
Abstract
The effects of post-processing heat treatments on hot-rolled Ti–6Al–4V with extra low interstitial concentration were investigated. The 2 mm sheets were rolled in the single β phase field region and subsequently cooled in air. A continuous cooling transformation (CCT) diagram was generated, revealing the strong influence of the cooling rate on both microstructure and hardness. Cooling rates between 0.01 and 200°C s−1 were selected. While rapid cooling resulted in a martensitic transformation β → α′, a decrease in the cooling rate led to a progressive spheroidization of the lamellar (α + β) microstructure. With a focus on the established CCT continuous cooling transformation diagram, this study contains insight on the microstructure evolution of the Ti–6Al–4V ELI alloy during cooling from the single β phase field region.
Introduction
The two-phase (α + β) Ti based alloy, Ti–6Al–4V (in wt-% unless stated otherwise), known as the most commonly used Ti alloy, offers a wide range of application possibilities due to its superior and balanced mechanical properties. Next to a high specific strength for usage up to 300°C, the material calls attention to its corrosion resistance and, furthermore, by the given biocompatibility, why this alloy is also found in surgical implants. The major applications of Ti–6Al–4V, however, are aircraft structural parts as well as aeroengine parts [1]. Which properties, e.g. strength or ductility, are more pronounced depends on the microstructure that forms due to the applied processing route, and, of course, on the chemical composition, where standards, like the ASTM B 265-20 [2], allow the choice of a wide composition range for the variation of the individual alloying elements. According to this standard, grade 23 Ti–6Al–4V extra low interstitial (ELI) material used in this study has a maximum of the elements Al of up to 6.5 wt-%, V 4.5 wt-% and Fe 0.25 wt-%, and is limited to an O content of 0.13 wt-%. As a consequence, a higher damage tolerance and a lower β transus temperature (Tβ
In the last decades, many authors [3-5] have been working on the effect of processing, i.e. hot-rolling, on the microstructure and mechanical properties of Ti–6Al–4V. The variation of the parameters, such as strain, strain rate, temperature, number as well as the type of individual deformation steps, followed by subsequent heat treatment options, is reflecting the influence of the chemical composition and the microstructural state of the starting material. Most of the authors, which are dealing with the processing of Ti–6Al–4V, are focusing on rolling in the (α + β) phase field region. For example, Prasad et al. [3] completed a study on Ti–6Al–4V ELI exhibiting a lamellar starting microstructure. These authors established processing maps showing the efficiency of power dissipation as a function of strain rate and temperature. Data on spheroidization of the hexagonal close-packed (hcp) α phase for hot-rolling temperatures below the Tβ (ΔT∼50°C) and 0.5 true total plastic strain were generated. Accordingly, it was found that to achieve spheroidization of the Ti–6Al–4V ELI microstructure in the course of hot-rolling at typical strain rates of about 2 s−1 a higher degree of deformation, i.e. a higher plastic strain must be applied. Abbasi and Momeni [4] carried out rolling experiments in the temperature range between 820°C and 1070°C, using a strain rate of 2 s−1 and a total reduction of 75%. The used Ti–6Al–4V alloy was specified to have a Tβ of about 970°C. The study confirmed approaches conducted by Semiatin et al. [5], where a total reduction of ∼80%, i.e. a local effective strain of ∼2.6 at 0.1 s−1, and deformation temperatures between 815°C and 955°C are reported to be necessary for forming fully equiaxed microstructure by spheroidization during the hot working process. For example, explicit research on deformation-related spheroidization of the microstructure can be found in the studies of Semiatin et al. [6] or Zherebtsov et al. [7,8].
In summary, for adjusting the full spectrum of Ti–6Al–4V microstructures, namely fully lamellar, spheroidal and bimodal, processing in the single-phase field region of the body-centred cubic (bcc) β phase is not suitable. More exactly, a pure β processing route leads to the formation of lamellar microstructures. Only a few authors have taken β processing explicitly into account when working with Ti–6Al–4V, for example, Prasad et al. [9]. While emphasising the key role of the processing parameters for tailoring the properties of a lamellar microstructure, these authors rather have focused on the thermomechanical processing than on investigating the impact of post-deformation heat treatments at temperatures above Tβ. Against that background, for the specific β heat treatments conducted in this work, less data are available in the open literature. In contrast to the aforementioned studies [3-9], the goal of this work was to examine the time-temperature-transformation behaviour starting from the single β phase field region in the course of post-deformation heat treatments conducted on Ti–6Al–4V ELI sheet. The annealing treatment in the single β phase field region was subsequently followed by a cooling step with various cooling rates. Major attention was paid to the evolution of the fully lamellar microstructure, for which a CCT was derived. Applied cooling rates are covering a wide range reaching from 200 to 0.01°C s−1. The cooling conditions were realised using a dilatometer setup and the influence of the cooling rates on the resulting microstructures and hardness values was investigated. As the adjusted time-temperature profiles correspond to the high-temperature annealing step in the course of the post-deformation heat treatments, critical cooling rates can be investigated, which promote the formation of, for example, a martensitic microstructure. The lowest applied cooling rates enable the adjustment of a spheroidized (α + β) microstructure, which is formed by diffusion-related lamellae coarsening, in contrast to equiaxed microstructures, which are normally achieved through a thermomechanical processing route. Compared to already existing research conducted on this topic, for example, Ref. [10], the CCT behaviour of Ti–6Al–4V ELI under the mentioned conditions has not been investigated in literature so far.
Due to varying nomenclature of spheroidized α grains in Ti alloys, specifically in (α + β) alloys, in literature, e.g. see [6,7,11], in the framework of this paper the following terminology is used: any morphological transformation of α grains into a more spherical shape is called ‘spheroidization’, often addressed interchangeably as ‘globularization’ in literature. However, when spheroidization occurs during thermomechanical processing, the transformation leads to so-called ‘equiaxed’ or ‘fully equiaxed’ microstructures. Spheroidization appears diffusion-related and is caused by growth of the lamellae during slow cooling. In the present work, this mechanism is termed ‘coarsening’ of the lamellae.
