
Abstract
Grain boundary precipitates in Inconel 718 and ATI 718Plus are important to control during hot working processes, since they can control the grain size. Precipitating excessive or insufficient amounts can be detrimental to the final component. Therefore, it is important for manufacturers to understand the formation and kinetics of grain boundary precipitation and the effect this has on mechanical properties. This review considers the background of grain boundary precipitation, including the effect of the thermal stability of γ′ and γ″ phases. In addition, the effect of stress on the grain boundary phases and their precipitation kinetics in different conditions are also included. Also, the impact of grain boundary precipitation on the mechanical properties is explored.
This review was submitted as part of the 2017 Materials Literature Review Prize of the Institute of Materials, Minerals and Mining run by the Editorial Board of MST. Sponsorship of the prize by TWI Ltd is gratefully acknowledged
Keywords
Introduction
The development of superalloys arose in the early 1940s [1] as a response for the demand for materials that would be able to withstand the high temperature and other demanding conditions within aircraft engine gas turbines. The available materials at this time were not suitable and so there was a requirement for materials with improved properties [1]. These properties included higher strength, greater corrosion resistance and enhanced creep and fatigue properties at higher temperatures. At first, attempts were made to achieve these improved properties through enhancements made in stainless steels [1], since these were the leading high temperature alloys at the time. Further advancements were then made by the development of superalloys which were intended for operating temperatures exceeding 540°C [2]. Inconel 718 has been undoubtedly the most commonly used superalloy in many applications, and has stood out as being the workhorse out of the superalloys. A number of attempts have been made to improve Inconel 718 over the years [1–6]. However, these attempts did not have the necessary mechanical properties that were required. In more recent times, ATI has developed an improved version of Inconel 718 known as ATI 718Plus which has improved thermal stability and mechanical properties at higher temperatures in comparison to Inconel 718 [7,8].
Superalloys are utilised as components for a wide and broad range of applications such as aerospace engines, power generation engines, and chemical/ petrochemical plants to name a few. As superalloys are high temperature and high strength materials, they are often used as parts within the hot sections of gas turbine engines such as turbine discs and blades. However, not all superalloy applications require high temperature and high strength properties. Due to the good corrosion resistance of superalloys, it has been possible to implement particular grades of superalloys within biomedical devices. There are also cryogenic applications for superalloys [2]. In general, superalloys can be classed into three main types:
Nickel -based superalloys Iron-nickel -based superalloys Cobalt -based superalloys
The majority of nickel-based superalloys are primarily strengthened by the precipitation of intermetallic compounds within an austenitic face centred cubic (FCC) matrix. This is achieved through the use of the elements aluminium, titanium and niobium [1]. These three elements are used to produce two different primary strengthening precipitates, namely γ′ and γ″. However, there are nickel-based superalloys which are primarily strengthened through solid solution hardening and some strengthened by oxide dispersion [2].
Chemical composition of Inconel 718, ATI 718Plus and Waspaloy [7].

In addition to the principal strengthening phases, there are phases that precipitate on the grain boundary which have useful advantages. These phases are δ and η. They have the unique advantage of being able to control the grain size during heat treatment and thermomechanical processing, and they can also enhance some mechanical properties of the superalloy. The focus of this paper will review the literature regarding the formation, kinetics and effect of these grain boundary precipitates primarily within ATI 718Plus and Inconel 718.
Grain boundary phases
δ phase
The δ phase has a chemical structure of Ni3Nb with an orthorhombic D0a crystal structure [9–12]. It is an incoherent phase in relation to the γ matrix [10,11]. Figure 1 [13] displays a prototype crystallographic structure for the δ phase.
Diagram displaying the prototype orthorhombic crystal structure of the δ phase with nickel and niobium atom positions [13]. Reproduced with permission from Elsevier.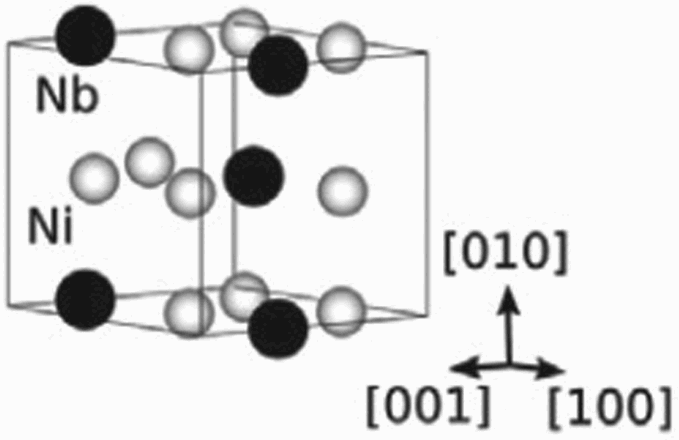
It is well known than the δ phase exists in the form of grain boundary precipitates within Inconel 718 [9–11,14,15]. However, in the case of ATI 718Plus, the δ phase is not the main phase of the grain boundary precipitates. The main phase of the grain boundary precipitates within ATI 718Plus is in fact the η phase. However, interwoven layers of δ phase are found within the η grain boundary precipitates in ATI 718Plus such that the constituents of the grain boundary precipitates are technically η + δ phase [16]. The percentage of δ phase that is found in the grain boundary precipitates within the whole material is very small and is estimated to be less than 1% [16], which means the majority of the grain boundary precipitates consist of the η phase.
