
Abstract
The effects of manufacturing conditions on the microstructure evolution of Ni-based superalloys are poorly understood, and the interchangeable terminology to describe some microstructure phenomena is inconsistent. This critical review aimed to address these issues through the discussion of seven microstructure phenomena that occur during thermomechanical processing of safety-critical components used in jet engines. Each phenomenon is outlined with reference to grain nucleation and growth mechanisms, as well as processing conditions under which they are observed. The processing conditions where each phenomenon dominates are visualised through a series of contour plots. Through this graphical representation, gaps of understanding in microstructure evolution were identified and accompanied by recommendations for areas of further study.
Keywords
Introduction
The civil aviation industry is under increasing pressure to improve aircraft efficiency and reduce greenhouse gas emissions [1,2]. To achieve this, jet engine manufacturers are designing lighter, smaller engine cores to reduce weight and increase bypass ratios for improved fuel economy [3]. However, smaller engine cores must rotate faster, which results in higher operating temperatures and stresses. Therefore, new materials are required to provide mechanical stability at operating temperatures even higher than those currently used [4]. Ni-based superalloys are often the material of choice due to their high tensile strength, excellent fatigue resistance, and environmental stability at temperatures beyond 700°C [5].
The desirable properties of Ni-based superalloys are derived in part from their microstructure, and there have been numerous studies on the relationship between final grain structure and component performance [6,7]. For example, Flageolet et al. [8] studied abnormal grain growth in Inconel 718 and deduced that a bimodal grain structure, consisting of a few anomalously large grains within an otherwise fine microstructure, imparted deleterious properties on turbine disc components such as reduced cycle fatigue resistance [8]. Despite the effect of these inhomogeneous grain structures being well known, crucially, their development during thermomechanical processing (TMP) and subsequent heat treatments is still much debated in the literature [9].
More widely, there are still significant gaps in understanding how manufacturing conditions control the microstructural evolution of Ni-based superalloys. This is particularly important for turbine discs where differing material requirements are necessary for the bore and the rim of the disc due to the significantly different operating conditions [10]. The bore is subject to extremely high stresses so it requires a fine grain structure for high tensile strength. On the other hand, the rim experiences very high temperatures requiring larger grains for improved creep properties and environmental resistance. Therefore, careful control of the microstructure during component manufacture is vital to achieving the correct balance of properties that reduce the chance of catastrophic failure during service [5]. The control of grain boundary character has also been shown to enhance the mechanical properties of Ni-based superalloy components [11], however, this topic is beyond the scope of the review and will not be discussed further.
It is the belief of the author that this review is needed to address two key issues. Firstly, it is necessary to clarify how manufacturing conditions control transformations in the component's microstructure. Knowledge of these relationships will aid in the manufacture of components to improve not only their mechanical properties but also the consistency of uniform grain structures within large components. Secondly, it is to highlight that there are numerous inconsistencies between studies investigating microstructure evolution [12]. Different research groups have developed conflicting theories to explain microstructure phenomena, as well as reporting different forging parameters over which these events are observed. Moreover, multiple terms are used interchangeably to describe the same transformation event. A notorious example of this is the occurrence of inhomogeneous grain growth dependent on a critical strain level [13], which has been described using at least five terms [12,14,15]; including abnormal grain growth [12], and critical grain growth [12,13]. Inconsistent terminology increases the confusion of an already complex subject and suggests that observations of the same event relate to different phenomena, which is often not the case.
Therefore, the aim of this work is to address the issues detailed through a critical review of seven microstructure phenomena, the mechanisms which affect the development of grain structures during TMP and subsequent heat treatments. Each event is discussed with regards to grain nucleation and growth mechanisms, as well as processing conditions under which they are observed. To conclude, the processing conditions where each phenomenon dominates are visualised through several contour maps. Through this approach, gaps in the understanding of microstructure evolution during the manufacture of polycrystalline Ni-based superalloys have been identified with suggested areas for further study.
The physical metallurgy of Ni-based superalloys
Firstly, it is necessary to detail the microstructure of Ni-based superalloys to understand the importance of controlling processing conditions.
Phases present in Ni-based superalloys
Ni-based superalloys consist primarily of two key phases, a continuous solid solution face centred cubic A1 (Strukturbericht notation) matrix phase called the gamma  phase and an ordered intermetallic L12 phase known as the γ′ phase [16]. The
phase and an ordered intermetallic L12 phase known as the γ′ phase [16]. The  and
and  phases are described as coherent meaning the lattices of each phase are well-aligned at the interface where they meet [5]. This orientation of the lattices facilitates the movement of dislocations and other defects between the phases.
phases are described as coherent meaning the lattices of each phase are well-aligned at the interface where they meet [5]. This orientation of the lattices facilitates the movement of dislocations and other defects between the phases.
The distribution of the Illustration of the phases present in a Ni-based superalloy, recreated with permission from [17]. ′ phase is typically found to consist of three distinct sizes of particles, as shown in Figure 1 [17,18]. The largest are primary
′ phase is typically found to consist of three distinct sizes of particles, as shown in Figure 1 [17,18]. The largest are primary  ′, they are spheroidal precipitates
′, they are spheroidal precipitates  1 µm in diameter and located at the boundaries of
1 µm in diameter and located at the boundaries of  grains. Secondary and tertiary
grains. Secondary and tertiary  ′ precipitates are located within
′ precipitates are located within  grains and have diameters of
grains and have diameters of  100 nm and
100 nm and  20 nm respectively [19]. During TMP, primary
20 nm respectively [19]. During TMP, primary  ′ particles play a key role in the transformation of the grain structure as they have been observed to both accelerate and retard recrystallisation kinetics [20,21]. Primary
′ particles play a key role in the transformation of the grain structure as they have been observed to both accelerate and retard recrystallisation kinetics [20,21]. Primary  ′ particles are large enough to act as nucleation sites for new recrystallised grains through a mechanism called particle stimulated nucleation (PSN) [20]. On the other hand, these particles are also able to restrict grain growth by hindering grain boundary motion through Zener pinning [12,22,23].
′ particles are large enough to act as nucleation sites for new recrystallised grains through a mechanism called particle stimulated nucleation (PSN) [20]. On the other hand, these particles are also able to restrict grain growth by hindering grain boundary motion through Zener pinning [12,22,23].
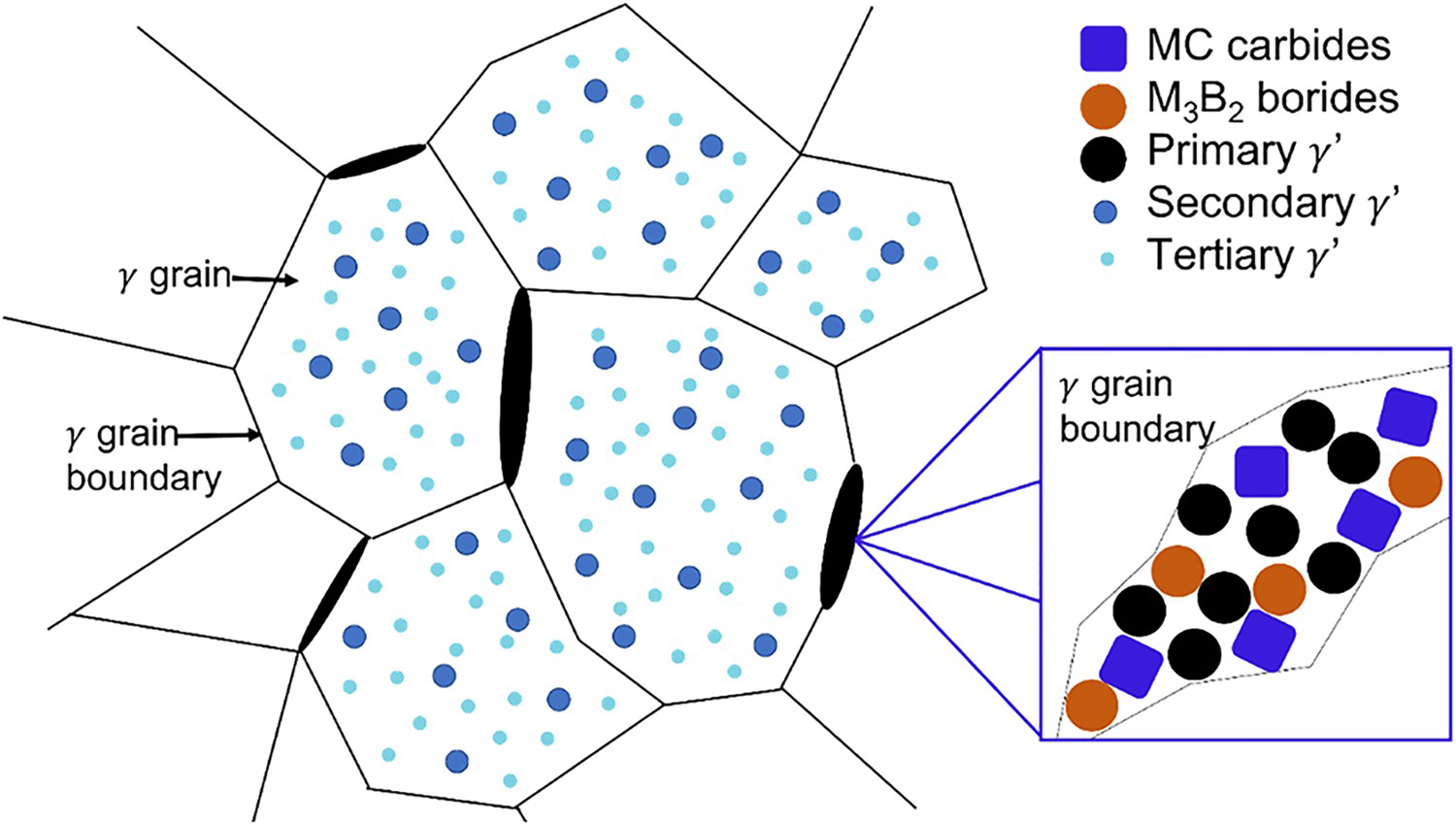
Carbide and boride particles may also be present in Ni-based superalloys depending on the composition [5] and often form at  grain boundaries due to the tendency of both C and B to segregate there [5]. The most common carbide particle observed in Ni-based superalloys is the cuboidal MC carbide, where M can be Ti, Ta, Nb or Hf [23]. Boride particles usually have the form M3B2, where M is a combination of Mo and Cr. Carbides and borides form as coarse particles and have also been found to induce PSN and Zener pinning like primary
grain boundaries due to the tendency of both C and B to segregate there [5]. The most common carbide particle observed in Ni-based superalloys is the cuboidal MC carbide, where M can be Ti, Ta, Nb or Hf [23]. Boride particles usually have the form M3B2, where M is a combination of Mo and Cr. Carbides and borides form as coarse particles and have also been found to induce PSN and Zener pinning like primary  ’ precipitates [20]. Collectively these particles are termed secondary phase particles and are critical to controlling microstructure evolution. For example, below the
’ precipitates [20]. Collectively these particles are termed secondary phase particles and are critical to controlling microstructure evolution. For example, below the  ′ solvus temperature, these particles hinder grain boundary motion which is a common process seen in microstructure phenomena. In addition, above the
′ solvus temperature, these particles hinder grain boundary motion which is a common process seen in microstructure phenomena. In addition, above the  ′ solvus temperature, these particles dissolve into the
′ solvus temperature, these particles dissolve into the  matrix and grain growth occurs more readily; hence the microstructure must be carefully controlled.
matrix and grain growth occurs more readily; hence the microstructure must be carefully controlled.