Materials and methods
For the heat treatments in this study, a Ti–6Al–4V ELI (grade 23) alloy in the dimensions 650 × 250 ×1150 mm3 was available. The grade 23 material, produced via a standard route [12], i.e. that means including a final vacuum arc remelting (VAR), was subjected to hot-rolling from 250 to 2 mm nominal thickness at a strain rate of 2 s−1 and an initial rolling temperature of 970°C. Tβ for a typical Ti–6Al–4V ELI (grade 23) is in the range of 960–980°C [9]. Samples with a size of 2 × 5×10 mm3 were machined for the heat treatment study and one 80 × 80 × 2 mm3 sample was cut out for the chemical analysis of the as-rolled condition.
Based on existing pseudobinary phase diagrams from literature [13] and thermodynamic equilibrium calculations using Thermo-Calc 4.1 with the TCTI Ti-based alloys database version 2 [14,15], the holding temperature at 1200°C for 30 min was chosen and Tβ = 985°C was calculated on the basis of the analysed chemical composition of the as-rolled sheet. The heat treatments were carried out in a dilatometer, DIL 805A from TA Instruments. During heating to 1200°C a heating rate of 3°C s−1 was used and during the holding time of 30 min, the system was under vacuum. The heating was realised by an integrated induction coil and for temperature control, a thermocouple of type S (Pt-Rh to Pt) was employed Starting the cooling process from 1200°C, eleven different continuous cooling rates from 200 to 0.01°C s−1 were performed on the 2 × 5×10 mm3 samples to study the influence of the cooling rate on the occurring phase transformations. In the dilatometer the samples were fixed between SiO2-holders and to reach the cooling rates, namely 200, 100, 30, 18, 10, 5, 1, 0.5, 0.1, 0.05, and 0.01°C s−1, a controlled N2 gas flow was used. For fast cooling, i.e. 200 and 100°C s−1, an N2 flow of 430 L h−1 was necessary. From 30°C s−1 down to 0.1°C s−1 a flow of 52 L h−1 was sufficient. In order to attain the lowest cooling rates of 0.05 and 0.01°C s−1 no N2 flow was required. During the heat treatments in the dilatometer, the displacement of the two SiO2-holders due to expansion/dilation of the sample was recorded as a function of temperature. This change in the sample's length allowed the determination of the transition temperatures of the occurring phase transformations.
All micrographs were generated employing a light-optical microscope (LOM) of type Zeiss Axio Imager M2. The prior metallographic preparation steps involved grinding to grit size 2000, followed by polishing with a mixture of OP-S polishing reagent and H2O2 as described in [16]. Etching was done with Kroll's reagent according to [17]. The phase fractions for the differently cooled samples were measured by means of optical analysis using image-editing tools, such as GIMP 