Within the literature, it seems that the temperature range in which the δ phase nucleates within is disputed, with some authors mentioning it to be between 700 and 1000°C [9] or 750–1020°C [11]. The solvus temperature of the δ phase is also uncertain as it has been reported to be in the range of 990–1020°C [14]. The differences in δ phase solvus temperature is said to be due to the fluctuations in chemical composition of the alloy, with the niobium content having the most influence on the δ phase solvus temperature [14].
The fastest rate of δ phase precipitation occurs at approximately 900°C [9,11]. It usually nucleates and precipitates starting at the grain boundaries of the γ phase [9] through a discontinuous reaction [12]. It then grows into thin plates along the grain boundary and eventually elongating into the phase grains [9]. δ phase precipitation can also occur intragranularly when γ″ phase is present [9].
The metastable γ″ phase transforms into the stable δ phase under certain temperature and time conditions [17,18]. Even though the δ phase is thermodynamically more stable than the γ″ phase, the slowness of the precipitation of the δ phase allows the γ″ phase to precipitate before it. This is the case up to 900°C, but beyond this the limit of γ″ phase is reached and therefore further precipitation of the γ″ phase is not possible. Both the γ″ phase and the δ phase have the same chemical structure and therefore both phases contain niobium. This suggests that the growth of the δ phase precipitates occurs at the expense of the γ″ phase up to 900°C. As mentioned previously, this cannot be the case after 900°C since γ″ phase does precipitate beyond this [9].
η phase
In the early literature regarding ATI 718Plus, it was initially thought that the grain boundary precipitates were orthorhombic Ni3Nb δ phase [19–26]. Some authors had reported the existence of a hexagonal closed pack (HCP) phase [27–30]. However, the vast majority of the available literature had referred to the grain boundary precipitates in ATI 718Plus as the δ phase. It was suggested that the reported presence of a HCP phase was in fact a new plate-like phase which consisted of a chemical structure of Ni3Al0.5Nb0.5. It was implied that this new phase nucleates within the same microstructure in which the δ phase precipitates in, such that both the δ phase and the Ni3Al0.5Nb0.5 phase co-exist within ATI 718Plus [28–30]. However, more work was required at this stage to elaborate on this new phase [30].
A very detailed study was done on the grain boundary precipitates, which had clarified the issue very well. It was found the grain boundary precipitates in ATI 718Plus are in fact a modified version of the η phase [16]. Usually, the η phase is defined as having a chemical structure of Ni3Ti with a D024 HCP crystal structure [31]. Interestingly, in the case of ATI 718Plus, the grain boundary precipitates are consistent with the D024 HCP structure. Though, the chemistry of these precipitates was found to be Ni6AlNb, which is different to the chemical definition of η phase as mentioned previously. In this ‘modified’ η phase, the aluminium and niobium atoms are accommodated in the position where the titanium atoms are usually located in the original η phase. Figure 2 [16] displays the chemical and crystallographic prototype structure of the η phase found in ATI 718Plus.
Diagram displaying the prototype HCP crystal structure of the η phase with Ni, Nb and Al/Ti atom positions [16]. Reproduced with permission from Elsevier.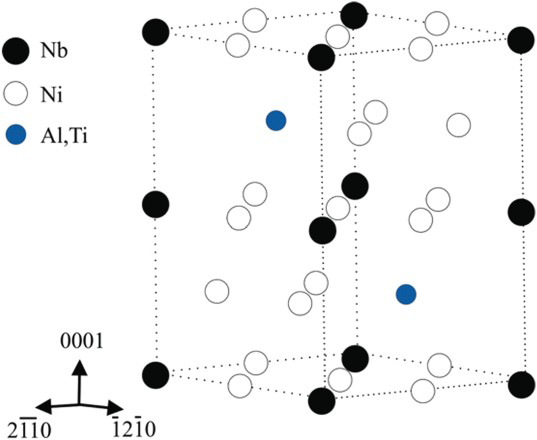
Interestingly, it was found that that δ phase was present in the form of small interwoven strips which were located in the niobium rich areas of the η phase precipitates and were coherent between itself and the η phase. These δ phase strips exist in very insignificant quantities such that it is difficult to quantify them. In fact, these δ phase layers have been found to be only a few atomic layers thick in some cases. It is probable that the balance of niobium, aluminium and titanium is held by a combination of both δ and η phase [16].