Deformation characteristics of Ni-based superalloys
Another important feature in the control of the microstructure is the stacking fault energy (SFE). As discussed, the  phase has an FCC crystal structure. There are three types of planes in the crystal structure that stack on top of each other to form a repeating sequence ABCABCABC … , where A, B and C each represent one of the three planes. A planar defect called a stacking fault can form when a plane is removed. The region of the
phase has an FCC crystal structure. There are three types of planes in the crystal structure that stack on top of each other to form a repeating sequence ABCABCABC … , where A, B and C each represent one of the three planes. A planar defect called a stacking fault can form when a plane is removed. The region of the  matrix surrounding this defect has an associated energy penalty called the SFE. Stacking faults are created when a dislocation dissociates into two partial dislocations. The passage of the first partial dislocation through the
matrix surrounding this defect has an associated energy penalty called the SFE. Stacking faults are created when a dislocation dissociates into two partial dislocations. The passage of the first partial dislocation through the  matrix disrupts the stacking sequence, inducing the defect. The passage of the second partial dislocation then corrects the stacking sequence and eliminates the stacking fault.
matrix disrupts the stacking sequence, inducing the defect. The passage of the second partial dislocation then corrects the stacking sequence and eliminates the stacking fault.
SFE affects microstructural phenomena by determining the dominant mechanism that dislocations use to bypass secondary  particles. In Ni-based superalloys stacking faults generate a low SFE on the surrounding matrix because the partial dislocations have a large separation distance [5]. It has been found in René 88DT and other René series alloys that, at intermediate temperatures (
particles. In Ni-based superalloys stacking faults generate a low SFE on the surrounding matrix because the partial dislocations have a large separation distance [5]. It has been found in René 88DT and other René series alloys that, at intermediate temperatures ( 650°C to 750°C) stacking faults and microtwinning are the dominant mechanisms for by-passing secondary
650°C to 750°C) stacking faults and microtwinning are the dominant mechanisms for by-passing secondary  particles [24]. While at higher temperatures above 800°C dislocation climb dominates because it is more energetically favourable. Following the passage of a secondary partial dislocation during stacking fault formation, the reordering of the atomic structure is diffusion mediated and, therefore, strongly temperature dependent. However, at sufficiently high temperatures, long-range diffusion associated with dislocation climb is activated. Further studies are needed to examine the role of alloy composition on the transition temperature between these mechanisms, as a change in the mechanism will have a subsequent effect on the microstructure transitions that occur during TMP.
particles [24]. While at higher temperatures above 800°C dislocation climb dominates because it is more energetically favourable. Following the passage of a secondary partial dislocation during stacking fault formation, the reordering of the atomic structure is diffusion mediated and, therefore, strongly temperature dependent. However, at sufficiently high temperatures, long-range diffusion associated with dislocation climb is activated. Further studies are needed to examine the role of alloy composition on the transition temperature between these mechanisms, as a change in the mechanism will have a subsequent effect on the microstructure transitions that occur during TMP.
A similar defect to stacking faults is seen in the  phase called an anti-phase boundary (APB) [25]. Within the
phase called an anti-phase boundary (APB) [25]. Within the  phase, partial dislocations are called superpartial dislocations. Similar to stacking faults in the
phase, partial dislocations are called superpartial dislocations. Similar to stacking faults in the  matrix, the separate passage of superpartial dislocations creates APBs within the
matrix, the separate passage of superpartial dislocations creates APBs within the  phase. However, APBs have an even greater energy penalty because they create a chemical discontinuity with the formation of energetically unfavourable like-like bonds [5]. The energy associated with APBs hinders dislocation movement and strengthens the material.
phase. However, APBs have an even greater energy penalty because they create a chemical discontinuity with the formation of energetically unfavourable like-like bonds [5]. The energy associated with APBs hinders dislocation movement and strengthens the material.
The SFE of the alloy is an important factor controlling recrystallisation and, therefore, microstructure evolution. In addition, the strain energy associated with the accumulation of dislocations is an important variable when considering the initiation mechanisms of some microstructure phenomena. These two energies associated with stacking faults and dislocations can provide the activation energy for microstructure phenomena highlighting their importance when discussing microstructure evolution [5].
Manufacturing of Ni-based superalloy components
Other defects, such as element segregation, must be carefully controlled to limit deleterious structures forming in the microstructure, this is achieved through the choice of the manufacturing route. There are two routes for manufacturing the billet that will be used in TMP: cast and wrought processing (C&W) and P/M [5], which are summarised in Figure 2. P/M is used for alloys with a high Summary of C&W and P/M, two manufacturing routes for the production of Ni-based superalloy components. fraction, a large number of element additions and for safety-critical components where segregation of these elements must be minimised. Both routes begin with vacuum induction melting (VIM). Here, the constituent alloy elements are melted in a crucible and the molten alloy is poured into a mould to form an electrode. In the C&W process, the next stage is electroslag remelting (ESR), where the electrode is remelted, and any impurities react with an engineered slag to refine the alloy composition [26]. Following ESR, the material then undergoes vacuum arc remelting to further remove impurities and form a billet. The billet contains the initial microstructure [27], from this TMP operations will transform the grain structure to produce the final desired microstructure of the component.
fraction, a large number of element additions and for safety-critical components where segregation of these elements must be minimised. Both routes begin with vacuum induction melting (VIM). Here, the constituent alloy elements are melted in a crucible and the molten alloy is poured into a mould to form an electrode. In the C&W process, the next stage is electroslag remelting (ESR), where the electrode is remelted, and any impurities react with an engineered slag to refine the alloy composition [26]. Following ESR, the material then undergoes vacuum arc remelting to further remove impurities and form a billet. The billet contains the initial microstructure [27], from this TMP operations will transform the grain structure to produce the final desired microstructure of the component.
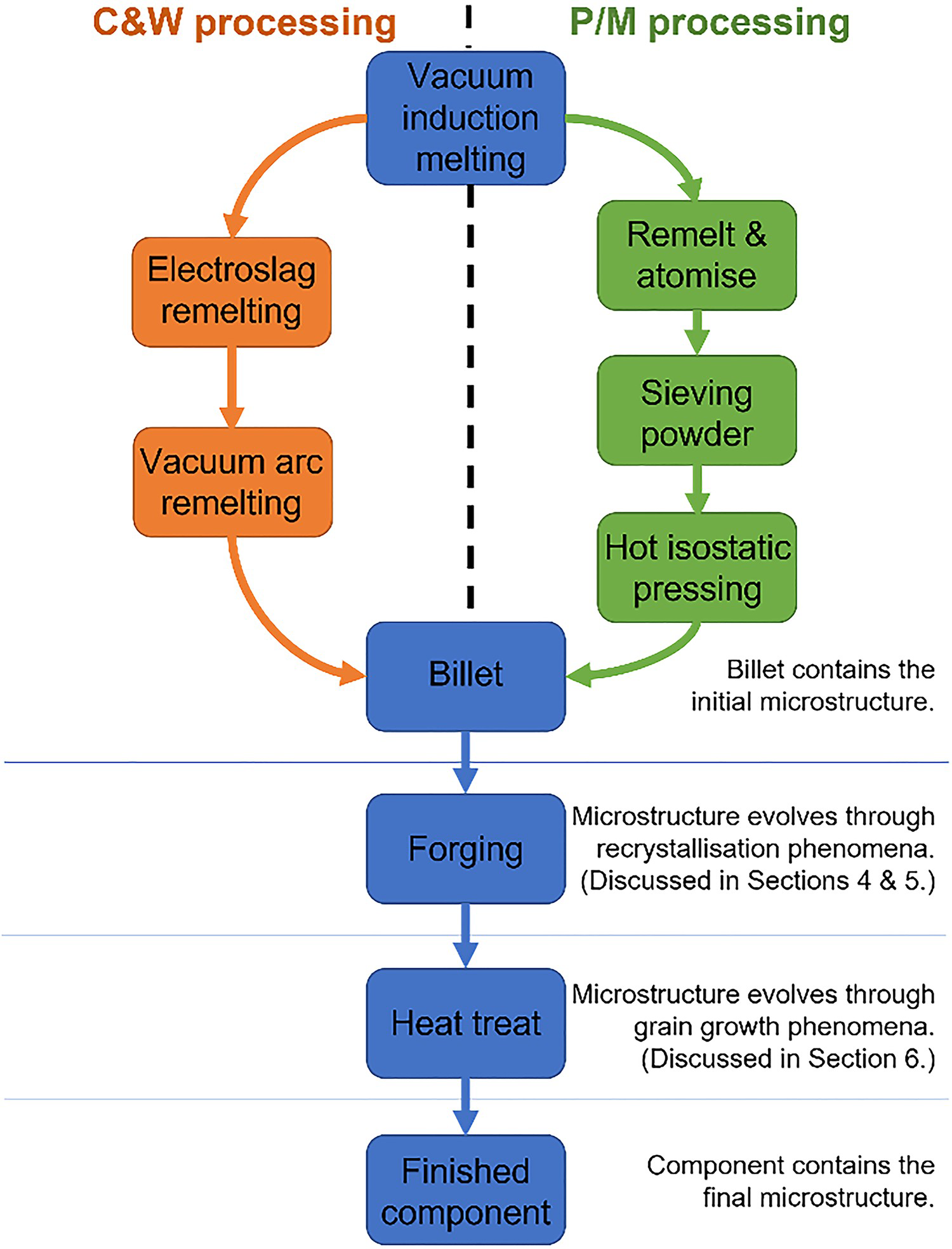
P/M is an alternative process for heavily alloyed materials and can produce microstructures with a finer grain size than C&W while also reducing the segregation of alloy elements [5]. Following VIM, the electrode is remelted and used as a feedstock to produce a fine metal powder through gas atomisation [28,29]. During gas atomisation, the molten metal from the electrode exits from a ceramic nozzle and is subject to a continuous stream of argon gas, causing the metal to disintegrate into spherical particles. The liquid particles travel along with a chamber where they are cooled at rates as high as 100°C s−1 to form solid particles. The final powder particles can vary widely in diameter from  30 to 300 µm [5], therefore, sieving is necessary to obtain a specific size range, which is dependent on the desired final grain size. The sieved powder is then consolidated through hot isostatic pressing (HIP). For this process, the powder is packed into carefully cleaned steel cans which are then evacuated and sealed under a vacuum. The steel cans are then subject to high temperatures and pressures for an extended period. The exact conditions depend on the alloy composition, but Ni-based superalloys are usually subject to conditions of
30 to 300 µm [5], therefore, sieving is necessary to obtain a specific size range, which is dependent on the desired final grain size. The sieved powder is then consolidated through hot isostatic pressing (HIP). For this process, the powder is packed into carefully cleaned steel cans which are then evacuated and sealed under a vacuum. The steel cans are then subject to high temperatures and pressures for an extended period. The exact conditions depend on the alloy composition, but Ni-based superalloys are usually subject to conditions of  1100°C and
1100°C and  100 MPa for 4 h [5]. This process sinters the powder into a solid billet while avoiding grain growth.