2.10.14 and ImageJ 1.52e, applicable due to the high phase contrast after etching. The β grain size of the as-rolled material was determined via the mean linear intercept method and the phase fractions of the α and β phases were determined from the respective area fractions of the micrographs. Also, the width of the α lamellae as a function of the cooling rate was evaluated from the LOM images by a statistical analysis. To obtain information on the orientation relationship of the different microstructures two selected samples, namely an as-rolled sample and a slow cooled (0.01°C s−1) lamellar sample, were measured by electron backscatter diffraction (EBSD) on a Thermo Fisher Scientific Versa 3D DualBeam microscope equipped with an EDAX Hikari-AXS EBSD detector. Mechanical tests were restricted to Vickers hardness measurements (HV10) using a Qness Q60A+ micro hardness tester.
Results
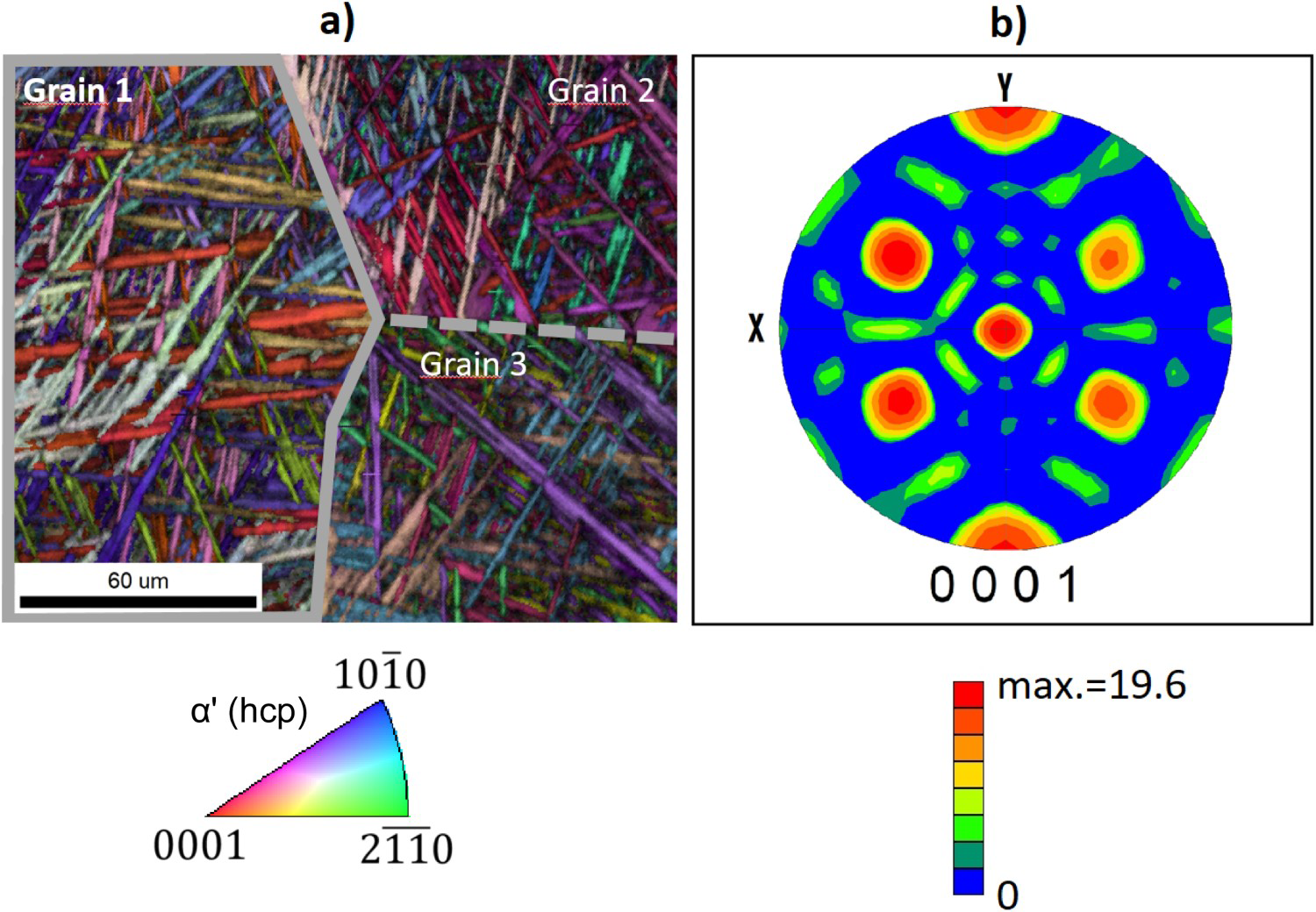
Figure 1 shows the as-rolled microstructure of the Ti–6Al–4V ELI sheet. The grain boundaries (GB) of the β parent grains are clearly visible in the fully martensitic α′ microstructure. The average β grain size of parent β grains is about 450 µm. After rolling down to 2 mm, the sheet transformed martensitically during AC from the single β phase field region. EBSD was carried out on the same sample and reveals the fulfilment of the Burgers orientation relationship [13] within each grain. In Figure 2(a) the inverse pole figure map (IPF) of the martensitic α′ microstructure is displayed. In addition, Figure 2(b) shows the corresponding (0001) pole figure (PF) for a single α′ grain, which represents a former β parent grain, rotated to a symmetric position with respect to the used axis X and Y. It should be outlined that an α’ microstructure, which is obtained by fast cooling from the β singe phase field region, characteristically does not exhibit a GB α layer (see Figures 1 and 2) between parent β grains. This layer is only observed when the phase transformation is related to diffusion processes and, thus, an incomplete martensitic microstructure is observed at RT. Accordingly, no retained β phase was detected in the starting material.
LOM image of the as-rolled microstructure of the 2 mm Ti–6Al–4V ELI (grade 23) sheet material after a rolling temperature at 970°C and subsequent AC (see text). (a) Inverse pole figure map of the martensitic microstructure of a 2 mm Ti–6Al–4V ELI (grade 23) sheet, which was rolled in the β phase field region and then cooled in air; (b) (0001) pole figure of a martensitic grain (Grain 1 in (a)), rotated to an XY symmetric position, as derived by EBSD.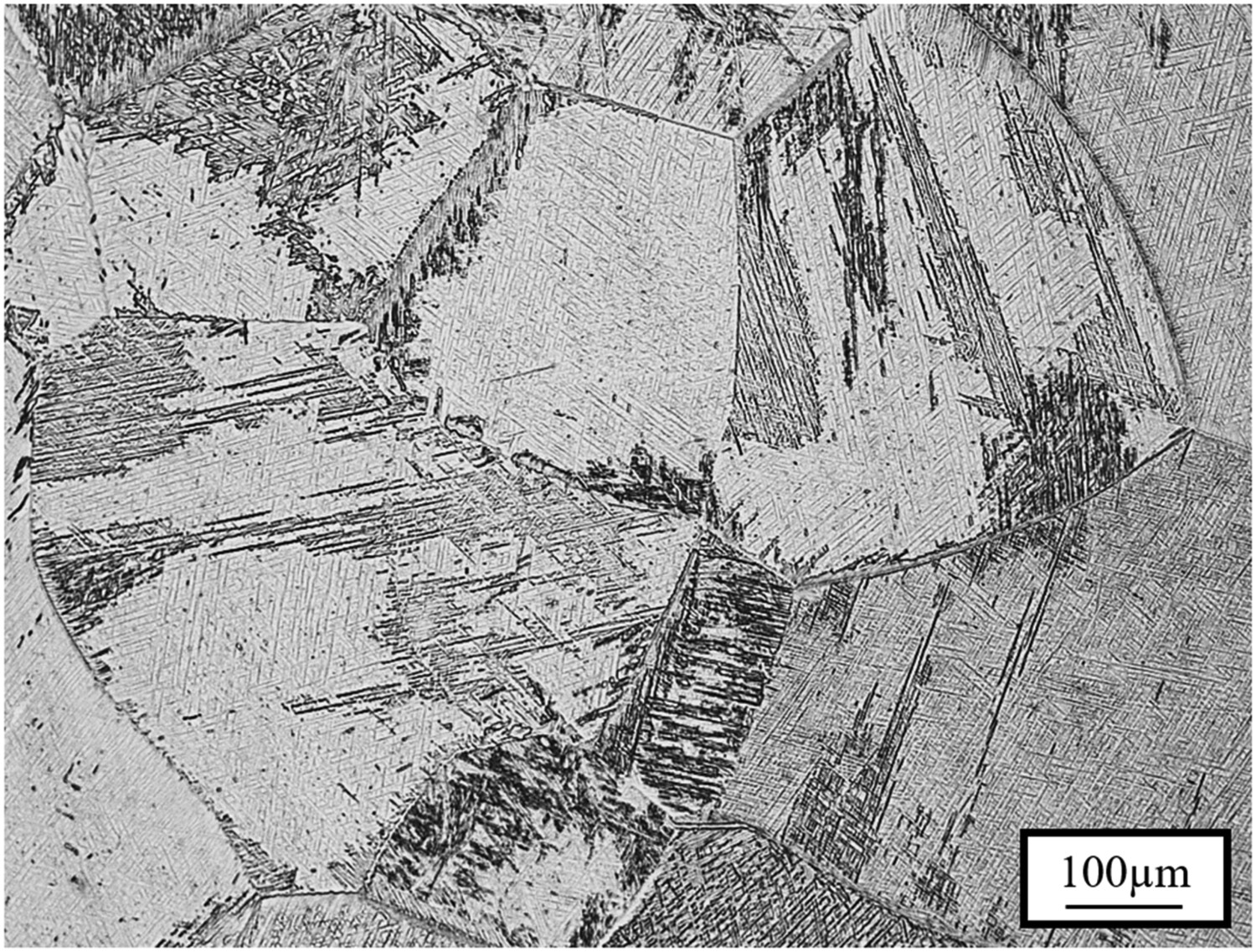
Chemical composition of the Ti–6Al–4V ELI alloy in the as-rolled condition and specification according to ASTM B265-20 [2].