Although the η phase primarily nucleates and grows on grain boundaries, it does not appear to grow on every grain boundary. It is also observed that twin boundaries are particularly resistant to η phase nucleation. In one study, approximately half of the grain boundaries that were seen to be precipitate-free were twin boundaries. The remaining grain boundaries had misorientations that were spread over a wide range [16]. Twin boundaries are known to intrinsically possess a particularly low value of interfacial energy (also called grain boundary energy) [32]. On the contrary, in the same aforementioned study, it was seen that a considerable percentage of low angle and low energy grain boundaries contained grain boundary precipitates, while at the same time, there were high angle and high energy grain boundaries that were precipitate free. This suggests that there is no strong indication for a distinct link between the misorientation of grain boundaries and precipitation, apart from the twin boundaries since they characteristically seem to resist precipitation, as previously mentioned [16].
It was also observed that grain boundaries appear to become serrated at locations in which there are η phase precipitates. This suggests that the precipitation of η phase is predominantly through a discontinuous precipitation mechanism. Discontinuous precipitation reactions are usually characterised and recognised distinctively because the grain boundary tends to move with the growing precipitate tips.
Discontinuous precipitation is driven by an overall reduction in free energy of the system [16]. Discontinuous precipitation necessitates that solute atoms are partitioned to the precipitate tips that are in contact with the proceeding grain boundary [33]. In essence, the movement of the grain boundary is enabled by the consumption of supersaturated material ahead of the grain boundary, along with the precipitation of a stable phase behind it [16]. There are two mechanisms by which this can occur [33]:
Diffusion through the lattice in front of the proceeding precipitate front Diffusion within the moving grain boundary
The unique grain boundary curvatures observed in the discontinuous precipitation reactions in ATI 718Plus is a result of the interaction between three main parameters [16]:
The interfacial energies of the boundaries between the two matrix grains and η phase Changes in free energy across the grain boundary due to differences in composition Diffusion of the precipitate forming elements (Al, Nb, Ti) along the grain boundary
The contact angle (θ) between the grain boundary and the η phase precipitate is determined as a result of the interfacial energy terms that are present at the tripartite junction between the η phase precipitate, the parent grain (γ1) (in which the η precipitate is nucleating into), and the neighbouring grain (γ2) next to the η [16]. This is schematically displayed in Figure 3 [16].
Schematic diagram of the forces at the triple junction between the parent grain (γ1), the neighbouring grain (γ2), and the η phase precipitate [16]. Reproduced with permission from Elsevier.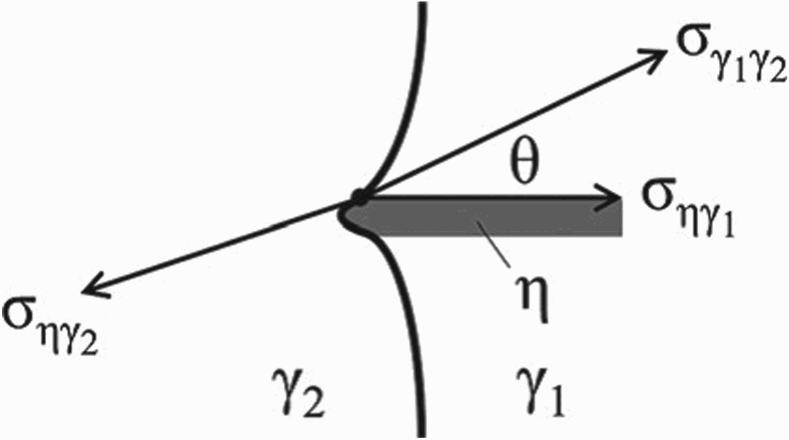
The interfacial energy between the η precipitate and its own parent grain (σηγ1) will be relatively low and constant because there is a good coherency between them. The other interfacial terms, specifically between the two grains (σγ1γ2) and between the η precipitate and the neighbouring grain (σηγ2) are a function of the grain boundary plane and misorientation; however, they would still be larger than the interfacial energy between the η precipitate and its own parent grain (σηγ1). As a consequence, it is beneficial for the grain boundary to move forward with the growing precipitate in order to avoid the development of a high interfacial energy interface between the η precipitate and the neighbouring grain (σηγ2) [16]. Therefore, the grain boundary at the location of the phase precipitate becomes serrated.