100 MPa for 4 h [5]. This process sinters the powder into a solid billet while avoiding grain growth.
High hot workability of the metal is crucial to minimising the formation of voids and elemental segregation. Failure to address these defects results in an inhomogeneous microstructure with non-uniform properties that can cause premature failure of a component. Given that Ni-based superalloys are used for safety-critical parts of jet engines, understanding the evolution of the microstructure during P/M is of the utmost importance for engines to operate safely. It is expected that future superalloys will contain higher volume fractions of the  ’ phase to improve their thermomechanical properties [10], however, as the volume fraction of the
’ phase to improve their thermomechanical properties [10], however, as the volume fraction of the  ’ forming elements increases, the
’ forming elements increases, the  solvus temperature also increases, which consequently decreases the hot workability of the component [6].
solvus temperature also increases, which consequently decreases the hot workability of the component [6].
Microstructure evolution during thermomechanical processing
During P/M the formed billet is subject to a series of TMP operations in a hot isothermal forge [5]. Here, the microstructure undergoes transformations that can be explained by the phenomena of dynamic recovery (DRV), heteroepitaxial recrystallisation (HERX) and discontinuous dynamic recrystallisation (DDRX).
Dynamic recovery and work hardening
During hot deformation, the process of DRV is characterised by the rearrangement and annihilation of dislocations to reduce the dislocation density in the microstructure [30]. Simultaneously, work hardening is observed by the continuous generation of dislocations [20]. These processes compete against each other, and hence, to understand which process will dominate it is important to understand their underlying mechanisms.
Initiation and growth mechanisms of DRV and work hardening
Work hardening is initiated by the increase in dislocation density which occurs at regions of high-stress concentrations, such as the interfaces between different phases and grain boundaries [25]. Dislocations travel along slip systems towards grain boundaries but require increased energy to cross the boundaries due to the misorientation of neighbouring grains. Consequently, the dislocations tend to pile up at boundaries and increase the stored strain energy in the surrounding region.
Recovery is a thermally activated process; during deformation, it is referred to as dynamic recovery, whereas in the absence of stress, i.e. during annealing, it is termed static recovery. DRV is partly driven by increasing dislocation density and hence by work hardening [30]. During DRV, dislocations interact to create configurations of lower stored energy than those previously present in the microstructure. This reduction in energy is achieved in two ways; the first occurs when two dislocations on the same slip plane with opposing stresses combine and annihilate each other. After annihilation, dislocations on different slip planes arrange themselves into low-angle grain boundaries through dislocation climb or cross-slip [25]. The low angle boundaries form subgrains in a process called polygonization as shown in Figure 3.
A transmission electron micrograph of cellular subgrain microstructure formed during dynamic recovery in Inconel 718 alloy [31],©2021 reused with permission from Elsevier.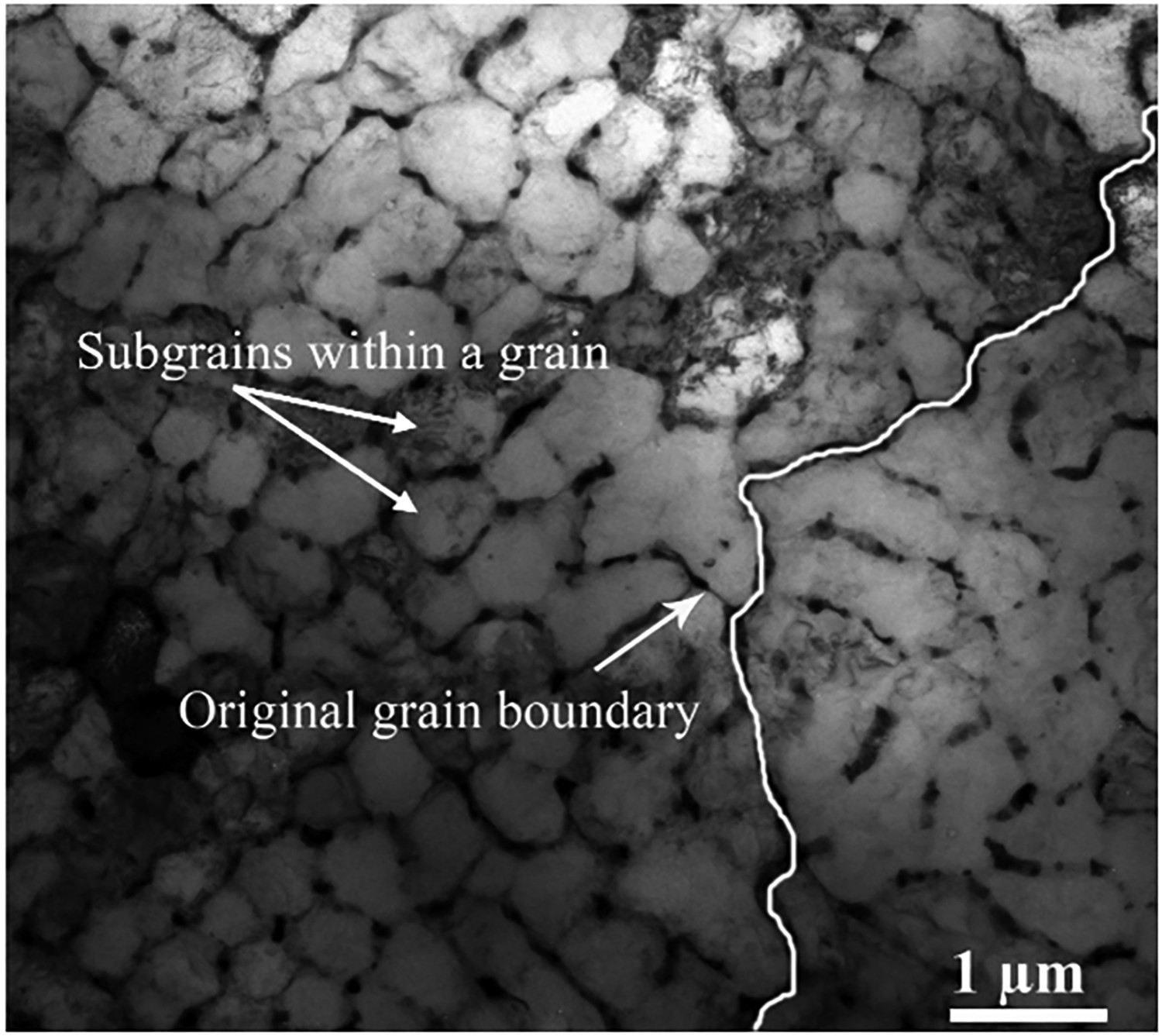
For typical forging conditions used in industry (high strain, high strain rates, and temperatures below the  ′ solvus temperature), work hardening will be more dominant than DRV and result in an increase in dislocation density. At critical dislocation densities, the nucleation of new grains is observed through recrystallisation.
′ solvus temperature), work hardening will be more dominant than DRV and result in an increase in dislocation density. At critical dislocation densities, the nucleation of new grains is observed through recrystallisation.
Heteroepitaxial recrystallisation
The term heteroepitaxial recrystallisation (HERX) was first used in 2016 to describe the nucleation of recrystallised grains occurring at the rim of primary SEM micrograph of  ′ precipitates to form a
′ precipitates to form a  -like shell around the particle [23], as shown in Figure 4. The new grains then grow during deformation under conditions of low strain and the embedded
-like shell around the particle [23], as shown in Figure 4. The new grains then grow during deformation under conditions of low strain and the embedded  precipitates change in shape from spheroidal to a more irregular morphology. A defining characteristic of HERX is that the recrystallised grain and the
precipitates change in shape from spheroidal to a more irregular morphology. A defining characteristic of HERX is that the recrystallised grain and the  ’ precipitate have the same crystallographic orientation [18,23].
’ precipitate have the same crystallographic orientation [18,23].
 precipitates with a
precipitates with a  -like shell formed at the outer rim indicated by yellow arrows in Udimet 720 [32] ©2016 The Minerals, Metals & Materials Society. Used with permission.
-like shell formed at the outer rim indicated by yellow arrows in Udimet 720 [32] ©2016 The Minerals, Metals & Materials Society. Used with permission.
Initiation mechanism of HERX
The last 5 years have seen considerable progress in explaining the initiation of HERX. Oblak et al. [33] were the first to observe the formation of a  -like phase at the rim of primary
-like phase at the rim of primary  ’ precipitates due to an inverse precipitation reaction. The formation of this
’ precipitates due to an inverse precipitation reaction. The formation of this  -like phase is driven by the supersaturation of
-like phase is driven by the supersaturation of  forming elements in the surrounding area; however, the study was unable to explain the cause of supersaturation. Charpagne et al. [23], built upon these initial findings by identifying a low
forming elements in the surrounding area; however, the study was unable to explain the cause of supersaturation. Charpagne et al. [23], built upon these initial findings by identifying a low  /
/ lattice misfit as a requirement for stable nucleation and subsequent growth of the highly orientated structures, although there is no definition in the literature of how low the lattice misfit must be for HERX to occur.
lattice misfit as a requirement for stable nucleation and subsequent growth of the highly orientated structures, although there is no definition in the literature of how low the lattice misfit must be for HERX to occur.