Heat treatment studies in the dilatometer
The results of the dilatometer study are compiled in a CCT diagram, see Figure 3, showing the development of the microstructure at different cooling rates as well as providing information about the occurring phase transformations and hardness at RT.
CCT diagram of the as-rolled 2 mm Ti–6Al–4V (grade 23) material with the applied cooling rates 200, 100, 30, 18, 10, 5, 1, 0.5, 0.1, 0.05, 0.01°C s−1 and the related hardness values (HV10). The holding time at 1200°C was 30 min. For the three lowest cooling rates the β phase fractions present at RT, see Table 2, are indicated.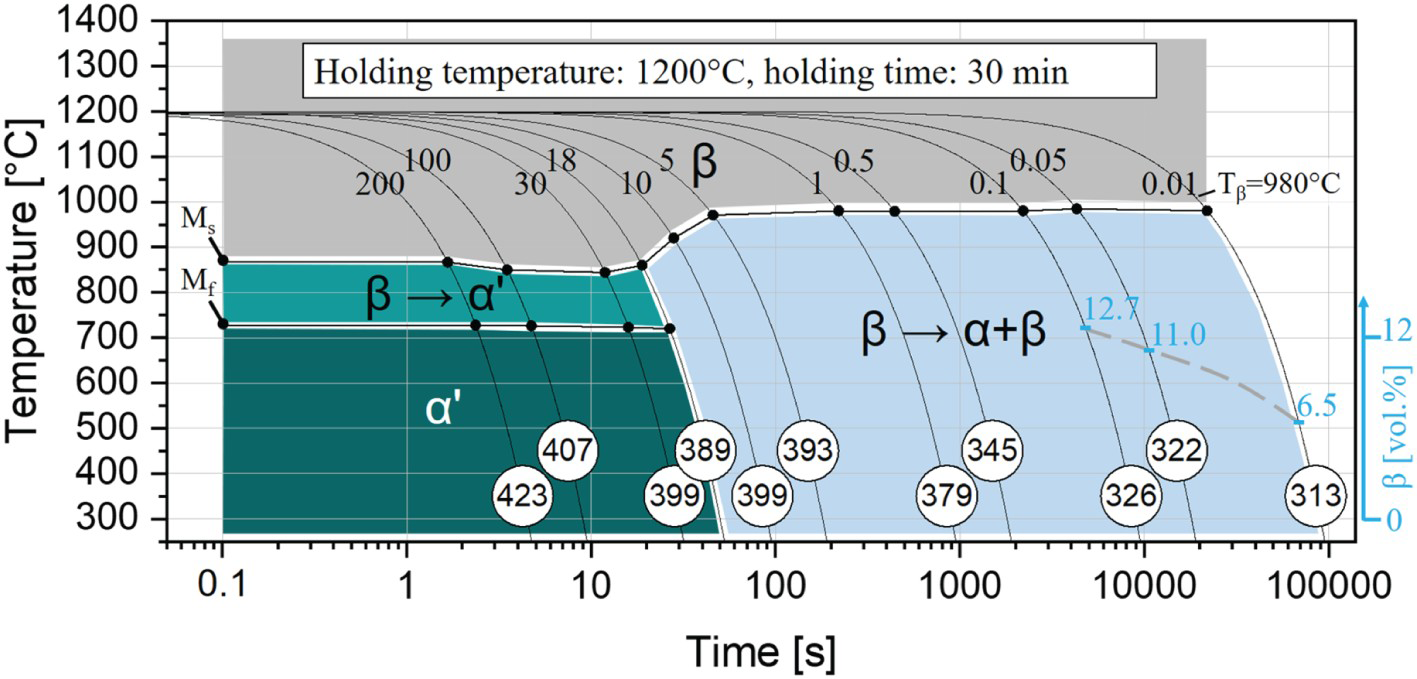
For example, the CCT diagram represents the martensitic transformation β → α′ which proceeds between the martensite start temperature (Ms =870°C) and the martensite finish temperature (Mf =725°C) for cooling rates faster than 10°C s−1. At cooling rates below 10°C s−1, where no martensitic transformation β α′ has been observed, a diffusion-controlled transformation, i.e. β (α + β), takes place. For the slowest cooling rates of 0.05 and 0.01°C s−1 formation of the α phase takes place at about 980°C, rendering Tβ almost constant. This is in close agreement with the value calculated by means of Thermo-Calc, which is 985°C. The termination temperature of the phase transformation β (α + β) is not determined in the present investigation. Due to the presence of equilibrium β phase at RT in the Ti–6Al–4V ELI alloy, the β (α + β) phase transformation does not exhibit a termination temperature Instead, the transformation rate gradually declines due to lack of atom mobility at lower temperatures. A microstructural analysis of the heat-treated material delivers supplementary results for the understanding of the effect of the cooling rate on the occurring phase transformation. Figure 4 sums up the most important microstructures obtained during annealing and continuous cooling. The microstructure shown in Figure 4(a) is fully martensitic. Large former β grains contain fine α′ laths and no phase contrast is visible, i.e. neither remaining β phase, nor GB α were observed. In Figure 4(b–e) lamellar (α + β) microstructures can be seen, differing in two main features. While the fine lamellae in Figure 4(b–d) are arranged in the basket-weave type, Figure 4(e) mainly contains large colonies with respect to the parent β grains. The coarse laths in this microstructure reach through the whole grains, or at least as far as different lamellae forming in the opposite of the same grain. The second characteristic in which the two microstructures differ is the thickness of the GB α layer, along the former β GB. Here, the slower cooled sample (Figure 4(e)) developed a distinctly thicker α layer. Figure 4(f) shows the spheroidized microstructure cooled at 0.01°C s−1. According to Figure 5(a), an IPF map of the sample cooled with 0.01°C s−1, the Burgers orientation relationship {0001}||{101} can be verified within the colonies by means of EBSD analysis. This result is giving evidence that the spheroidization during slow cooling is taking place by a coarsening of lamellae in colonies, whereas other approaches for obtaining spheroidized α grains are based on recrystallization and related mechanisms caused by massive deformation prior to a heat treatment, subsequently leading to the formation of so-called equiaxed α grains [4,5,7].