However, there have been observations of very long precipitates that extend deep into the matrix grains. This suggests that there is another precipitate growth mechanism in addition to the discontinuous precipitation, which is the transformation of the γ′ phase into η phase and the accumulation of diffusing elements into the η phase precipitate [16].
The γ′ phase and the η phase both contain elements that exist in both phases, namely aluminium and niobium. In ATI 718Plus, both the γ′ and η phase can precipitate simultaneously under certain temperatures and times. Due to this simultaneous precipitation, there is a competition between both phases for aluminium and niobium [34]. Within ATI 718Plus, the microstructure contains a fine distribution of circular γ′ phase particles. However, as Figure 4 [28] shows, it can be observed that around the vicinity of the η phase precipitates, there is a zone which is devoid of γ′ precipitates which indicates the competition between both phases for the same elements [16,22,28].
γ′ denuded zone around η precipitates [28]. Reproduced with permission from Elsevier.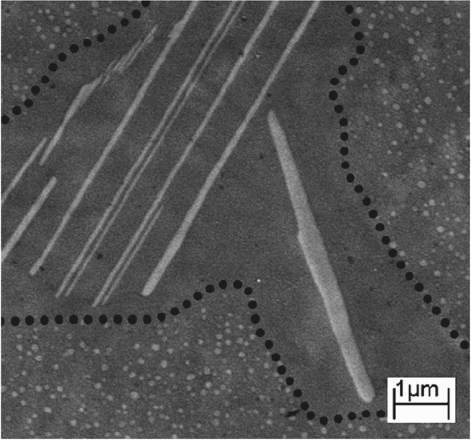
Effect of individual elements
Each of the elements that are present in the composition of any superalloy have a purpose and advantage to them. These elements tend to segregate themselves to either the γ phase, the γ′ phase or to the grain boundary. The preferred partitioning location of an element depends on the relative difference in atomic diameter between itself and nickel. The elements shown can be divided into three main groups [17]:
The first group of elements include nickel, cobalt, iron, chromium, ruthenium, molybdenum, rhenium and tungsten. These elements have similar atomic radii to that of nickel and preferentially reside in the austenitic γ phase matrix, which causes it to become more stable. The second group of elements include aluminium, titanium, niobium and tantalum. These elements have a larger atomic radius compared to that of nickel. They encourage the precipitation of ordered phases such as γ′, which itself contains a combination of these elements. Finally, a third group of elements consist of boron, carbon and zirconium. These elements have a very large difference in atomic radii compared to nickel and they are inclined to partition to the grain boundaries. Certain elements are also promotors of carbide and boride phases. Elements that encourage carbide precipitation include chromium, molybdenum, tungsten, niobium, tantalum and titanium. Chromium and molybdenum can also encourage boride precipitation.
The second group of elements play a vital role in the precipitation of the strengthening phases γ′ and γ″, as well as within the grain boundary precipitates δ and η since they all have one or more of these elements within their chemical stoichiometry. In addition, these particular elements are linked to the thermal stability of γ′ and γ″. When the thermal stability limit of these strengthening phases has been reached, the precipitation of η and δ occurs [35]. For example, within Inconel 718 the primary strengthening phase is γ″ which is incoherent with the γ matrix and is inherently metastable. Beyond its thermal stability limit, the γ″ particles transform into the stable δ phase [36]. The δ and η phases can be precipitated separately also, and as mentioned previously, their composition is made up of elements within the second group. To study the effect of these elements on the precipitation of η and δ, one must study the effect of these elements on the thermal stability of γ′ and γ″. Within the δ phase, niobium is present, whereas the η phase contains a combination of aluminium, titanium and niobium. Hence, these elements will directly affect precipitation of the grain boundary phases. It must be mentioned that there are other elements that form Ni3X compounds. These include vanadium, molybdenum, gallium, indium, silicon, germanium and tin [37]. However, careful adjustment of niobium, titanium and aluminium is one the most effective ways of controlling the thermal stability of γ′ and γ″ [36], therefore the role of these specific elements will be subsequently explored.
It has been shown that the phase stability of the γ′ phase is heavily linked to the ratio of aluminium to titanium (Al/Ti). At low values of Al/Ti, small quantities of γ′ are present whereas large amounts of δ and η phases are present within the microstructure [35], which shows that the thermal stability is low. The contrary is also true; at high Al/Ti values, large quantities of γ′ and low amounts of δ and η phases are present in the microstructure, therefore meaning a high γ′ thermal stability [38,39]. Also, the measure of γ′ phase increases in a linear fashion as the Al + Ti value rises, which also increases the γ′ thermal stability [35,38,39]. For a nickel-based superalloy to be classified as being primarily strengthened via the γ′ phase, the value of Al + Ti must be higher than 3 at.-%, even when the Al/Ti value is large [35].