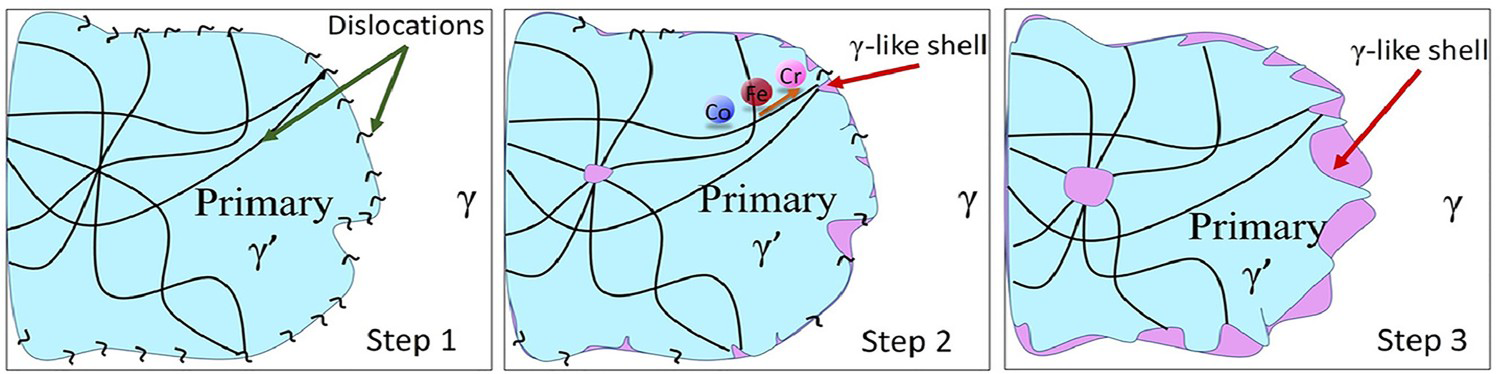
Incorporating the observations of Charpagne, the most recent theory of HERX initiation is presented in a study from 2021. Here, Katnagallu et al. [34] propose prior forging causes the formation of dislocation arrays at the interface of the primary The proposed mechanism of inverse precipitation leading to heteroepitaxial recrystallisation [34], ©2021 reused with permission from Elsevier. . Then during heat treatment, dislocations act as pathways for enhanced diffusion. In this study AD730™ alloy samples were heated to a subsolvus temperature of 1050°C, held for 2 h, then cooled at 5°C min−1 to room temperature [34]. It is thought that dislocations decorated with
. Then during heat treatment, dislocations act as pathways for enhanced diffusion. In this study AD730™ alloy samples were heated to a subsolvus temperature of 1050°C, held for 2 h, then cooled at 5°C min−1 to room temperature [34]. It is thought that dislocations decorated with  forming elements (Co, Cr and Fe) located at the interface cause the partial dissolution of the nearby
forming elements (Co, Cr and Fe) located at the interface cause the partial dissolution of the nearby  . This local dissolution results in greater diffusion of these elements along dislocation pathways to restore the compositional equilibrium of the
. This local dissolution results in greater diffusion of these elements along dislocation pathways to restore the compositional equilibrium of the  as illustrated in Figure 5. The dissolution and diffusion of the
as illustrated in Figure 5. The dissolution and diffusion of the  forming elements result in localised supersaturation which then form the
forming elements result in localised supersaturation which then form the  -like shell. This theory is logical, however, the hypothesis that decorated dislocations are vital for nucleation conflicts with evidence that there are few regions of decorated dislocations present at the rim of the
-like shell. This theory is logical, however, the hypothesis that decorated dislocations are vital for nucleation conflicts with evidence that there are few regions of decorated dislocations present at the rim of the  . Since the
. Since the  -like shell is observed to form all around the
-like shell is observed to form all around the  it is unlikely that these decorated dislocations alone can explain the initial supersaturation phenomenon, hence further work is needed to develop this theory. Given that most research in this topic has been performed over the last 5 years, it is likely that understanding of this mechanism will evolve rapidly in the near future.
it is unlikely that these decorated dislocations alone can explain the initial supersaturation phenomenon, hence further work is needed to develop this theory. Given that most research in this topic has been performed over the last 5 years, it is likely that understanding of this mechanism will evolve rapidly in the near future.
Growth mechanism of HERX
Once the  -like shell has formed, it grows under the influence of two competing mechanisms. The first tends to dissolve the shell due to a difference in chemical composition between the shell and the
-like shell has formed, it grows under the influence of two competing mechanisms. The first tends to dissolve the shell due to a difference in chemical composition between the shell and the  ′ precipitate [34]. This shrinkage of the HERX structure occurs via diffusion to restore chemical equilibrium. However, simultaneously, the deformation during isothermal forging generates dislocations, increasing stored strain energy in the
′ precipitate [34]. This shrinkage of the HERX structure occurs via diffusion to restore chemical equilibrium. However, simultaneously, the deformation during isothermal forging generates dislocations, increasing stored strain energy in the  matrix. The difference in stored energy between the
matrix. The difference in stored energy between the  matrix and the
matrix and the  -like shell has been shown to be the main driving force for HERX structures [23,32]. However, it is unclear why there is a large difference in stored energy between the
-like shell has been shown to be the main driving force for HERX structures [23,32]. However, it is unclear why there is a large difference in stored energy between the  matrix and the
matrix and the  -like shell. One study investigating the composition of the shell has suggested that significantly higher tungsten (W) content of the shell compared to the matrix could explain this [23]. However, a more recent study has observed similar growth in HERX shells without any W [34]. Hence the presence of W is unlikely to account for the difference in stored energy. It is thought that the nucleation and subsequent growth of
-like shell. One study investigating the composition of the shell has suggested that significantly higher tungsten (W) content of the shell compared to the matrix could explain this [23]. However, a more recent study has observed similar growth in HERX shells without any W [34]. Hence the presence of W is unlikely to account for the difference in stored energy. It is thought that the nucleation and subsequent growth of  -like shells are highly alloy dependent and lead to the conclusion that further work studying the elemental composition of the
-like shells are highly alloy dependent and lead to the conclusion that further work studying the elemental composition of the  -like shell is necessary.
-like shell is necessary.
Discontinuous dynamic recrystallisation
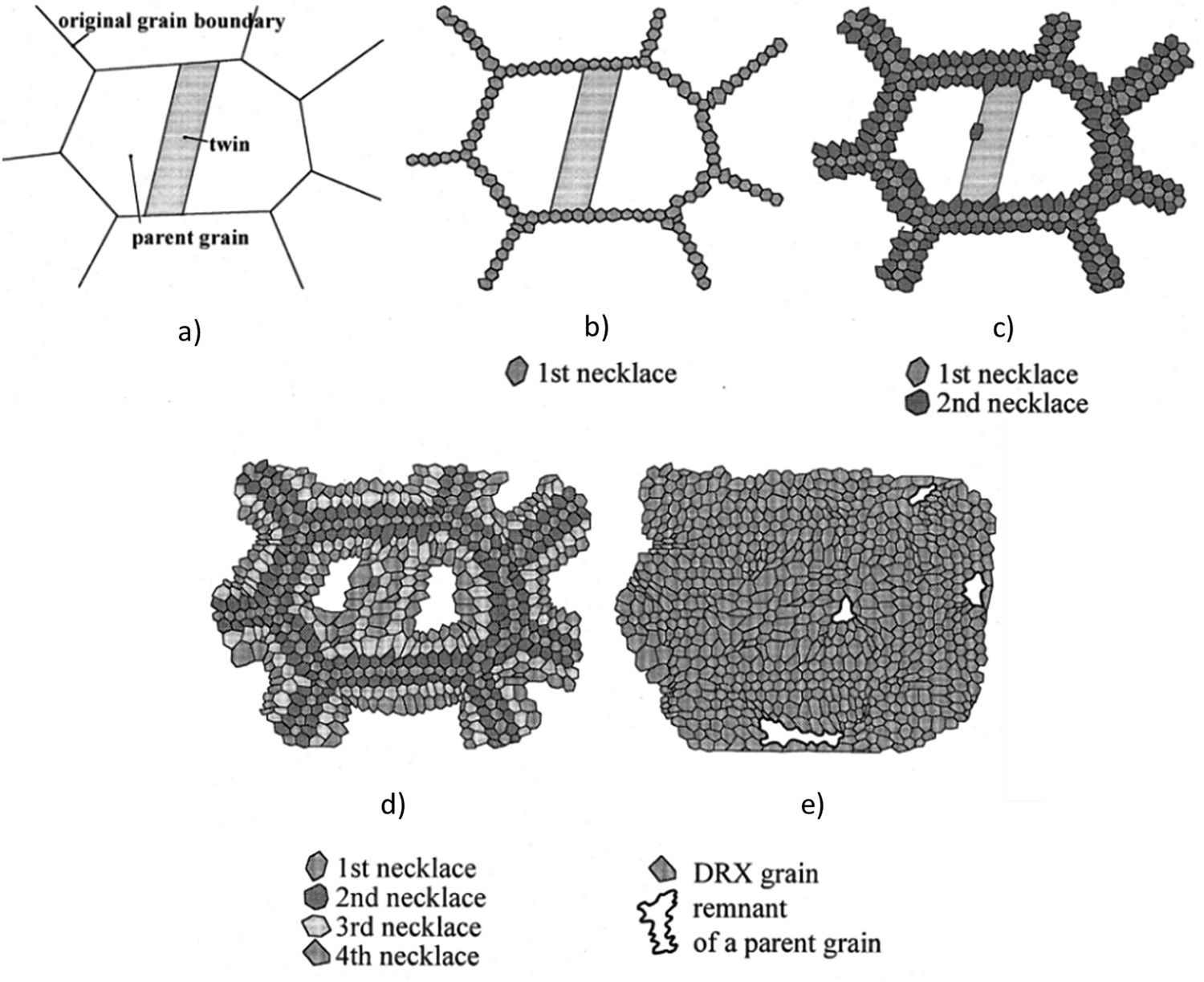
Discontinuous dynamic recrystallisation (DDRX) is the formation of new, equiaxed grains during deformation that replace the existing deformed grain structure [35]. DDRX differs from continuous dynamic recrystallisation (CDRX) by exhibiting distinct nucleation and growth stages. In contrast, CDRX involves low angle grain boundaries developing into high angle grain boundaries through continuous subgrain rotation. However, since CDRX rarely occurs within low SFE materials, such as Ni-based superalloys, it will not be discussed further [20]. DDRX is initiated by a critical strain in areas with large levels of stored energy such as pre-existing grain boundaries or deformation zones around large particles ( Illustration of DDRX necklace formation [36] ©1998 adapted with permission from Elsevier. 1 µm) (Figure 6(a)) [20]. This phenomenon is usually observed by the nucleation of small, recrystallised grains along the boundaries of large prior grains to give a necklace structure, as shown in Figure 6(b). The formation of new grains emanates from this primary necklace structure to replace the existing microstructure with fine equiaxed grains, as illustrated in Figure 6(c–e) [36]. Multiple peaks have been identified in the flow stress of materials undergoing DDRX [37], demonstrating the cyclical nature of the microstructure transformation.
1 µm) (Figure 6(a)) [20]. This phenomenon is usually observed by the nucleation of small, recrystallised grains along the boundaries of large prior grains to give a necklace structure, as shown in Figure 6(b). The formation of new grains emanates from this primary necklace structure to replace the existing microstructure with fine equiaxed grains, as illustrated in Figure 6(c–e) [36]. Multiple peaks have been identified in the flow stress of materials undergoing DDRX [37], demonstrating the cyclical nature of the microstructure transformation.
Initiation mechanism of DDRX
Nucleation of the primary necklace structure occurs through strain-induced boundary migration (SIBM) [20]. During deformation, the accumulation of dislocations at the prior grain boundaries increases the levels of stored energy and the boundaries bulge [36]. This grain boundary bulging forms subgrains that, upon reaching a critical size, expand into the deformed matrix to form a recrystallised grain. This process is energetically favourable because the reduction of stored energy in the matrix is greater than the increase in grain boundary energy associated with the formation of the new grain [38].
Growth mechanism of DDRX
While nucleation of the primary necklace is well understood, the nucleation of subsequent layers of the necklace structure is more widely debated. Roberts et al. [39] proposed that DDRX continues to proceed via grain boundary bulging at the interface between the recrystallised and un-recrystallised regions of the material. However, it is known that the recrystallised grains of the primary necklace share small-angle boundaries with the parent grain (misorientation  15°) [36]. Therefore, if nucleation of the new grains continued via the same mechanism, similar grain misorientation angles would be observed between adjacent necklace layers, however, this is not the case. Instead, successive necklace layers have been shown to have a random orientation with the prior layer suggesting that a different mechanism to that of the first necklace layer is occurring [36].
