower in elongation, compared to the Base steel. As the impurity level increases, the bainite fraction decreases as the impurity elements decrease the bainite transformation starting temperature, and effective grain size becomes smaller probably due to solute drag by the impurity elements during furnace cooling. TEM/EDS on the 2QA steel reveals Cu-rich precipitates formed in grain interior as well as at ferrite grain boundaries and ferrite/cementite interfaces. The precipitation strengthening by Cu-rich precipitates and the enhanced grain boundary strengthening by the smaller effective grain size in the 2QA steel are responsible for its higher strength.
Footnotes
Acknowledgements
The authors would like to acknowledge the provision of materials from Tata Steel, and thank Sabrina Yan and Tom Moore for their technical support in characterization.
Disclosure statement
No potential conflict of interest was reported by the author(s).