LOM micrographs of hot-rolled (2 mm) Ti–6Al–4V ELI sheet (grade 23) material after post-deformation β annealing at 1200°C for 30 min under vacuum atmosphere and continuous cooling in a dilatometer at: (a) 18°C s−1, (b) 10°C s−1, (c) 5°C s−1, (d) 1°C s−1, (e) 0.5°C s−1, (f) 0.01°C s−1. The cooling rates were realised with gaseous N2. EBSD scan of Ti–6Al–4V ELI (grade 23) cooled from 1200°C (holding time 30 min) at 0.01°C s−1 to RT: (a) IPF map, (b) phase map.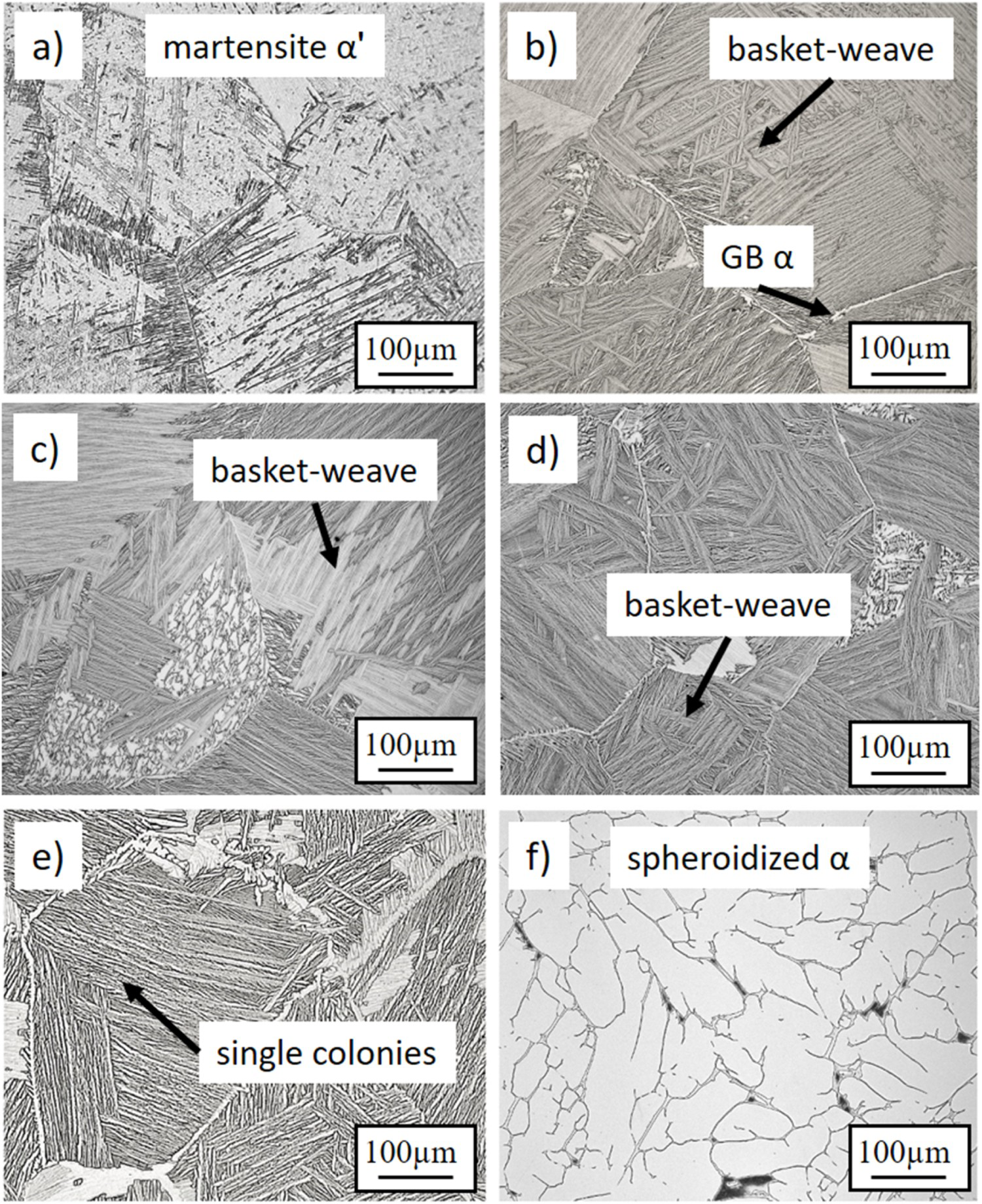
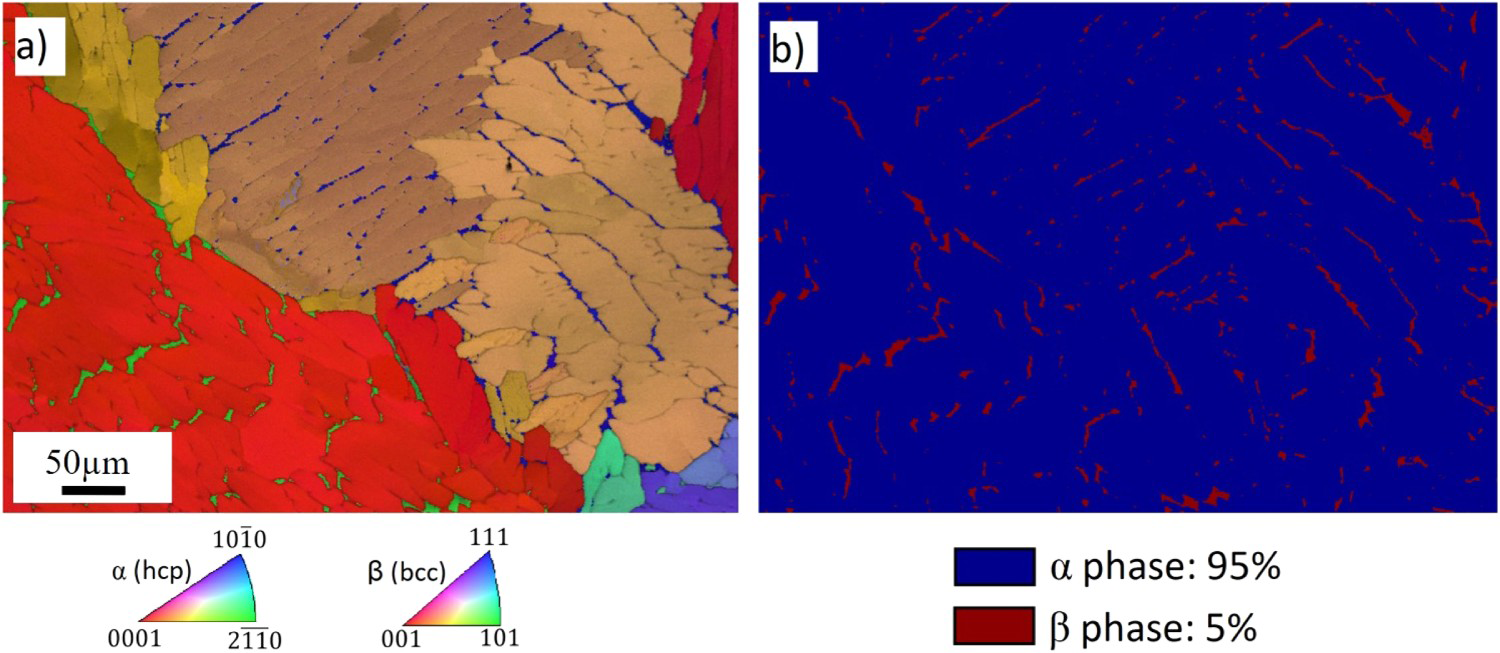
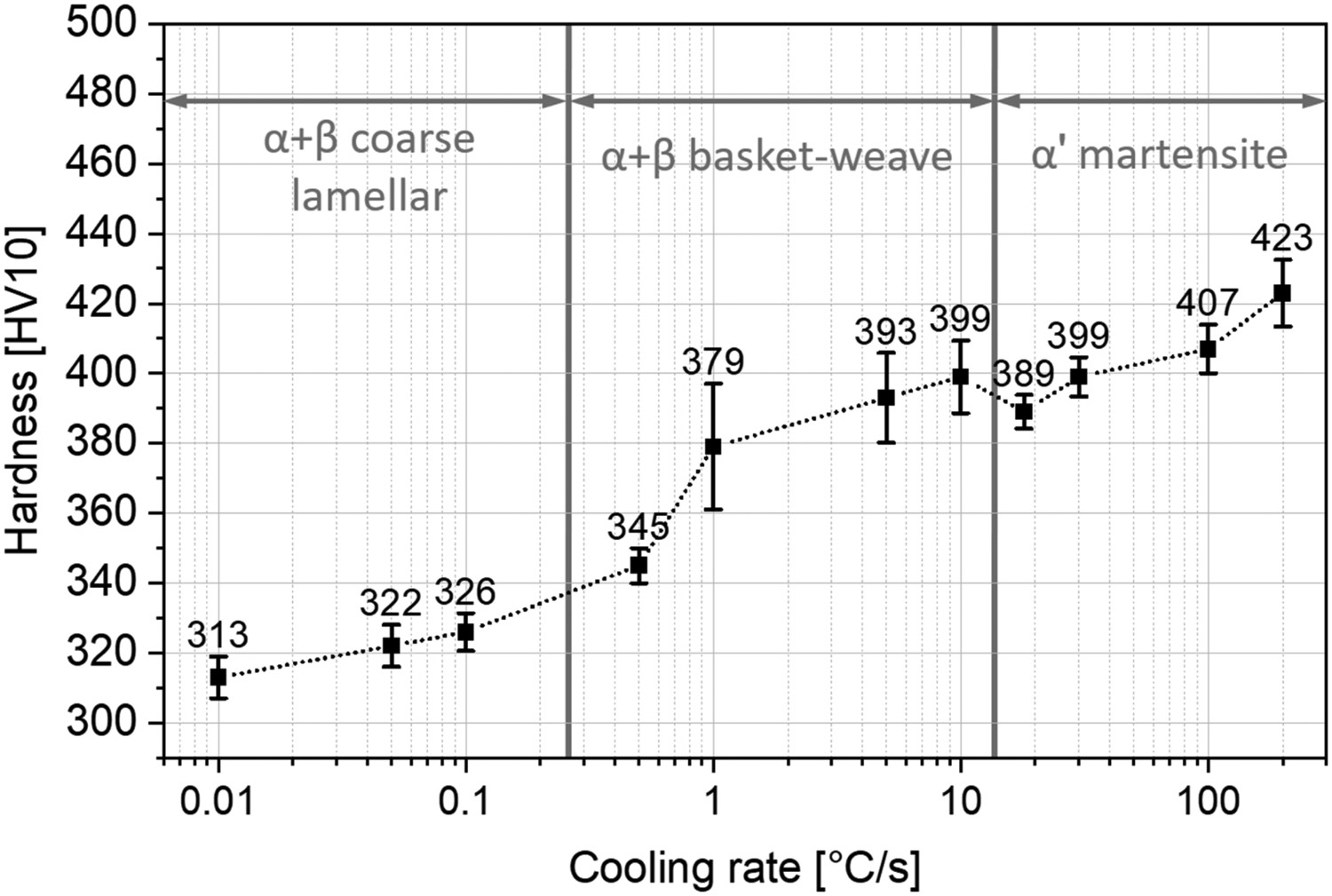
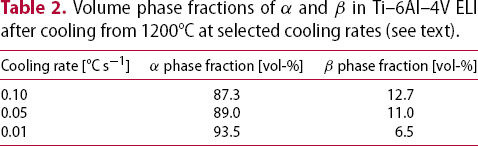
Table 2 reveals the results of the phase fraction study conducted on selected samples which were cooled using the lowest cooling rates of 0.1, 0.05 and 0.01°C s−1. The phase fraction of the β phase decreases with decreasing cooling rates from 12.7 to 6.5 vol-%. Note that for higher cooling rates a reasonable examination of the β phase fraction was not possible by the used metallographic methods. A Thermo-Calc calculation of the β phase fraction showed ∼4 vol-% for the equilibrium state. The volume fraction of the β phase in the sample cooled with 0.01°C s−1, was additionally determined via EBSD and resulted in ∼5%, as seen in Figure 5(b). The phase fractions of the β phase from Table 2 are schematically added to Figure 3 for the lowest cooling rates 0.1, 0.01 and 0.05°C s−1. In Figure 6 the width of the α lamellae as a function of the cooling rate is shown. Precisely, the parallel distance between the remaining β phase was measured for the obtained (α + β) microstructures, i.e. for samples cooled within the range of 10–0.01°C s−1. Information on the influence of the cooling rate on the hardness is provided in Figure 7. As expected, the mean hardness values increase from 326 to 423 HV10 with an increasing cooling rate, despite a plateau in the range between 5 and 30°C s−1.