15°) [36]. Therefore, if nucleation of the new grains continued via the same mechanism, similar grain misorientation angles would be observed between adjacent necklace layers, however, this is not the case. Instead, successive necklace layers have been shown to have a random orientation with the prior layer suggesting that a different mechanism to that of the first necklace layer is occurring [36].
Another theory to explain the subsequent nucleation of DDRX grains identifies twin boundaries as sites of initiation [40]. Li et al. [41] observed the formation of twins along high angle grain boundaries at the interface between RX grains and the deformed matrix in Inconel 625. High angle grain boundaries possess greater boundary mobility which facilitates the formation of twins. It is thought that twins at the recrystallisation front act as nucleation sites for RX grains which then expand into the deformed matrix under SIBM. Quantitative analysis by Wang et al. [42] found a high frequency of twin boundaries at the recrystallisation front in alloy 800H to support this hypothesis and suggested twins accelerate the bulging and separation of subgrains from deformed grains during SIBM. Despite growing evidence that twins play a crucial role in the DDRX of the later necklace layers, there is still no atomistic mechanism to explain the phenomena [20,36]. It is possible that the formation of twins occurs through growth accidents during deformation [43], however, further work is needed to explore this idea.
Knowledge of interactions on the atomic level is vital to understand how processing conditions influence microstructure evolution through this mechanism. DDRX produces a fine equiaxed grain structure exhibiting good tensile strength and fatigue strength at high temperatures [22]. The detailed study by Li et al. [41] of the initial nucleation of the necklace structure gives a good indication of the conditions needed to initiate DDRX. However, it is also important to understand the effect of processing conditions on this twin-related mechanism to better control the volume fraction or the extent of recrystallised grains in the final microstructure. This can be achieved through in situ testing and varying processing conditions with a specific focus on the evolution of recrystallisation rather than its initiation.
DRV, HERX and DDRX as competing mechanisms
During isothermal forging DRV, HERX and DDRX are competing to transform the microstructure. Due to their different mechanisms, they are each dominant under different forging conditions. These conditions can be controlled to preferentially select the transformation process that provides the desired microstructure.
The conditions that favour each of these competing phenomena can be visualised through the contour plots in Figure 7, which have been plotted using data from multiple studies [32,44,45]. It must be noted that there is limited data for conditions where DRV is dominant; hence this region has been estimated based on qualitative findings [46]. As well as limited data, often studies are published with incomplete data, which limits their use for cross-referencing with other results. Occasionally, papers will report findings for a specific forging temperature range and forging strain rate but then only qualitatively describe the forging strain as ‘high’ or ‘low’ [44]. As a result, studies investigating the same alloy are not comparable since these relative terms can be misleading.
Contour plots of % RX grains as a function of forging temperature and strain rate at (a) low strains 0.1–0.3 and (b) a higher strain  0.7, plotted using data of René 65, an experimental superalloy and RR1000 from [32,44,45]. Region of DRV has been estimated using qualitative findings [46]. DRX*: Now thought to be post-dynamic recrystallisation as discussed in Section 5.
0.7, plotted using data of René 65, an experimental superalloy and RR1000 from [32,44,45]. Region of DRV has been estimated using qualitative findings [46]. DRX*: Now thought to be post-dynamic recrystallisation as discussed in Section 5.
In addition to issues comparing the same material, different alloy compositions possess different SFE, as a result, the same phenomena are seen at different processing conditions making direct comparisons between materials also difficult. However, there is a general trend where microstructure phenomena are witnessed at low strains (Figure 7(a)) and high strains (Figure 7(b)) in Ni-based superalloys. In these figures, the scale bars of % RX grains are qualitative to highlight the difficulty in comparing absolute values in the literature and further demonstrate the issue of comparing studies using different alloys. Clearly, there is a need to standardise results between different alloys which may be possible by quoting forging temperatures as fractions of the material's melting point (Tm) (i.e. at homologous temperatures). Despite these issues, it is evident from these plots that through careful control of temperature, strain, and strain rate, a specific fraction of each type of recrystallised grain can be selected to obtain a balance of properties tailored to the application of the component.
DRV is favoured at moderately low temperatures where the kinetics of other phenomena are reduced. Low strain rates induce low levels of strain that minimise the number of dislocations being generated. Unfortunately, there are few studies that solely investigate forging conditions where DRV is dominant. This is likely due to industrial focus on high strain rates that offer higher production rates and the difficulty of measuring DRV in situ at temperatures where recrystallisation is not dominant [20]. Nonetheless, it would be useful for future studies to examine conditions that favour DRV to develop a more comprehensive view of microstructure evolution during forging. A study by Gustafson et al. [46] observed DRV in the low solvus high refractory (LSHR) P/M superalloy during cyclic high-temperature fatigue between 460 and 770°C at low strains of 0.012. While this study provides a good starting point for further research, analysis of results may be enhanced by including temperatures as a fraction of the material's Tm to allow for improved comparison between different alloys.
HERX grains have been found to grow at relatively low  ’ subsolvus temperatures. This is because the diffusion kinetics for the dissolution of the shell are slow. Charpagne et al. [32] found that between 1000 and 1070°C the HERX grains can grow until impingement in the René 65™ and Udimet 720™ superalloys. However, this is only a limited temperature window for two materials; therefore, to build a more comprehensive understanding of conditions favouring HERX growth, it would be useful for future studies to investigate other superalloys over a wider temperature range.
’ subsolvus temperatures. This is because the diffusion kinetics for the dissolution of the shell are slow. Charpagne et al. [32] found that between 1000 and 1070°C the HERX grains can grow until impingement in the René 65™ and Udimet 720™ superalloys. However, this is only a limited temperature window for two materials; therefore, to build a more comprehensive understanding of conditions favouring HERX growth, it would be useful for future studies to investigate other superalloys over a wider temperature range.
The growth of HERX grains has been shown to increase at high strain rates during deformation (0.01–0.1 s−1 in René 65™) [23]. With increasing strain rate, the time taken to induce a significant difference in stored energy between the matrix and the shell is reduced; hence, more nuclei can grow to a critical size rather than dissolving into the  matrix.
matrix.
In addition to low  ′ subsolvus temperatures and high strain rates, HERX grains grow in areas of low strain [23,32]. Areas of components that undergo little deformation during forging are subject to low strains and are commonly referred to as dead zones. Dead zones are undesirable during manufacture since they tend to undergo incomplete recrystallisation, as a result, the final microstructure tends to exhibit sub-optimal mechanical properties. The conditions of dead zones could promote HERX growth in the final microstructure. However, it is unclear what effect HERX structures have on the in-service behaviour of components. Therefore, it is crucial that a more comprehensive understanding of HERX structures is developed for better control of the microstructure evolution and mechanical properties of the final component.
′ subsolvus temperatures and high strain rates, HERX grains grow in areas of low strain [23,32]. Areas of components that undergo little deformation during forging are subject to low strains and are commonly referred to as dead zones. Dead zones are undesirable during manufacture since they tend to undergo incomplete recrystallisation, as a result, the final microstructure tends to exhibit sub-optimal mechanical properties. The conditions of dead zones could promote HERX growth in the final microstructure. However, it is unclear what effect HERX structures have on the in-service behaviour of components. Therefore, it is crucial that a more comprehensive understanding of HERX structures is developed for better control of the microstructure evolution and mechanical properties of the final component.
Increasing temperature leads to an increase in the kinetics of DDRX and increases the final grain size of recrystallised grains. At higher temperatures, recrystallised grain boundaries are more mobile and can expand faster under the mechanism of SIBM [41]. In addition, large particles such as primary  ′ and carbides begin to dissolve which reduces the pinning effect on the grains allowing them to coarsen [20]. The recrystallised grain size in a component can be controlled to tailor the material properties for a specific application. Larger grains have greater creep strength and improved resistance to fatigue crack growth; however, this is at the expense of reduced tensile strength [45]. Therefore, it is possible to modify the mechanical properties of the component using temperature to control the grain size. Hot deformation relative to the
′ and carbides begin to dissolve which reduces the pinning effect on the grains allowing them to coarsen [20]. The recrystallised grain size in a component can be controlled to tailor the material properties for a specific application. Larger grains have greater creep strength and improved resistance to fatigue crack growth; however, this is at the expense of reduced tensile strength [45]. Therefore, it is possible to modify the mechanical properties of the component using temperature to control the grain size. Hot deformation relative to the  solvus temperature is important to consider when choosing the final grain size as the dissolution of large particles can lead to significant grain coarsening.
solvus temperature is important to consider when choosing the final grain size as the dissolution of large particles can lead to significant grain coarsening.
When the microstructure is subject to larger strains and smaller strain rates the volume fraction of recrystallised grains increases. With lower strain rates, there is more time for DRX to occur hence resulting in a greater volume fraction of recrystallised grains [47]. Regarding strain, a study investigating the evolution of DDRX in Inconel 625 at a constant temperature (1150°C) found that at 0.1 true strain, the primary necklace of RX grains formed along the prior grain boundaries [41]. The number of recrystallised grains then increased with increasing deformation until complete recrystallisation was reached at 0.7 true strain. The study accurately captured the evolution of the microstructure with increasing strain through a series of micrographs, however, the extent of recrystallisation was not quantified. It is suggested that measuring the volume fraction of recrystallised grains at each level of strain would provide quantitative results that could be compared with other alloys for more insightful analysis. Being able to quantify the extent of recrystallisation under certain conditions of strain would be beneficial for selecting the processing conditions needed to achieve a specific microstructure.
Microstructure evolution during post-dynamic recrystallisation
Following isothermal forging, large components cool slowly, during which post-dynamic recrystallisation (PDRX) may occur [48]. PDRX consists of two phenomena; the first is meta-dynamic recrystallisation (MDRX) which refers to the growth of DRX nuclei that formed during deformation [48,49]. The second is static recrystallisation (SRX), where both nucleation and growth of new grains occur after deformation. It is important to note that PDRX only occurs once deformation has stopped.
Meta-dynamic recrystallisation
MDRX has no nucleation mechanism since it involves the growth of nuclei that have already formed during isothermal forging, and hence, an incubation period is necessary for MDRX grain growth. The growth of the pre-existing nuclei is observed to occur rapidly and is accompanied by a dramatic decrease in the hardness of the material [50]. MDRX may last as little as 10 s from the moment deformation ends, depending on the material and processing conditions [48]. During this time, growth occurs via SIBM due to the difference in stored energy between the DRX nuclei and the deformed matrix. The short duration of MDRX has made in situ testing difficult to achieve, as a result, there are different theories to explain the processing conditions that cause the rapid grain growth.
There is a general consensus that the rate of DRX decreases with increasing strain rate between 0.001 and 0.1 s−1 [51-53]. However, beyond this upper limit, there are conflicting studies reporting that the rate of DRX both increases [54] and decreases [49,55]. This confusion originated from the failure of conventional techniques to distinguish between DRX and PDRX grains. However, recent work by Nicolaÿ et al. [49] using novel local linear adaption of smoothing splines (LLASS) has allowed these two grain types to be identified by their different intragranular misorientation angles. This technique has clarified that DRX kinetics continuously decrease with increasing strain rate and the unusual increase in recrystallisation rate is due to PDRX, as shown in Figure 8 [51].