The development of Ticolloy [6] arose as an effect of increasing the Al/Ti and (Al+Ti)/Nb ratios in Inconel 718. Prior to its dissolution, coarsening of γ″ takes place. By slowing down the γ″ coarsening rate, the thermal stability of γ″ is improved. The adjusted Al/Ti and (Al + Ti)/Nb ratios in Ticolloy enabled a lower coarsening rate of the metastable γ″ as well as a delay in the precipitation of the stable δ phase [6,40]. Other studies [41–43] had also found that by increasing the ratio of (Al + Ti)/Nb, Al + Ti + Nb and Al/Ti the thermal stability of modified 718-type alloys are improved and the formation of δ phase is slowed. Collier et al. [38,39] and Tien et al. [43] suggests that the improvement in thermal stability comes from an increased precipitation of γ′ and a loss in the volume fraction of γ″. On the contrary, Guo et al. [44] and Xu et al. [45] found that the coarsening rates of γ′ and γ″ are much slower in modified 718-type alloys with higher values of (Al+Ti)/Nb and Al/Ti ratios. In addition, less δ phase was found within these alloys. Therefore, Guo et al. [44] and Xu et al. [45] both attribute the increased thermal stability from higher elemental ratios to the slower γ′ and γ″ coarsening rates, rather than an increase in γ′ precipitation at the expense of γ″ which was proposed by Collier et al. [38,39] and Tien et al. [43] However, Guo et al. [44] mentions that the γ″ coarsening rates are slower than γ′, whereas Xu et al. [45] contradicts this by stating that the γ′ coarsening rate is slower than γ″.
Cozar and Pineau [46] and Andrieu et al. [41] found that by increasing these values and aging at 750°C for long periods of time, a ‘compact morphology’ of the γ′ and γ″ phases is obtained. The compact morphology consists of cube shaped γ′ particles covered on all sides by γ″. This occurs due to γ″ nucleating and coarsening on γ′ particles. This morphology is very stable at prolonged aging times which is the reason for the enhanced thermal stability of the superalloy. Cozar and Pineau [46] also found that the minimum value of (Al + Ti)/Nb that is necessary to form this compact morphology is between 0.9 and 1. Interestingly, Guo et al. [47] compared two modified 718-type alloys, one with a compact γ′ and γ″ morphology, the other alloy with a non-compact γ′ and γ″ morphology. The latter alloy included an increased amount of tungsten to provide increased strength and a slower rate of γ″ coarsening. The authors found that the coarsening rates after 1000 h at 700°C are significantly slower in the alloy with the non-compact γ′ and γ″ morphology alloy, which also gave it enhanced tensile and stress rupture properties. Due to this slower coarsening rate, the thermal stability of the γ′ and γ″ phases are enhanced and their transformation into η and δ phases are stunted.
From modelling calculations, it has been shown that by decreasing the Al/Ti ratio, the precipitation rate of δ and η phases becomes faster while the γ′ precipitation rate becomes slower. The particle growth rate of γ′ precipitates are also influenced by the Al/Ti ratio, such that the particle growth rate decreases as the Al/Ti value decreases. Also, decreasing the Al/Ti value has the effect of increasing the mismatch between the γ matrix and γ′ particles [35,43]. Due to this increased mismatch, the γ′ particles are smaller which leads to higher strength capability of the γ′ phase. Therefore, decreasing the Al/Ti value increases the strength of the alloy but this would also lower the thermal stability of the γ′ phase, therefore encouraging further precipitation of δ and η phases [35]. Therefore, an appropriate balance of aluminium and titanium has to be met to achieve optimum strength and thermal stability.
It has been found that higher amounts of niobium lead to an increase in the volume fraction of γ′ and γ″ [35]. However, niobium preferentially favours the γ″ phase which has the effect of shifting the stable γ′ range to higher measures of aluminium and titanium [35,43]. It also has the effect of increasing the locations of η and σ phases. However, no impact was seen on the γ′ coarsening rate nor on the mismatch between γ and γ′. Therefore, the inclusion of niobium to the composition of a nickel-based superalloy is necessary to obtain good mechanical properties, but its quantity needs to be sensibly well-adjusted with the value of Al + Ti if one wants to achieve a γ′-strengthened superalloy [35].
From the work carried out by Cao and Kennedy [35], ATI 718Plus was developed. The main differences between ATI 718Plus and Inconel 718 are the increase in the value of the Al+Ti and Al/Ti ratios (to retard the γ′/γ″ → η/δ transformation), the replacement of iron by tungsten and cobalt, and a small addition of phosphorus [7,8].