Width of the α lamellae of Ti–6Al–4V ELI (grade 23) as a function of the logarithm of the cooling rates, annealed at a temperature of 1200°C and held for 30 min. Vickers hardness values HV10 as a function of the logarithm of the cooling rate. Prior to cooling the specimens were annealed at 1200°C for 30 min. Volume phase fractions of α and β in Ti–6Al–4V ELI after cooling from 1200°C at selected cooling rates (see text).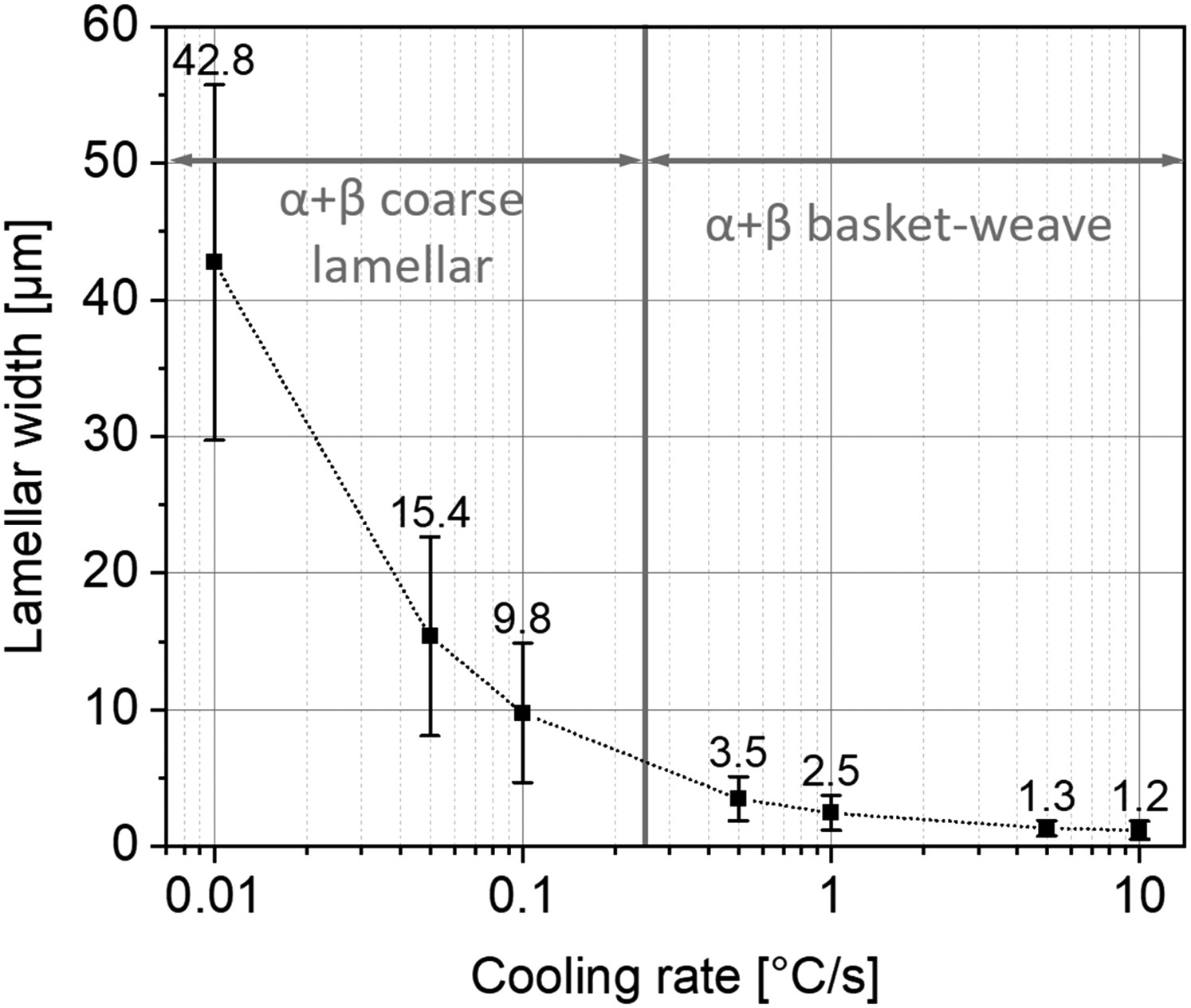
Discussion
The influence of post-deformation heat treatments on Ti–6Al–4V ELI (grade 23) sheet with a martensitic starting microstructure was investigated. The material was first hot-rolled in the single β phase field region and then air cooled. In the main part of this work, dilatometer experiments were carried out and the observed microstructural evolution is discussed along with respective hardness measurements.