The estimated individual contribution of DRX and PDRX to the total recrystallised fraction as a function of strain rate in Inconel 718 [51] ©2019, adapted with permission from Elsevier.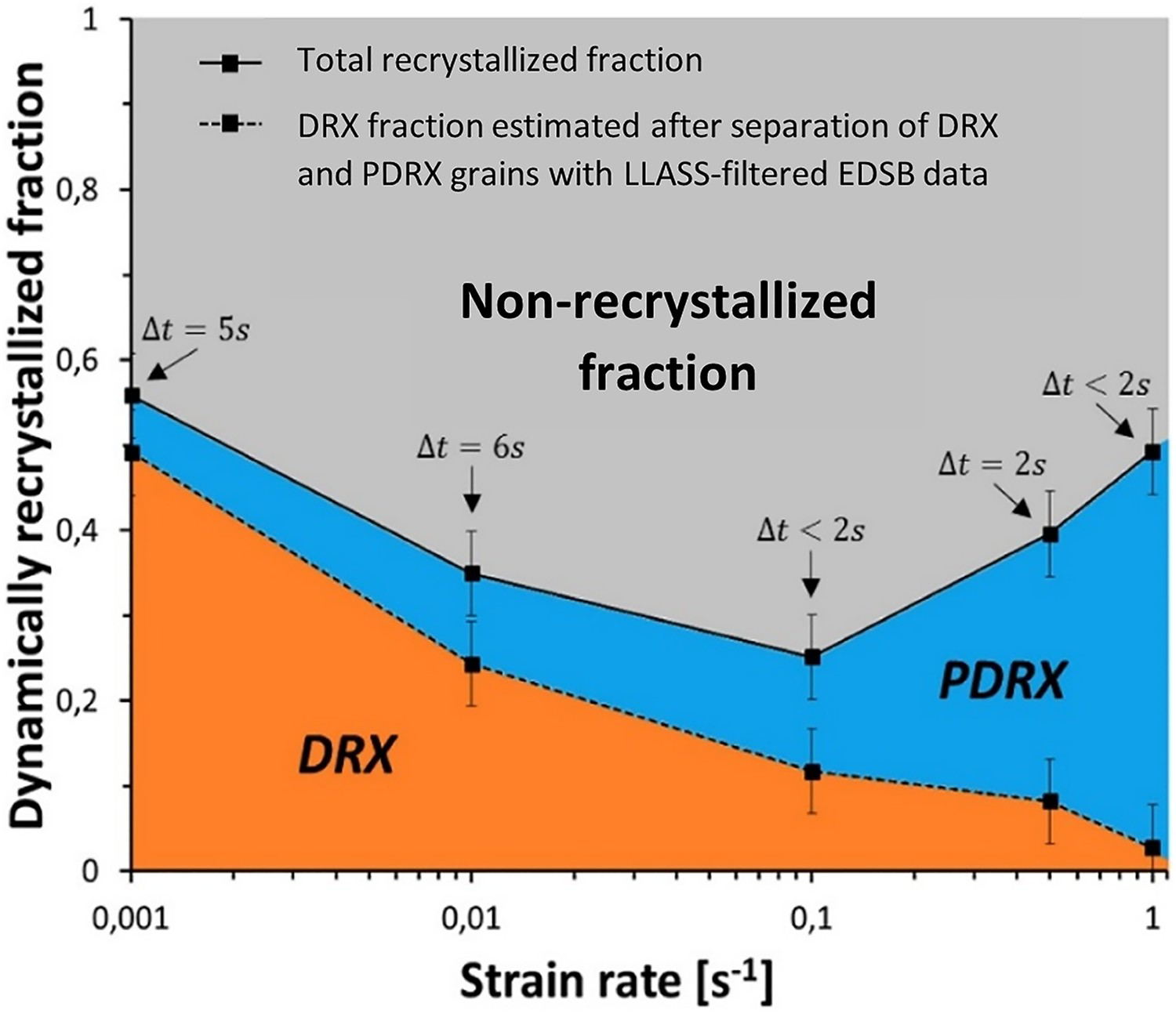
Despite these new insights, there is still a debate regarding why the rate of PDRX increases at high strain rates above 0.1 s−1. Originally, Zhang et al. [52] proposed higher strain rates induce a larger difference in stored energy between the DRX nuclei and the deformed matrix, which increases the driving force for MDRX. However, a more recent study shows that the adiabatic self-heating of the microstructure is the major factor for increased MDRX kinetics [51]. The results showed that between 0.001 and 0.1 s−1, faster strain rates increase the dislocation density and hence stored energy in the microstructure, however, above 0.1 s−1, where the increase in PDRX kinetics are observed, the dislocation density decreases disproving Zhang's hypothesis. Instead, self-heating of the material increases the diffusion-driven dissolution of large pinning particles and accelerates PDRX kinetics. A recent study of PDRX in Haynes 282 has provided further evidence for this [56]. Dislocation density still contributes to PDRX; however, self-heating of the material at increased strain rates is more significant in accelerating the rate of recrystallisation.
Static recrystallisation
SRX differs from MDRX because both nucleation and growth of recrystallised grains occur after deformation [48]. Since SRX begins with nucleation, there is an incubation period associated with this stage, whereas MDRX has no incubation time because the nuclei are already present. Grains that form through SRX follow SIBM mechanics [51]. However, the critical strain energy for SRX nucleation is lower than for DDRX so grains can form in other regions of the microstructure [57], although still along grain boundaries where there is a sufficient difference in stored energy. The bulging of grain boundaries form subgrains of a critical size which expand into the deformed matrix to reduce the overall stored energy of the microstructure [38]. The nucleation and growth of SRX grains through SIBM is well understood, however, this process competes with MDRX and determining which phenomenon is dominant depends on the processing conditions and the deformed microstructure after forging.
MDRX and SRX as competing mechanisms
MDRX will dominate when the material contains a large density of DRX nuclei. This may be facilitated by fast strain rates so that the critical strain for DRX nucleation is reached, while the short forging time limits nuclei growth during deformation so that they instead grow post-deformation. High temperatures accelerate MDRX through the dissolution of large particles that would otherwise pin grain growth. In contrast, SRX will be more abundant when the material is deformed at lower strains so that fewer DRX nucleate, but the dislocation density is still high enough that during post-deformation the SRX grains can nucleate during the incubation period. Despite lower strains, SRX will proliferate at higher strain rates that limit the growth of DRX grains similar to MDRX. A general indication of the conditions where each phenomenon dominates is shown in Figure 9(a,b). Although HERX and SRX occur under similar conditions, HERX only occurs as a dynamic process, whereas SRX will only occur post-deformation.
Contour plots of % RX grains as a function of forging temperature and strain rate at (a) low strains 0.1–0.3 and (b) a higher strain of  0.7, plotted using data of René 65, an experimental superalloy and RR1000 from [32,44,45], respectively. Region of DRV has been estimated using qualitative findings using LSHR alloy [46].
0.7, plotted using data of René 65, an experimental superalloy and RR1000 from [32,44,45], respectively. Region of DRV has been estimated using qualitative findings using LSHR alloy [46].
The role of MDRX and SRX during PDRX is determined by the microstructure immediately after deformation, this microstructure is in turn affected by the processing conditions of forging. Zouari et al. [48] investigated the effect of the DRX volume fraction in the initial microstructure on the extent of the two competing processes. It was evident that at low DRX volume fractions (2%), both processes occurred, however, with increasing volume fractions MDRX became more dominant, and there was no evidence of SRX at DRX volume fractions above 26%. MDRX dominates because there is no incubation period and so it occurs instantly compared to SRX, which had an incubation time of  30 s in Inconel 718 [48].
30 s in Inconel 718 [48].
SRX does not occur at high DRX volume fractions because complete MDRX occurs within the incubation time; Nicolaÿ et al. [51] reported nearly full recrystallisation via MDRX in just 12 s. The observation that complete PDRX can occur within 12 s highlights the importance of quenching times. Samples were quenched to capture the extent of PDRX as a function of time. The study acknowledged that a quenching time delay of 2–3 s might need to be accounted for during microstructure interpretation. A consistent technique can mitigate the issue of quenching delays. However, critically, the difference of a single second in the quenching delay between test samples introduces a large margin of error when considering the microstructure evolution process lasts only  12 s. Therefore, it is suggested that a consistent protocol is adopted to keep quenching times as consistent as possible, preferably involving automation to remove human error.
12 s. Therefore, it is suggested that a consistent protocol is adopted to keep quenching times as consistent as possible, preferably involving automation to remove human error.
It is important to understand what conditions cause PDRX grains since they may drastically affect the components’ performance. DDRX grains are more strain hardened than PDRX grains due to their growth during deformation. The different dislocation densities of the two microstructures may result in different mechanical properties. Therefore, it is important to be able to accurately predict the fractions of different recrystallised grains to obtain the required properties for the component.
Microstructure evolution during post-deformation heat treatments
Following PDRX, the component may be subject to a series of heat treatments to induce grain growth before reaching the final microstructure [5]. Heat treatments are typically defined by their position relative to the  ′ solvus temperature. Subsolvus heat treatments produce a fine grain microstructure, whereas supersolvus heat treatments dissolve large pinning particles resulting in significantly coarser grains [12].
′ solvus temperature. Subsolvus heat treatments produce a fine grain microstructure, whereas supersolvus heat treatments dissolve large pinning particles resulting in significantly coarser grains [12].
Normal grain growth
Normal grain growth (NGG) refers to the increase in the mean grain size of a microstructure as larger grains grow in a uniform manner at the expense of smaller grains [58]. This thermally activated process is driven by the reduction in the total interfacial energy associated with grain boundaries because during growth, the total boundary area decreases [38]. During grain growth atoms diffuse from the smaller grains across grain boundaries to larger grains [58]. Larger grains grow preferentially to smaller grains because a boundary migrates towards its centre of curvature. Larger grains with more sides ( 6) will have concave boundaries, whereas smaller grains (
6) will have concave boundaries, whereas smaller grains ( 5) possess convex boundaries; hence boundaries always grow towards the centre of small grains resulting in shrinkage [59].
5) possess convex boundaries; hence boundaries always grow towards the centre of small grains resulting in shrinkage [59].
NGG requires high temperatures to drive atomic diffusion across grain boundaries and an absence of structures that impede grain boundary migration, such as  particles. Therefore, for large grain growth, the microstructure can be heated above the
particles. Therefore, for large grain growth, the microstructure can be heated above the  solvus temperature to ensure all primary
solvus temperature to ensure all primary  precipitates are dissolved in the
precipitates are dissolved in the  phase and accelerate the rate of diffusion [12].
phase and accelerate the rate of diffusion [12].
Abnormal grain growth
Abnormal grain growth (AGG) refers to selective grain growth within a critical window of strain or strain rate resulting in a small fraction of abnormally large grains (ALGs) among a fine microstructure, as shown in Figure 10 [12]. These abnormally large grains have been reported to be up 10 times larger than their smaller neighbours and possess a high density of annealing twin boundaries [9].