Effect of strain
A few studies have shown that strain does affect the precipitation kinetics of grain boundary precipitates in nickel-based superalloys. This is especially important for manufacturers, since the amount of δ phase that is precipitated depends on the thermomechanical history of the material. Chamanfar et al. [48] found that in a non-isothermal forged billet of Inconel 718, the δ phase precipitation during a subsequent heat treatment was considerably varied from the centre to the edge of the as-forged billet. This can be attributed to the variation in stress applied across the billet. Although the authors data is found to be highly scattered.
Liu et al. [49] and Mei et al. [50] carried out an extensive study of the cold rolling effect on the precipitation behaviour of the δ phase within Inconel 718. It was found that cold rolling promotes the precipitation of δ phase. The authors found that at 960°C, the recrystallisation of the γ matrix is completed well before the commencement of δ precipitation. However, the increase in δ phase precipitation kinetics from cold rolling is still observed. Due to the recrystallisation, dislocations created from cold rolling have been eradicated before the start of precipitation. Therefore, the theory that dislocations created from cold rolling increases the density of nucleation sites and increases the diffusivities of precipitate forming elements cannot be applied here. Instead, the authors attributed the faster kinetics of δ phase to niobium segregation. At lower temperatures in which no or less recrystallisation occurs, the faster precipitation kinetics are a result of both niobium segregation and higher dislocation density from deformation, which leads to even faster δ precipitation kinetics [35].
Huang and Langdon [11] looked at the evolution of δ phase within Inconel 718 during optimum superplastic deformation conditions. The authors found that the total precipitation of δ phase does increase with the level of strain during superplastic deformation, as it does with cold rolling [49,50].
A number of studies have found that the precipitate morphology gradually changes from needle/plate-like into blocky/globular as the strain increases [11,49–51]. Differences in δ phase morphology within Inconel 718 have been reported before in early literature [15], but the mechanisms by which this occurs was not well known. Zhang et al. [10] investigated the deformation characteristics of the δ phase. During the deformation process, plate-like δ phase develops into spherical δ particles [9,10,52]. This occurs due to two mechanisms. Firstly, the dissolution of plate-like δ phase takes place while simultaneously, newer spherical δ phase particles are precipitated. Secondly, as a result of dissolution breakage (in which parts of δ plates are dissolved at high density dislocation zones) and deformation breakage (where δ plates are broken as a result of deformation), the δ plates are essentially broken into spherical δ particles. Figure 5 [10] shows a schematic diagram of this process. Figure 6 [53] shows microscopy images of the growth and coarsening of δ precipitates after heat treatment which was preceded by deformation. Also, in agreement with previously mentioned literature [11,49,50], the zone with the highest strain had seen all δ plates transformed into spherical δ particles.
Schematic diagram displaying the globurisation mechanism of δ phase [10]. Reproduced with permission from Elsevier. Growth and coarsening of δ precipitates (a) 875°C 100 s (b) 875°C 1000 s (c) 975°C 100 s (d) 975°C 1000s [53]. Reproduced with permission from Elsevier.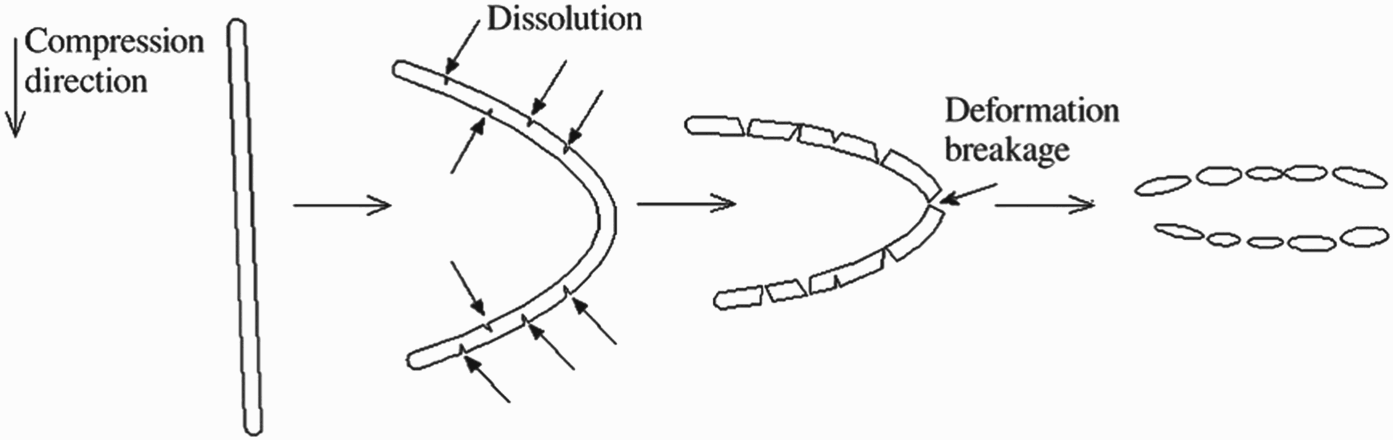

Similar to Inconel 718, increasing the level of strain also causes increased η phase precipitation within ATI 718Plus [54,55]. Casanova et al. [56] found that within the microstructure of components made with ATI 718Plus, two main morphologies co-exist together; coarse plates and thin lamellae, and the origin of these were investigated by the author. η phase precipitates are present within the microstructure of the billet prior to forging. During sub-solvus forging, these precipitates are deformed and unpinned from their initial nucleation locations. As a result of this, the interface between the η precipitates and the γ matrix becomes incoherent, which gives the η precipitates increased mobility. During following processing operations, these precipitates develop a coarse morphology. Also, their direction is more aligned with the local forging flow, which is an indication of their increased mobility. However, during the post-forging processing operations, new coherent η phase precipitates are formed. Since they are coherent, they grow into a fine lamellar morphology and thus, two morphologies of η phase exist within the final microstructure [56].