Previous studies have been conducted to describe nucleation processes, static and dynamic recovery or recrystallization mechanisms, often used for grain refinement and for controlling the mechanical properties by adjusting an appropriate microstructure for the Ti–6Al–4V alloy [3,4,7,13,18]. The overall reduction during rolling in the (α + β) phase field region has to amount at least ∼80% to trigger a transformation from a lamellar microstructure to a fully equiaxed one. During this process, a well-described mechanism [7,8], so-called termination migration and boundary splitting occurs. Thereby, the former lamellae align in preferred directions according to the rolling direction and tend to form bands in the appearance of elongated α grains with β layers in between. While the interphase energy between the orientation-related and semi-coherent lamellae α/β is initially low, the implementation of defects (e.g. dislocations) during deformation in this temperature regime leads to distortion and thereby higher interphase energy. Hence, a ‘metastable’ condition of elongated grains is formed. By annealing or already during the rolling process at elevated temperatures, the inserted energy is sufficient to start the spheroidization and an equiaxed microstructure is the result. By varying the annealing temperature, the amount of α phase as a primary precipitation phase can be adjusted. Holding time as well as the temperature control the grain growth and the cooling rate determines whether an equiaxed microstructure or a bimodal microstructure is obtained.
In the present study, deformation via hot-rolling took place in the single β region, followed by AC. The β processed martensitic microstructure, because of the fast AC of the 2 mm sheet, was subjected to a further annealing step in the single β region. Then the focus was the influence of the applied cooling rate on the evolution of the microstructure. A spheroidization of the α phase and an accumulation of β phase at triple points (Figure 4(f)) could be realised by cooling from above Tβ using sufficiently low cooling rates, i.e. in the range of 0.05–0.01°C s−1. It is assumed that the slow precipitation process leads to a less directional growth of the α phase and, thus, a fewer number of nucleation sites is available. While annealing at 1200°C in the dilatometer, length change as a function of temperature already reached a constant level after approximately 20 min at 1200°C. Homporová et al. [19] claimed that for Ti-6Al-4V the equilibrium state can already be reached after a holding time of 30���min at comparable temperatures, which supports our result.
At faster cooling rates (>10°C s−1), see CCT diagram in Figure 3, a martensitic transformation is occurring. The microstructure does not differ from that of the as-rolled starting material, i.e. fine martensitic laths are present and no GB α layer is observed. Lower cooling rates, i.e. ≤10°C s−1, result in an (α + β) structure without martensitic α’ and the thickness of the lamellae became wider with decreasing cooling rates. Between 0.5 and 0.05°C s−1 a strong coarsening of the α lamellae is observed (Figure 6). The standard deviation is increasing with the mean lamellae width, caused by the greater distribution of the measured distances due to the random grinding angle of the examined metallographic sections. In reference [8] it is reported that at the slower cooling rates, the nucleated α phase rather can grow in more directions than solely in the usual length direction, i.e. perpendicular to its growth face, as usually observed for lamellar microstructures [8]. The longer time span allows the necessary diffusion-related processes to form a more spherical structure instead of a lamellar structure, but showing the Burgers orientation relationship as derived from EBSD measurements, see Figure 5(a). Another effect of the longer time span at higher temperature in case of slow cooling rates, can be seen in the fact that more β phase transforms into α phase and values close to thermodynamic equilibrium (∼ 95 vol-%) are reached, see Table 2 and Figure 5. The results derived from EBSD and LOM analysis are in close agreement with conducted thermodynamical simulations. A small deviation is tolerated due to the examination of different sample areas. This change in the mechanism can also be followed when comparing the microstructures cooled at 10 and 0.5°C s−1 (Figures 4(b–e)). At 10°C s−1, a basket-weave feature appears because the driving force is high enough to propagate secondary and ternary laths from the hierarchically higher ones [13]. In the opposite, at 0.5°C s−1 the primary laths mostly grow through their parent grain until they meet opposite laths close to the centre of the grain and no pronounced basket-weave morphology is noticeable [13].
The hardness values from Figure 7 can be divided into three parts. First, at the highest cooling rates, the martensite hardness is observed, which decreases at lower cooling rates. Second, an area of the transition from martensitic to the basket-weave microstructure is displayed and, thirdly, the spheroidization leads to a strong decrease of hardness at cooling rates <1°C s−1. The α′ martensite in Ti–6Al–4V, as it is known for its higher hardness and strength, is assumed to gain even higher values for faster cooling rates because of the generation of higher internal stresses. Galarraga et al. [20] have claimed to reach a maximum martensite hardness at water quenching at a cooling rate of 650°C s−1. The observed increase of hardness at the transition from a martensitic to the fine lamellar, i.e. basket-weave, microstructure is assumed to be the result of the generation of a fine two-phase (α + β) microstructure instead of a single-phase α’ microstructure. A drop in hardness can be seen between 1 and 0.5°C s−1 can be seen. Here, the fine basket-weave microstructure gets lost and larger laths develop parallel to a coarsening which leads to the observed decrease in hardness.
Conclusions
The CCT diagram for Ti–6Al–4V ELI (grade 23) shows that hexagonal α′ martensite is obtained after cooling from the β single-phase field region at 1200°C when the cooling rate is 18°C s−1 or higher. In addition, the martensite start temperature is determined to be Ms = 870°C and the martensite finish temperature is Mf = 725°C, respectively. Microstructural analysis reveals that for different cooling rates the characteristic appearance of the lamellar microstructures varies, whereby a change from fine basket-weave lamellae to coarser lamellae occurs at 0.5°C s−1. Spheroidization of the lamellae starts for cooling rates lower than 0.05°C s−1, during cooling from the single β phase field, without preceding deformation in the (α + β) temperature region. Quantitatively, the lamellae widths increase from ∼1 to ∼42 µm, at decreasing cooling rates from 10 to 0.01°C s−1. The highest hardness was obtained for the martensitic α′ microstructure and the highest cooling rates. With decreasing cooling rate a fine (α + β) basket-weave structure is formed. Further decrease leads at first to the appearance of coarsened lamellar microstructures and finally to a spheroidization effect which is responsible for the lowest hardness measured.
Footnotes
Acknowledgements
We are thankful to S. Mayer for a helpful discussion and to voestalpine Böhler Bleche GmbH & Co KG for the technological support and for providing the material in this joint research project.
Disclosure statement
No potential conflict of interest was reported by the author(s).