Inverse pole figure (IPF) map of an abnormally large grain in FGH96 superalloy captured using electron backscatter diffraction techniques [22]. ©2019 reused with permission from Elsevier.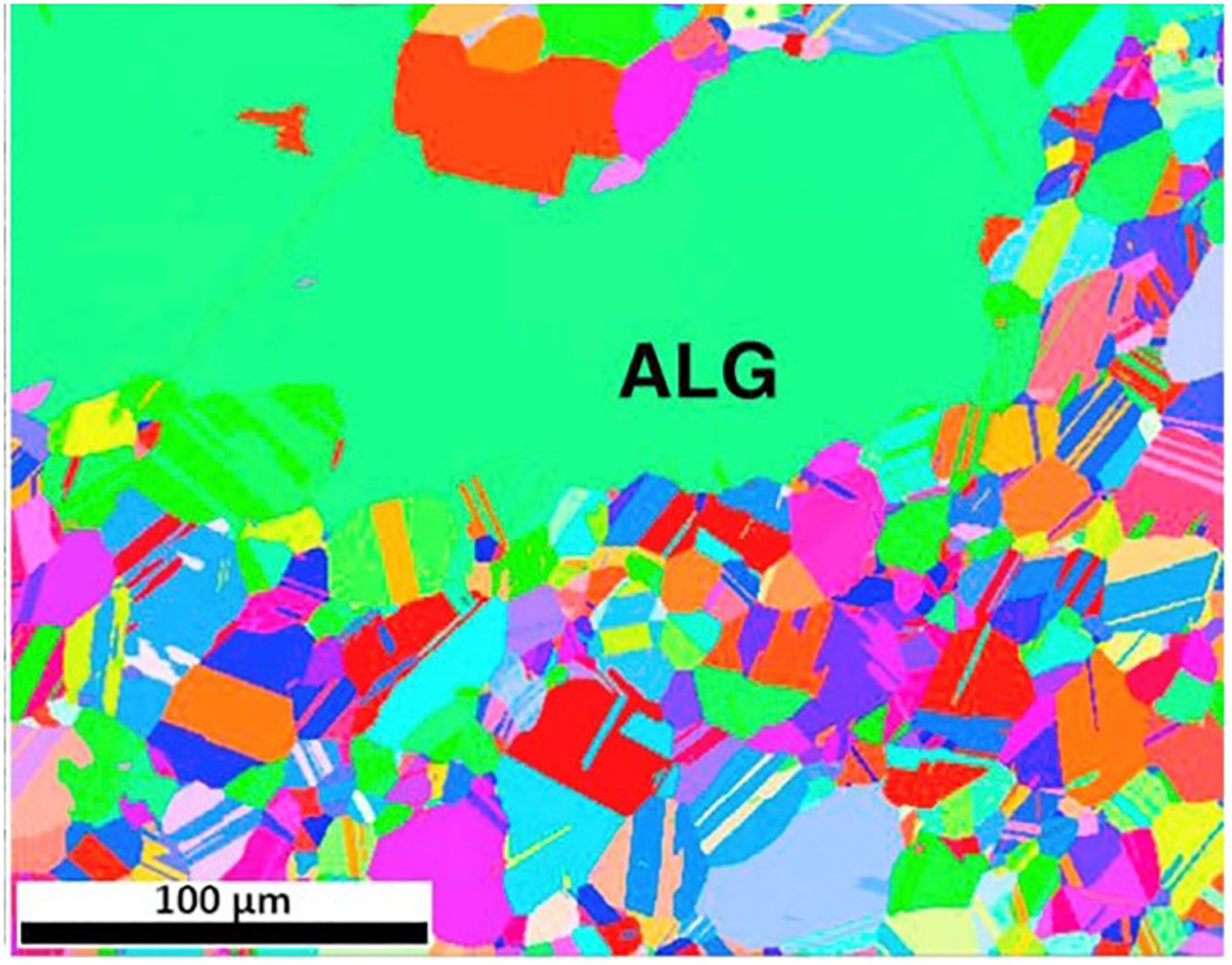
AGG has been reported at temperatures ranging from room temperature to above the  solvus within different windows of strain and strain rate [14]. Consequently, these varying conditions have led to inconsistent nomenclature to describe this phenomenon including AGG, selective grain growth [13], inhomogeneous grain coarsening [14], critical grain growth [12] and critical static recrystallisation [15]. The studies involving these terms all relate to the observation of a process occurring in the absence of normal grain growth hence, they will all be considered in unity as abnormal grain growth.
solvus within different windows of strain and strain rate [14]. Consequently, these varying conditions have led to inconsistent nomenclature to describe this phenomenon including AGG, selective grain growth [13], inhomogeneous grain coarsening [14], critical grain growth [12] and critical static recrystallisation [15]. The studies involving these terms all relate to the observation of a process occurring in the absence of normal grain growth hence, they will all be considered in unity as abnormal grain growth.
The formation of abnormally large grains is initiated by limited recrystallisation within the microstructure [22]. Only a small number of nucleation sites are available due to moderate levels of strain that limit the number of grain boundaries with a significant gradient of stored energy for SIBM nucleation. The specific level of strain where there is limited nucleation dictates the critical strain range where AGG occurs and depends on the alloy composition [15]. For example, in the FGH96 superalloy, AGG has been reported to occur within a strain region of 0.02–0.1 [22], whereas in René 65 it has been observed at a strain of 0.15 [9]. Below the critical window, the strain is too low to induce recrystallisation via SIBM and only recovery and NGG occur. Above the strain, window recrystallisation is widespread throughout the microstructure producing fine grains. On either side of the critical conditions, there is competitive growth between grains so that a unimodal microstructure is achieved. It is only within this critical strain window that the limited number of newly formed grains have a significant advantage to grow at excessive rates relative to the surrounding microstructure.
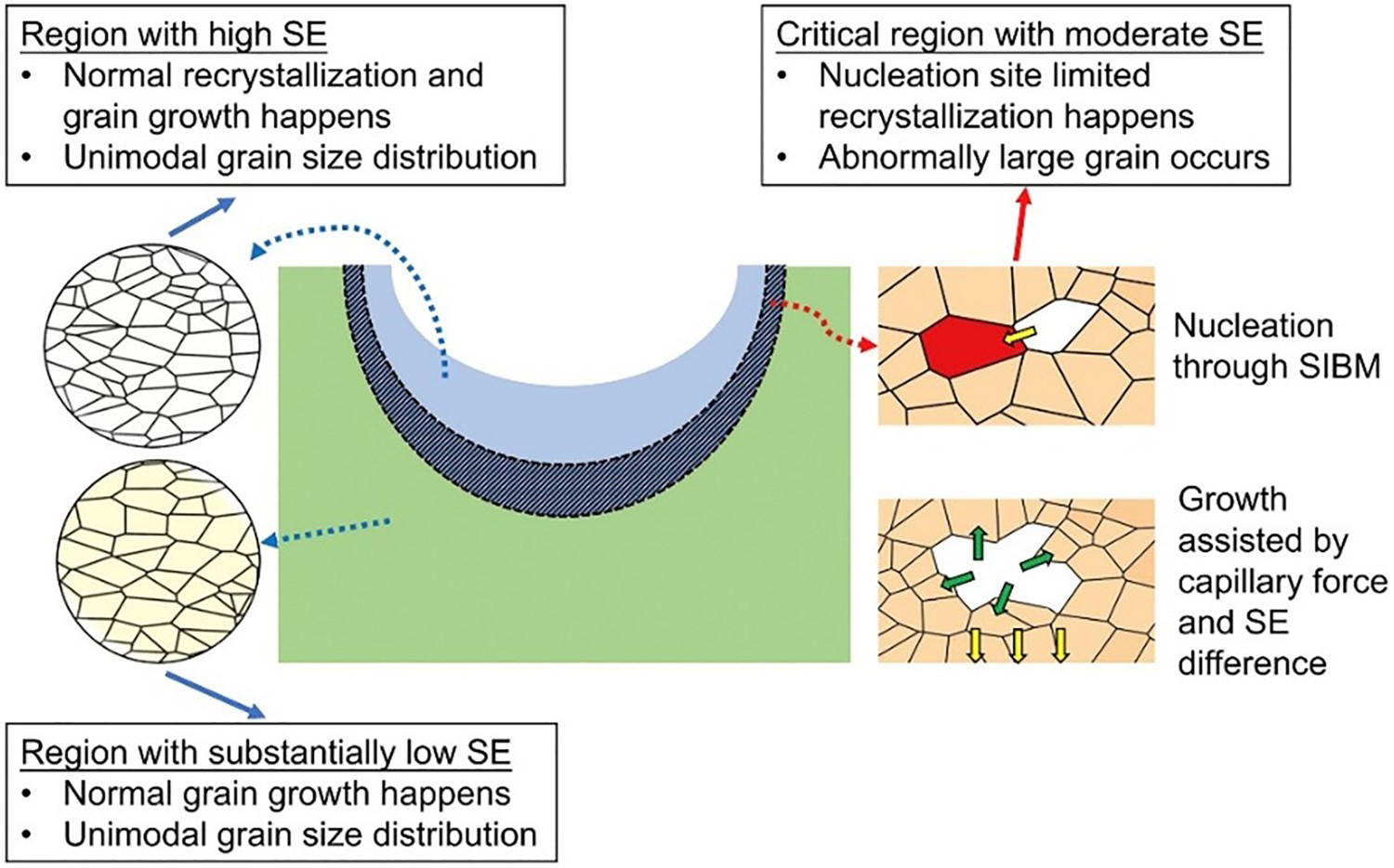
While the formation mechanism of these grains is widely agreed, the subsequent growth to abnormal sizes is still debated. One theory proposed by Wang et al. [22] suggests growth occurs by both SIBM and capillary forces, as illustrated in Figure 11. In the study, samples were indented at room temperature producing high localised strains close to the sample's surface to produce a large amount of stored energy in the microstructure [22]. It is thought that any remaining stored energy gradients between newly formed grains and the deformed matrix allow growth through classical boundary migration at the expense of the higher strained matrix. Then, once remnant stored energy has been consumed through SIBM, the abnormal grains continue to grow through capillary forces since these grains now have a size advantage on their neighbours and will grow preferentially. Wang proposes a logical argument, however, the study involved supersolvus heat treatments where all Illustration of the region for abnormal grain growth with growth mechanisms suggested by Wang et al. [22], using an indentation method to generate high localised strains close to the sample's surface corresponding to high stored energy, ©2019 reused with permission from Elsevier. precipitates were dissolved in the matrix. Importantly, AGG has been observed at subsolvus temperatures and this theory fails to consider the effect of pinning
precipitates were dissolved in the matrix. Importantly, AGG has been observed at subsolvus temperatures and this theory fails to consider the effect of pinning  particles.
particles.