Another study from the same author [43] found that these morphologies even exist in different locations within the wrought billet during heating before sub-solvus forging takes place. The surface of the billet had coarse η plates which are result of high lattice rotations and high dislocation densities that come from the production process of the wrought billet. On the other hand, the centre of the billet consisted of large recrystallised grains, which meant that there was no residual strain in these zones. As a result, the precipitates in the billet centre grew coherently into thin lamellae [57]. It is interesting to note that the η phase does not become spherical nor does it go under the same mechanisms of becoming spherical like the δ phase does within Inconel 718.
Precipitation kinetics of grain boundary phases
Inconel 718 has been in use since 1965 and within that time many authors have studied the δ phase precipitation kinetics over the years [14,58–64]. There seems to be a general acceptance that the nose of precipitation occurs between 910 and 920°C, although Beaubois et al. [14] disputes this and suggests that the nose of precipitation should be higher, somewhere between 960 and 980°C. The authors also suggest that the start of δ phase precipitation starts earlier than what is mentioned in previous literature. The authors also investigated the precipitation kinetics with and without δ phase in the initial microstructure and suggest that the difference in precipitation kinetics can be scaled according to the change in grain size [14]. Azadian et al. [9] suggests 900°C as the nose temperature of δ precipitation. It has been well established that deformation imposed on Inconel 718 can significantly can cause δ phase precipitation more rapidly [11,15,48–50]. Figure 7 [50] shows the effect of cold rolling on the precipitation kinetics of δ phase in Inconel 718.
Cold rolled kinetics [50]. Reproduced with permission from Elsevier.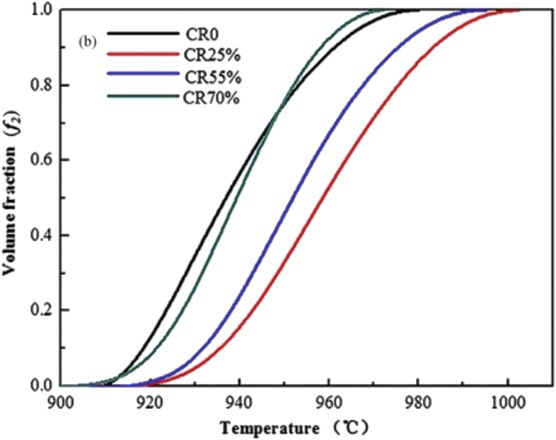
In regards to ATI 718Plus, Xie et al. [29] completed an early study into the η phase precipitation kinetics and compared them to the δ phase precipitation kinetics. The authors had studied the growth kinetics from a ‘clean’ state, meaning that there were no η precipitates in the initial microstructures of Inconel 718 and ATI 718Plus. The grain size in the ATI 718Plus samples were 79 µm, whereas within the Inconel 718 samples the grain size was 44 µm. One would expect the kinetics in the ATI 718Plus samples to be slower since there is less grain boundary area for precipitation to occur. However, the difference in grain size in this study did not seem to matter as the precipitation kinetics of η phase in ATI 718Plus was faster than that of the δ phase in Inconel 718. Stotter et al. [21] and Sommitsch et al. [65] also characterised the η phase precipitation kinetic behaviour. The authors found that the precipitation is sensitive to the nucleation sites, as precipitation occurred firstly on grain boundaries, then twin boundaries and then followed by precipitation within the bulk. Simulations can also be performed to determine precipitation kinetics. Zickler et al. [66] used the thermo-kinetic software MatCalc to perform simulations at different temperatures of the precipitation kinetics of both the η phase and the γ′ phase. The simulations of η phase precipitation had good agreement with experimental data. However, discontinuities in the simulated T-T-T curves were observed at lower temperatures where precipitation of both γ′ and η phases occurs simultaneously. This has been attributed to a competition of the diffusional transport of elements that constitute both phases namely aluminium and niobium [34,66,67]. However, it would be of interest to obtain experimental volume fraction data at lower temperatures to see if these discontinuities can be validated. McDevitt [54] investigated the effect of thermomechanical processing on η phase precipitation in ATI 718Plus, and found that the kinetics of precipitation are increased as the level of residual strain is increased. Casanova et al. [57] also reached the same conclusion in that areas with higher levels of residual strain produced faster precipitation kinetics. McDevitt [54] also found that η phase precipitation is inadequate during annealing after deforming the material at temperature above the η solvus temperature.