More recently, Charpagne et al. [9] hypothesised that growth continues via only SIBM, evidenced by the high density of twins associated with these grains. The study found that the high density of twin boundaries (characteristic of AGG) likely forms due to growth accidents that are known to occur during SIBM [60]. This work used subsolvus heat treatments to also investigate the effect of  particles and the results showed during AGG, primary
particles and the results showed during AGG, primary  particles cross the migrating boundary and enter the large grains. During this process, the velocity of the migrating boundary decreases as it is pinned by the particle and then increases again as the particle crosses the boundary into the abnormally large grain. This change in boundary velocity is thought to facilitate growth accidents that form twins and explains the high twinning density around these large grains [61]. This suggests that capillary forces are not the main mechanism for AGG since the slower velocity of migrating boundaries during classical grain growth do not induce a high frequency of twin formation. While this is true, it does not mean capillary forces are not involved at all, rather, this mechanism may only play a minor role that is only apparent once all stored energy in the microstructure is consumed via SIBM.
particles cross the migrating boundary and enter the large grains. During this process, the velocity of the migrating boundary decreases as it is pinned by the particle and then increases again as the particle crosses the boundary into the abnormally large grain. This change in boundary velocity is thought to facilitate growth accidents that form twins and explains the high twinning density around these large grains [61]. This suggests that capillary forces are not the main mechanism for AGG since the slower velocity of migrating boundaries during classical grain growth do not induce a high frequency of twin formation. While this is true, it does not mean capillary forces are not involved at all, rather, this mechanism may only play a minor role that is only apparent once all stored energy in the microstructure is consumed via SIBM.
Therefore, further studies are needed to assess whether AGG occurs once all residual strain has been consumed and ideally identical testing should be done for both above and below the solvus temperature to further investigate the role of  particles and explain why they have little effect on suppressing AGG. It has been reported that annealing a critically deformed sample at 100°C below the γ′ solvus temperature, before a more typical supersolvus heat treatment, increases the amount of strain needed for AGG to occur [62]. This may be due to the subsolvus anneal decreasing the dislocation density and increasing the strain required for recrystallisation to be initiated, however, this theory requires further study. Without this knowledge, it is difficult to predict the ideal temperature for avoiding AGG.
particles and explain why they have little effect on suppressing AGG. It has been reported that annealing a critically deformed sample at 100°C below the γ′ solvus temperature, before a more typical supersolvus heat treatment, increases the amount of strain needed for AGG to occur [62]. This may be due to the subsolvus anneal decreasing the dislocation density and increasing the strain required for recrystallisation to be initiated, however, this theory requires further study. Without this knowledge, it is difficult to predict the ideal temperature for avoiding AGG.
NGG and AGG as competing mechanisms
NGG will be the dominant mechanism during heat treatments when there is no remaining strain energy in the microstructure since recrystallisation cannot occur. With increasing temperature, the capillary forces driving grain boundary growth increase resulting in faster coarsening of grains.
When there is a moderate strain within the critical window for AGG then this mechanism will dominate since only a limited number of recrystallisation sites are available. A select number of grains form and subsequently grow with an advantage over their neighbours, resulting in a multimodal grain structure. Since abnormally large grains have been shown to reduce tensile strength and fatigue strength it is vital to avoid their formation in safety-critical components. Systematic analysis of AGG by Parr et al. [12] has shown that AGG occurs at high forging temperatures with low nominal strain rates and low (but not zero) strains [12]. The results from this study have been used to plot supersolvus grain growth as a function of forging conditions, as shown in Figure 12. Only a single study was used to plot these contour plots, which alludes to the difficulties of collating information relating to AGG. The inconsistent terminology used in the literature requires multiple searches using different keywords. As a result, the subject area is disjointed, and studies are difficult to cross-reference. This highlights the importance for consistent nomenclature that better groups comparable studies for greater clarity when reviewing the subject literature.
Contour plots showing supersolvus grain growth as a function of processing conditions at (a) low strain of 0.2 and (b) high strain 0.9, plotted with data of RR1000 from [12].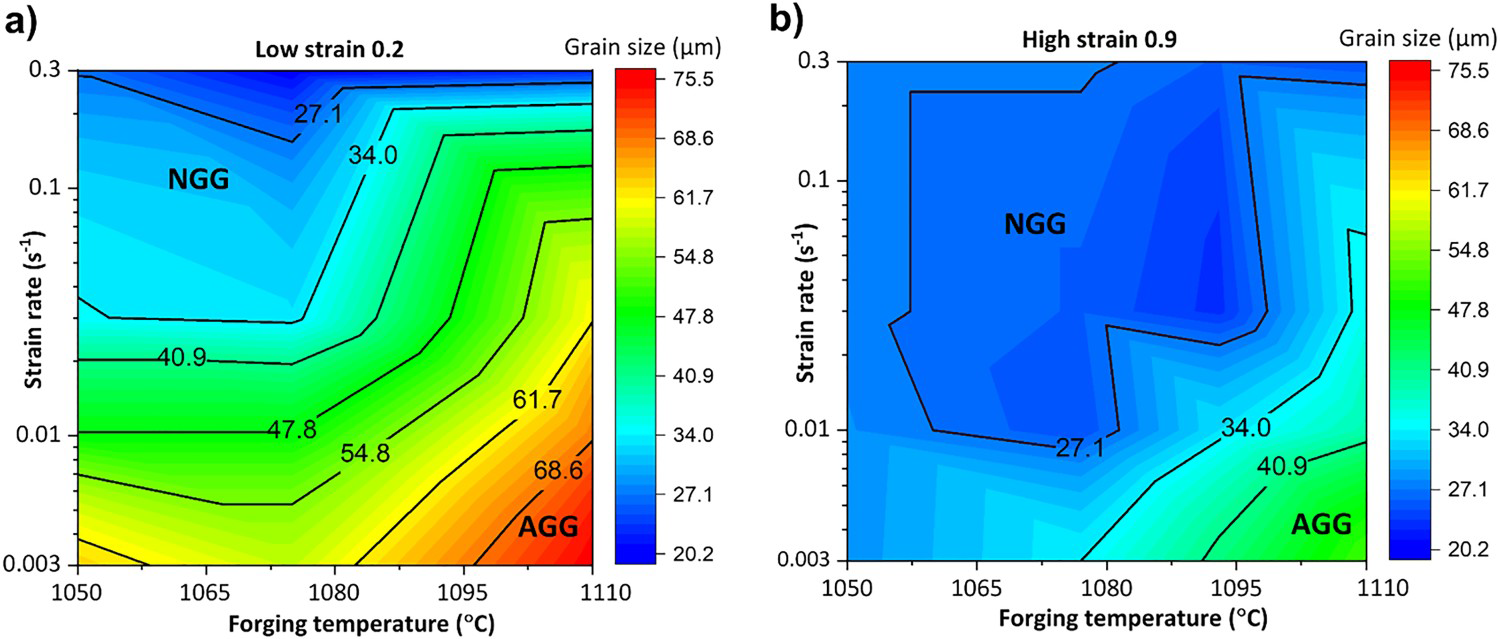
The results from Parr suggest a low forging temperature with deformation at high strain rates is needed to ensure high levels of strain for widespread recrystallisation and to avoid the critical strain window where AGG is observed. In addition, if heat treatment is done above the solvus temperature, then heating to the treatment temperature should be done quickly to reduce the time that grains can grow excessively. However, subsolvus temperatures are thought to be more suitable for increased Zener pinning of the grains despite evidence that primary  particles have a reduced effect compared to pinning normal grain growth [9].
particles have a reduced effect compared to pinning normal grain growth [9].
Conclusion
Summary of microstructure phenomena observed in Ni-based superalloys.
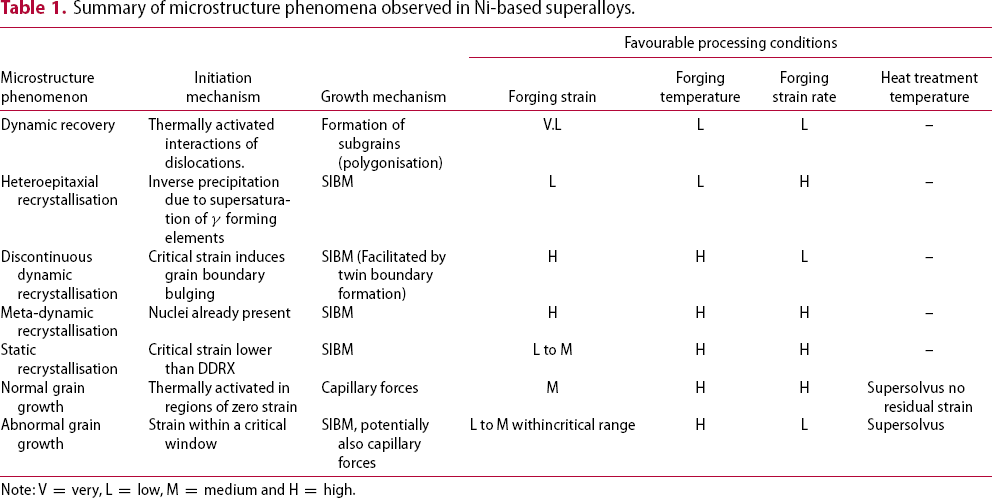
Note: V = very, L = low, M = medium and H = high.
From this review, it is evident that there is limited data for conditions under which DRV is dominant and as such, this phenomenon should be investigated further moving forward. Focus should be directed to analyse whether dynamic recovery can outcompete recrystallisation mechanisms within typical manufacturing conditions as this will provide the most relevant findings for the manufacturing industry. In addition, data for abnormal grain growth is limited to supersolvus temperatures, and so it is vital that further studies investigate this inhomogeneous growth at subsolvus temperatures to clarify the role of  precipitates. This temperature range is of particular interest, given reports that the critical strain required for abnormal grain growth may be increased following subsolvus heat treatments. Research in this area could help manufacturers to determine processing parameters that produce microstructures free of abnormal grain growth and greatly improve the performance reliability of components. The role of stacking fault energy in determining the mechanisms that dominate grain structure evolution during deformation has been discussed, however, the effect of antiphase boundaries and work hardening are also topics of interest and could form the basis of a separate review.
precipitates. This temperature range is of particular interest, given reports that the critical strain required for abnormal grain growth may be increased following subsolvus heat treatments. Research in this area could help manufacturers to determine processing parameters that produce microstructures free of abnormal grain growth and greatly improve the performance reliability of components. The role of stacking fault energy in determining the mechanisms that dominate grain structure evolution during deformation has been discussed, however, the effect of antiphase boundaries and work hardening are also topics of interest and could form the basis of a separate review.
Alloys possess different stacking fault energies, as a result, the same phenomena are seen at different processing conditions making direct comparisons between alloys difficult, however, this review has revealed trends in Ni-based superalloys where microstructure phenomena are witnessed as summarised by the favourable processing conditions in Table 1. This unique insight has resulted from the construction of contour plots using data from different alloys. Synthesis of research from different alloys using this technique has not previously been seen in published literature. These contour plots offer qualitative analysis of the relationships between processing conditions and transformation mechanisms, overcoming the issue of composition dependent behaviour.
It is recommended that future studies produce their own contour maps for their specific alloy of study. Production of these contour plots using a standard technique will allow for greater comparability of phenomena between different materials. Understanding the conditions that dictate microstructure evolution within materials is crucial to accurately predict the optimum balance of mechanical properties for engine components to operate at higher temperatures and reduce greenhouse gas emissions of aircraft. Failure to address this issue could result in defective components that fail catastrophically during service.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the author(s).