Effect on mechanical properties
The δ and η phases within nickel superalloys are particularly useful for controlling the grain size, which significantly impacts the mechanical properties. This is done by a mechanism known as Zener pinning [68,69]. However, it is established within the field that low quantities of δ and η precipitation are sufficient for grain boundary control and that excessive amounts are actually detrimental to the mechanical properties of alloy. Within ATI 718Plus, some studies have shown that the precipitation of η phase on the grain boundary can be very important in reducing the notch sensitivity of the alloy [27,30]. Likewise for Inconel 718, it has been found that a lack of δ phase causes an increase in notch sensitivity [52]. The formation of η phase in ATI 718Plus can create serrated grain boundaries [16,70]. Some studies find that these serrated grain boundaries can enhance resistance to intergranular fatigue cracking [28,30,71,72]. It has been suggested that this occurs by the serrated grain boundaries forcing the intergranular cracks to take a more meandering path. However, other studies suggest that η phase in ATI 718Plus has no substantial effect on grain boundary resistance to environmental cracking during rupture tests [73,74]. The authors go on to propose that the factors that have more impact are grain dislocation substructure and grain boundary misorientation. Serrated grain boundaries have been found to prolong the creep life within Inconel 718 [75].
Conflicting reports have been reported regarding the effect of grain boundary precipitation on tensile properties and hardness. It has often been said that the precipitation of δ phase within Inconel 718 and ATI 718Plus causes a degradation in mechanical properties [9,12,76–78]. This is due to the transformation of γ″ into δ phase within the microstructure. Since γ″ is the main strengthening phase, one would expect a loss in mechanical properties with a loss in γ″. However, Valle et al. [79] conducted a study regarding the effect of the δ phase upon the tensile properties and hardness of Inconel 718. Intriguingly, δ phase did not show much effect on the tensile strength, yield strength and hardness at room temperature, although the ductility was observed to decrease as the δ phase volume fraction increases. However, a criticism of this work is the fact that the authors chose to study the mechanical properties over a very small range of δ phase volume fraction, from 0.30 to 1.38%. This range may not be sufficient enough to observe a significant impact on the tensile properties and hardness.
A study conducted by Zhang et al. [80] also agrees with Valle et al. [79] regarding the reduced ductility as δ phase volume fraction increases. Zhang et al. [80] also found that the plasticity of Inconel 718 at high temperatures is reduced as the amount of δ phase content is increased. Moreover, within Inconel 718, it has been shown that without any δ phase present in the microstructure, the stress rupture life is doubled, while the creep elongation to failure is multiplied between 4 and 5, when in comparison to microstructures with δ phase precipitation [81].
Conclusions
A broad review regarding the grain boundary phases within Inconel 718 and ATI 718Plus has been attempted. This includes the effect of elements via the manipulation of the thermal stability of the γ′ and γ″ phases. It is well established that by manipulating different ratios involving aluminium, titanium and niobium, the precipitation of grain boundary phases can be delayed to longer times and higher temperatures, which improves the thermal stability of the superalloy. ATI 718Plus is a result of much research in this regard and boasts 50°C more temperature capability over Inconel 718. Also, the precipitation kinetics and the effect of deformation have been explored in light of the available literature. It is clear that deformation has a big impact on the grain boundary precipitation kinetics as well as their morphology. So far, the effect of strain has been qualitative. It would be of interest for future work to see the effect of numerical values of strain as well as the effect of strain rate on the precipitation kinetics. It is suggested that grain boundary precipitation is useful for reducing notch sensitivity. Although it is clear that an increase in the amount of grain boundary precipitates brings a loss in ductility, the literature is conflicted regarding the effect upon the tensile and hardness properties and so further investigations may be required.